结论第一
Aluminum is one of the easiest metals to machine—but it still creates expensive production problems when tooling, 饲料, 夹具, or material selection are wrong.
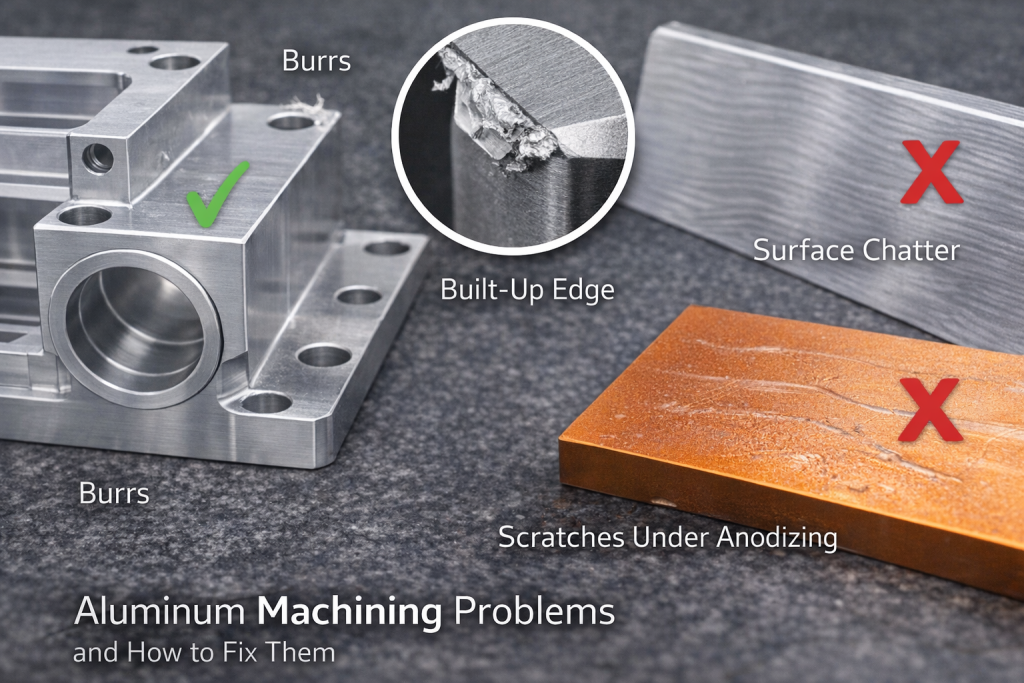
The most common aluminum machining problems include:
- 毛刺形成
- 内置边缘
- Chatter marks
- Thin wall deformation
- Poor anodizing finish
- Tolerance drift
- Chip evacuation issues
👉 The good news: most aluminum machining problems are preventable with the right CNC strategy.
1. Burr Formation on Edges
Burrs are small unwanted metal edges left after cutting.
常见原因:
- Dull tools
- Wrong feed rate
- Poor exit strategy
- Excessive tool wear
How We Fix It
- 锋利的硬质合金工具
- Optimized toolpath exit moves
- Secondary deburring if required
2. 累积边缘 (弓)
Aluminum can stick to the cutting edge during machining.
This creates:
- Rough surface finish
- Dimension inconsistency
- Tool instability
- Sudden tool failure
Built-up edge also changes the tool’s effective geometry, creating unstable cutting forces and unpredictable results.
How We Fix It
- High polished flute tools
- Correct chip load
- 冷却液或空气喷射
- DLC / ZrN coated tools
- O-flute cutters for high-speed aluminum machining
3. Chatter Marks on Surface
Chatter appears as wave-like vibration marks.
It is common on:
- 薄壁
- Long tools
- Weak fixturing setups
How We Fix It
- Shorter tool stick-out
- Higher rigidity setup
- Adjust spindle speed band
- Dynamic toolpaths
- Variable helix cutters when needed
4. Thin Wall Deformation
This is one of the biggest issues in aluminum housings and enclosures.
When too much force is applied, walls bend during cutting and spring back after unclamping.
Residual stress release often becomes visible only after the fixture is removed.
How We Fix It
- Vacuum fixtures
- Onion skin strategy
- Light finishing passes
- Symmetrical roughing
- Balanced pocketing toolpaths
👉 另请参阅: 薄壁铝数控加工指南
5. Poor Anodizing Appearance
Some machined parts look good before finishing, but poor after anodizing.
常见原因:
- 工具痕迹
- Uneven surface texture
- Wrong alloy choice
- Embedded contamination
- Hidden scratches
Anodizing does not hide machining mistakes—it often magnifies them.
How We Fix It
- Fine finishing passes
- Surface prep control
- Burr-free edges
- 6061 preferred for cosmetic parts
6. Tolerance Drift
The first parts are good. Later parts slowly go out of spec.
原因:
- 刀具磨损
- Thermal growth
- Fixture contamination
- Chip buildup
Aluminum has relatively high thermal expansion (关于 23 µm/m/°C), so shop temperature changes can affect precision dimensions.
How We Fix It
- 过程检验
- Tool life control
- Stable coolant temperature
- SPC monitoring
- Probe-based offset correction
7. Chip Evacuation Problems
Aluminum creates large chips that can recut surfaces.
这导致:
- 表面划痕
- Broken tools
- Poor cycle time
How We Fix It
- High-pressure air blast
- Correct flute geometry
- Proper pocket clearing strategy
- High-speed chip evacuation paths
Quick Troubleshooting Table
| Problem | Root Cause | Expert Fix |
|---|---|---|
| 毛刺 | Material smearing | Sharp polished carbide tools |
| 累积边缘 | 热 / 摩擦 | DLC coating + 冷却液 |
| 喋喋不休 | Resonance | RPM adjustment + 刚性 |
| Thin Wall Warp | 残余应力 | Onion skin + 平衡粗加工 |
| Bad Anodizing | Surface marks | Fine finish + 去毛刺 |
| Drift | 热 / 穿 | Probe checks + SPC |
工程师注意事项
Aluminum is forgiving—but only to skilled machinists.
Its softness hides process mistakes until finishing, 检查, or final assembly.
That is why many “easy” aluminum parts become expensive remake jobs.
常问问题
Why does aluminum burr so easily?
Because soft material tends to smear instead of shear cleanly.
What aluminum is easiest to machine?
6061-T6 is usually the best all-around choice.
Why do thin wall aluminum parts warp?
Residual stress release and clamping distortion.
Why do anodized parts show scratches?
Because machining marks become more visible after finishing.
最后的想法
Most aluminum machining problems are not material problems.
They are process problems.
With the right tooling, 夹具, and inspection control, aluminum parts can be produced quickly and consistently.
Need Better CNC Aluminum Parts?
Send us your drawings for a manufacturability review.
We help customers solve burrs, 喋喋不休, tolerance drift, and cosmetic finish issues before production begins.