结论第一
电力电子行业的客户需要 CNC 加工的铝制散热器:
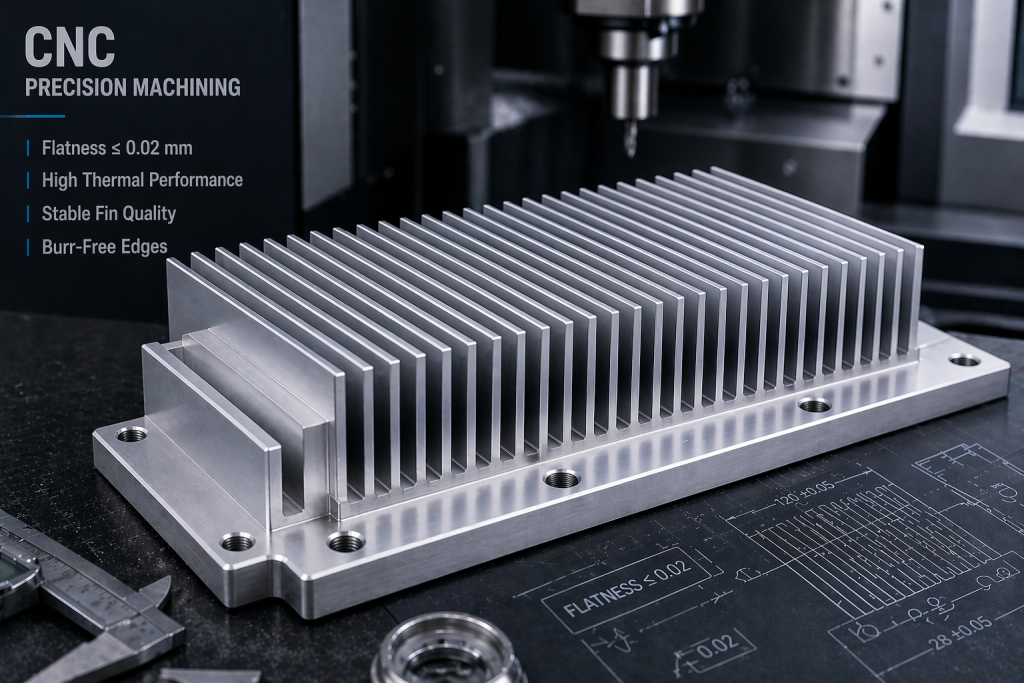
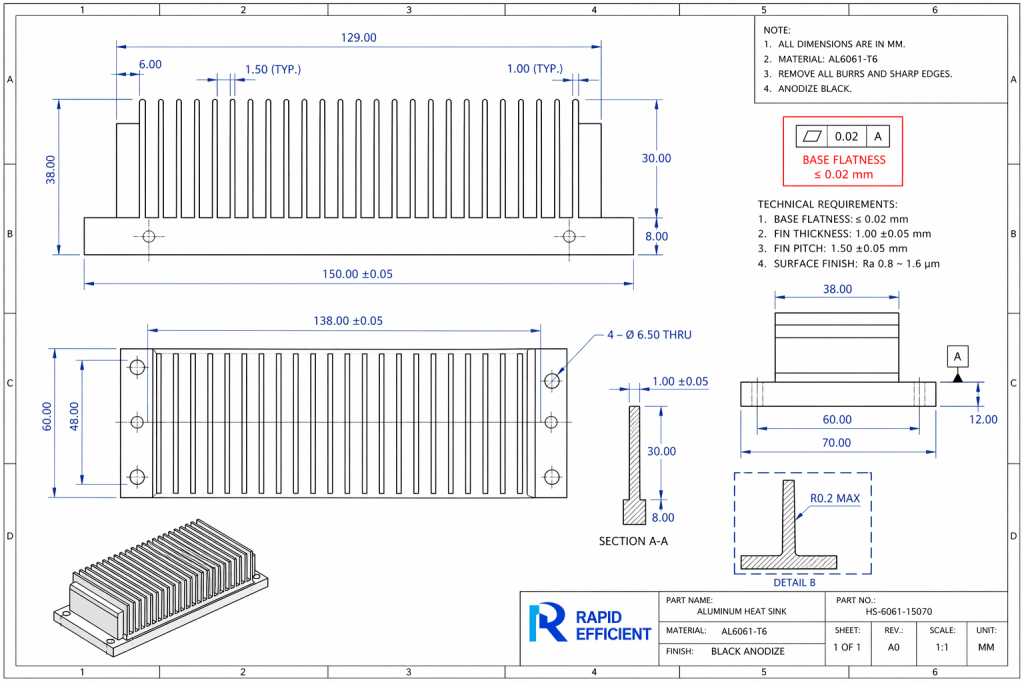
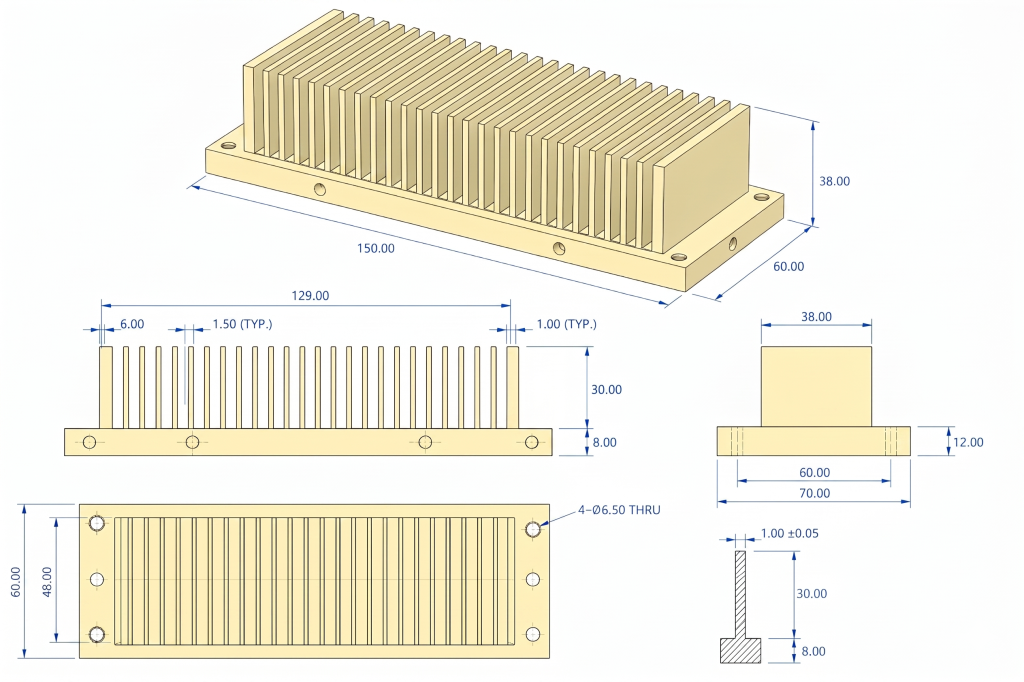
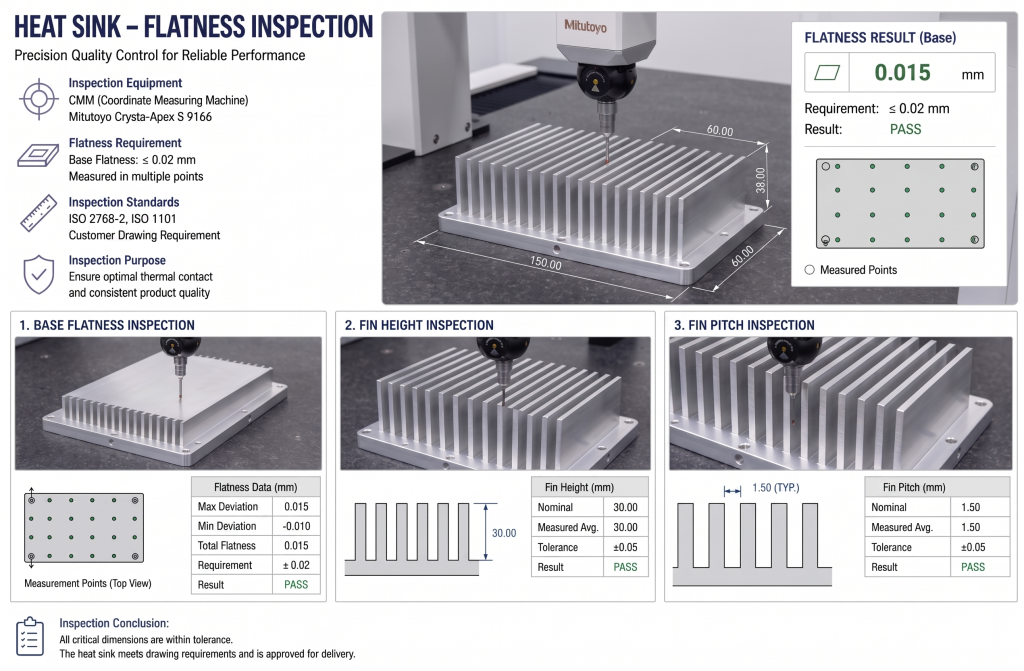
- 底座平整度 ≤0.02毫米
- 稳定的薄翅片几何形状
- 无毛刺气流通道
- 一致的阳极氧化外观
- 组装后可靠的热接触
真正的挑战不仅仅是加工铝.
它控制平整度, 鳍片完整性, 和表面质量同时.
👉 我们交付了尺寸稳定、可立即投入生产的散热器, 干净的鳍, 并改善热接触性能.
客户挑战: 为什么前面的部分失败了
客户之前的供应商经常出现三个问题:
- 基面不够平坦,无法实现完全热接触
- 薄翅片有毛刺和轻微的颤动
- 黑色阳极氧化表面看起来各批次不一致
这些问题造成了两个下游风险:
- 热源与散热器之间传热不良
- 人工返工和检查分拣造成的额外装配时间
👉 在热元件中, 一个小的加工缺陷可能会成为系统级冷却问题.
为什么精度在散热器加工中很重要
许多买家认为散热器是简单的铝制部件.
他们不是.
在高功率电子领域, 散热器底座必须平放在配合表面上. 即使是微小的气隙也会增加接触热阻.
更好的平整度还可以实现更薄且更均匀的 TIM (热界面材料) 层, 可以提高要求苛刻的组件的冷却性能.
工程洞察
用于热装配, 几何形状是性能的一部分.
具有可见翅片毛刺的散热器, 扭曲的底座, 或者涂层不一致不仅仅是一个外观问题. 它会降低冷却效率, 组装复杂, 并缩短产品寿命.
我们的工程解决方案
1. 平面度-第一基础加工
安装底座被视为关键功能表面.
我们采用分级加工,控制切削量和低力精加工,以在松开后保持底座平整.
2. 对称粗加工控制应力释放
而不是从一侧积极去除材料, 我们使用平衡的粗加工路径来更均匀地释放内应力.
这降低了精加工阶段之前基础变形的风险.
3. 翅片保护策略
薄翅片容易受到振动影响, 毛刺形成, 和局部变形.
我们优化了:
- 刀具啮合
- 跨步
- 饲料稳定性
- 整理方向
高鳍片在切割过程中可能会产生共振并产生颤痕. 我们使用分阶段加工序列和稳定的刀具路径来降低这种风险.
4. 阳极氧化前的表面处理
阳极氧化不会隐藏加工缺陷. 它通常会让它们更加明显.
这就是我们控制的原因:
- 预阳极氧化毛刺去除
- 最终表面纹理
- 边缘条件
- 处理清洁度
在将零件发送至精加工之前.
车间现实
散热器加工是热性能和结构刚性之间的权衡.
如果翅片间距太紧, 切屑堆积在翅片之间并损坏表面.
如果终结传球过于激进, 鳍开始振动并“唱歌”,” 留下阳极氧化后变得明显的颤纹.
基地用, 危险是不同的:
夹得太紧, 并且零件在加工过程中可能看起来平坦,但在释放后会移动.
这就是为什么夹具力与机器精度一样重要.
低力定制夹具或真空支撑通常是大型扁平热底座的更好解决方案.
👉相关主题:
顶部 7 铝加工问题及其解决方法
主要生产结果
| 特征 | 要求 | 结果 | 为什么它很重要 |
|---|---|---|---|
| 底座平整度 | ≤0.02毫米 | 通过 | 改善热接触 |
| 表面处理 | Ra 0.8–1.6 微米 | 通过 | 支持稳定的TIM接口 |
| 翅片边缘状况 | 无毛刺 | 通过 | 防止气流中断 |
| 化妆品表面处理 | 均匀黑色阳极氧化 | 通过 | 更好的批次一致性 |
热性能: 真正的工程差异
铝散热器被广泛使用,因为铝具有很强的导热性且重量轻.
但加工质量仍然很重要.
技术上“在尺寸范围内”的散热器底座在以下情况下仍然可能表现不佳::
- 平整度差
- 颤振造成局部表面不规则
- 涂层不均匀
- 整个零件的翅片几何形状各不相同
👉 良好的散热器加工不仅仅是尺寸控制. 是热风险控制.
使用材料
对于这个项目, 6061-T6铝 被选中是因为它提供了最佳平衡:
- 机械加工性
- 尺寸稳定性
- 阳极氧化质量
- 成本效率
工程师注意事项
买家有时会过度指定热部件的更高强度等级.
这通常是不必要的.
适用于大多数电子外壳和散热器, 6061-T6 仍然是实用的选择,因为它加工干净, 阳极氧化良好, 并有助于保持批次一致性.
参见:
👉 最适合 CNC 加工的铝材
相关工程主题
如果您正在研究热部件或轻质外壳, 这些也可能有帮助:
需要定制 CNC 散热器加工?
如果您的项目需要:
- 平面安装底座
- 干净的翅片几何形状
- 一致的阳极氧化处理
- 热性能稳定
将您的图纸或 STEP 文件发送给我们.
我们可以审查可制造性, 完成风险, 和生产前的热关键特性.
常问问题
什么铝最适合 CNC 散热器加工?
对于大多数项目, 6061-T6是最佳选择,因为它平衡了热性能, 机械加工性, 和完成质量.
为什么平坦度对于散热器如此重要?
因为平整度差会增加接触热阻并降低冷却效率.
阳极氧化会影响散热器性能吗?
阳极氧化可以提高发射率, 但不良的表面处理或过多的涂层变化仍然会损害装配质量.
散热器最大的加工风险是什么?
通常是基础失真的组合, 翅片毛刺, 和完成后外观不一致.