
铝阳极氧化缺陷并不总是由阳极氧化槽引起的. 很多问题开始得更早, 在材料选择时, CNC加工, 去毛刺, 打扫, 处理, 掩蔽, 或不清楚的询价要求.
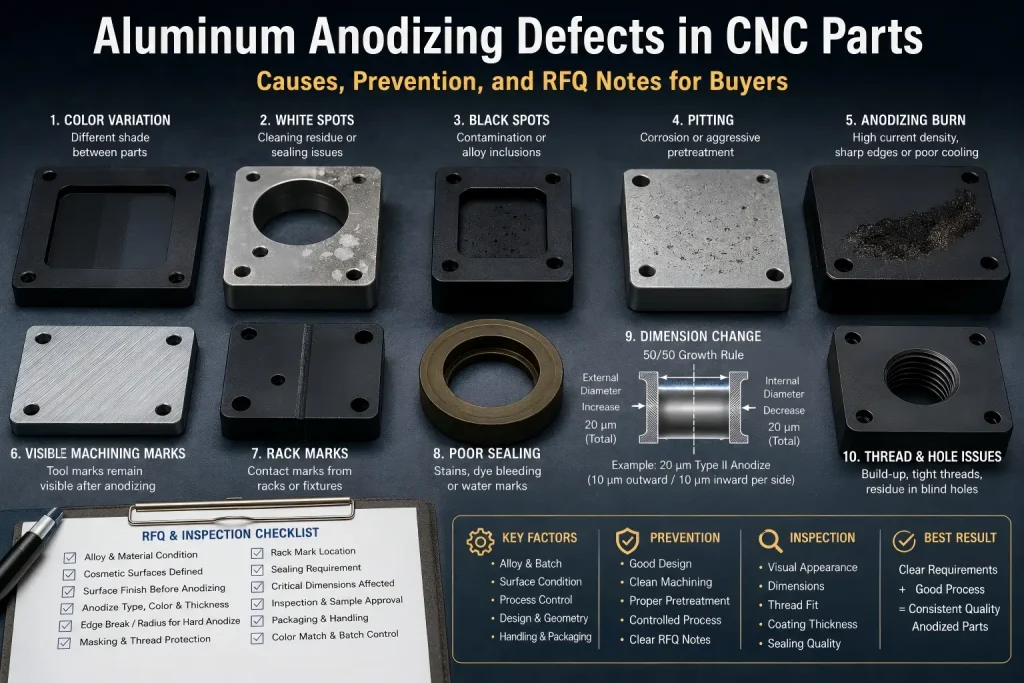
适用于 CNC 加工铝制零件, 最常见的阳极氧化缺陷包括 颜色变化, 白点, 黑色污渍, 点蚀, 燃烧, 浑浊的表面, 密封不良, 可见的加工痕迹, 架痕, 以及批次之间的光洁度不均匀.
实际的答案是这样的:
阳极氧化使铝表面更加可控, 但这也让很多隐藏的问题变得更加明显. 如果原料, 加工痕迹, 毛刺, 表面污染, 合金选择, 或者在完成之前没有控制绘图笔记, 阳极氧化可以暴露这些问题而不是隐藏它们.
对于买家, 目标不仅仅是要求“黑色阳极氧化”或“透明阳极氧化”。更好的目标是定义合金, 表面饰面, 化妆脸, 遮蔽区域, 色彩期望, 密封要求, 检查边界, 以及生产前的包装要求.
为买家提供的快速缺陷图
| 阳极氧化后发现的缺陷 | 常见原因 | 买家行动 |
|---|---|---|
| 颜色不匹配 | 不同合金, 批, 表面纹理, 涂层厚度, 或染料吸收 | 将关键装饰部件保留在同一材料批次中并定义颜色容差. |
| 白点或浑浊区域 | 清洗残留物, 蚀刻变化, 冲洗不良, 密封问题, 或局部污染 | 回顾预处理, 表面状况, 及密封要求. |
| 黑点或深色污渍 | 合金夹杂物, 嵌入污染, 清洁不善, 或局部腐蚀 | 确认材料等级, 处理, 以及完成前的清洁. |
| 点蚀 | 基材缺陷, 阳极氧化前的腐蚀, 积极的预处理, 或污染 | 阳极氧化前检查原材料和加工表面. |
| 燃烧 | 高局部电流密度, 接触不良, 锋利的边缘, 薄功能, 或洗澡动作不良 | 检查零件几何形状, 机架接触, 边缘条件, 和阳极氧化工艺风险. |
| 可见的加工线 | 工具痕迹, 抛光不一致, 或阳极氧化前喷砂不均匀 | 定义预阳极氧化表面光洁度和装饰面. |
| 机架标记 | 电气连接所需的接触点 | 完成前定义可接受的机架区域. |
| 密封性差 | 密封工艺不正确, 污染, 或密封控制不足 | 当腐蚀或染料稳定性很重要时指定密封要求. |
| 组装后表面不平整 | 混合批次, 不同的加工方向, 或不同的终点路线 | 控制批次, 完成方向, 和零件分组. |
最重要的一点很简单: 阳极氧化质量是系统结果, 不仅仅是最终的结果.
为什么阳极氧化会出现缺陷
阳极氧化是一种电化学过程. 铝部件成为电路的一部分, 在受控条件下,氧化层在铝表面生长.
这意味着最终结果取决于许多相关因素:
- 铝合金
- 原料批次
- 热处理
- CNC加工痕迹
- 锋利的边缘和毛刺
- 表面粗糙度
- 清洗和脱脂
- 蚀刻和去污
- 机架接触
- 电流密度
- 浴温
- 搅拌和电解液流动
- 染料吸收(如果有色)
- 密封质量
- 包装及贮存
如果一步不稳定, 最终的阳极氧化表面可能会出现缺陷.
这就是为什么两个部件都可以是“6061 铝, 黑色阳极氧化”但完成后看起来仍然不同.
缺点 1: 零件之间的颜色变化
颜色变化是阳极氧化铝 CNC 零件最常见的投诉之一.
它可能显示为:
- 一部分比另一部分暗
- 一批略带蓝色, 灰色的, 棕色的, 或紫色
- 同一部位颜色不均匀
- 机加工面和喷砂面之间的色调不同
- 更换零件与之前生产批次不匹配
颜色变化可能是由于:
- 不同牌号的铝合金
- 不同物料批次
- 不同的热处理条件
- 不同的表面粗糙度
- 不均匀的抛光或喷砂
- 氧化层厚度不一致
- 染料浓度或时间变化
- 密封差异
- 零件几何形状和排水差异
对于数控零件, 加工阶段很重要,因为刀具痕迹, 刀具方向, 表面粗糙度会影响阳极氧化表面反射光的方式.
买家不应认为“黑色阳极氧化”意味着每个部件在视觉上都是相同的. 如果颜色很重要, RFQ 应定义可接受的范围, 化妆脸, 批量控制, 以及是否需要样品批准.
缺点 2: 白点, 多云地区, 或水痕
白点和浑浊的阳极氧化区域可能来自清洁, 漂洗, 密封, 或表面污染.
常见原因包括:
- 脱脂不完全
- 碱性清洗残留物
- 液体滞留在盲孔或口袋中
- 冲洗后有水痕
- 包装前干燥不良
- 密封残留物
- 局部表面污染
- 阳极氧化前的指纹或处理痕迹
带盲孔的零件, 财力雄厚, 沉头孔, 内部频道, 或螺纹孔更容易滞留液体. 如果预处理过程中液体残留在口袋中, 阳极氧化, 染色, 密封, 或干燥, 表面可能有污渍或浑浊痕迹.
设计和包装在这里很重要. 看起来很容易加工的零件在阳极氧化后可能很难清洁和干燥.
对于询价, 买家应识别:
- 盲孔
- 财力雄厚
- 内部频道
- 化妆脸
- 不可接受水痕的区域
- 清洁或密封要求
- 完成后的包装需求
缺点 3: 黑点和深色污渍
黑点通常归咎于阳极氧化过程, 但根本原因可能更早.
可能的原因包括:
- 合金夹杂物
- 嵌入的铁或钢污染
- 工具或夹具污染
- 阳极氧化前清洁不良
- 精加工前的腐蚀
- 局部化学袭击
- 预处理期间黑粉未完全去除
- 螺纹或口袋内有残留物
黑色标记在透明阳极氧化或浅色零件上尤其危险,因为缺陷更容易看到.
用于 CNC 加工零件, 污染可能发生在:
- 原料处理
- 加工
- 去毛刺
- 翻滚
- 钢刷
- 接触碳钢工具或桌子
- 完成前的存储
如果外观很重要, 供应商应在阳极氧化前保护机加工表面,并避免可能将异物嵌入铝表面的处理方法.
缺点 4: 阳极氧化后的点蚀
点蚀表现为小孔, 点, 或局部表面攻击.
可能是由于:
- 原材料表面质量差
- 阳极氧化前的腐蚀
- 侵蚀性化学预处理
- 局部污染
- 铝合金中的夹杂物
- 截留的化学物质
- 氯化物污染
- 工艺步骤之间的冲洗不良
阳极氧化过程中并不总是产生点蚀. 有时阳极氧化只是使现有的材料或表面缺陷更容易看到.
当零件有缺陷时,点蚀风险会增加:
- 粗糙的加工表面
- 尖锐的内角
- 未清洁的口袋
- 完成前储存不当
- 指纹或油污残留
- 机加工和阳极氧化之间的等待时间长
- 混合合金或未知库存
对于关键的装饰部件, 阳极氧化前检查加工表面. 一旦阳极氧化暴露出麻点, 维修可能需要剥离, 再加工, 抛光, 或重新制作零件.
缺点 5: 阳极氧化烧伤
阳极氧化烧伤是比较严重的缺陷. 它可能看起来很暗, 粗糙的, 粉状的, 灰色的, 或局部受损区域.
常见的风险因素包括:
- 局部电流密度过高
- 电气接触不良
- 电解质运动不足
- 散热不良
- 锋利的边缘
- 薄鳍
- 财力雄厚
- 重涂层要求
- 复杂几何形状的硬质阳极氧化
- 机架设计不佳
燃烧经常出现在角落附近, 边缘, 接触区域, 薄片, 或电流分布不均匀的区域.
尖锐的几何形状会使这个问题变得更糟. 阳极氧化过程中, 电流往往集中在尖锐边缘周围, 角落, 点, 薄肋骨, 和高纵横比特征. 如果局部电流密度上升速度快于镀液可以控制热量和氧化物生长, 新的阳极层可能会局部分解并留下粗糙的痕迹, 粉状的, 或白垩烧伤区域.
适用于硬质阳极氧化或更厚的涂层要求, 生产前应审查边缘设计. 有用的 DFM 规则是避免阳极氧化铝零件上出现锋利的 90° 边缘. 当设计允许时, 指定小的断边或拐角半径, 经常在周围 0.3 毫米至 0.5 毫米用于关键的阳极氧化边缘.
这并不能保证永远不会发生烧伤, 但它有助于减少目前的拥挤, 改善边缘周围涂层的连续性, 并降低组装或处理后边缘碎裂的风险.
对于数控零件, 设计很重要. 边缘非常锋利, 薄壁, 深槽, 或复杂的散热片可能会增加阳极氧化风险. 精加工前应审查去毛刺和边缘断裂要求.
一个简单的注释,例如:
硬质阳极氧化黑色
对于复杂的零件可能还不够. 如果零件有薄翅片, 密封槽, 锋利的边缘, 或关键的美容区域, 绘图应定义装饰面, 机架区域, 边缘要求, 和涂层厚度预期.
缺点 6: 阳极氧化后可见的加工痕迹
阳极氧化不会隐藏工具痕迹. 在很多情况下, 这让它们更加明显.
可见的加工痕迹可能来自:
- 刀具路径不一致
- 零件之间的刀具磨损不同
- 振动痕迹
- 重新切割标记
- 抛光不均匀
- 喷砂不一致
- 混合完成方向
- 毛刺去除痕迹
- 手工打磨变化
这对于封面很重要, 边框, 外壳, 旋钮, 括号, 和其他可见的铝制部件.
如果买家期望均匀的装饰表面, RFQ 不应该只说:
阳极氧化黑色
应定义阳极氧化前的表面状况:
黑色阳极氧化前喷砂. 化妆品 A 表面必须均匀. 可见面上不可接受工具痕迹.
或者:
机加工表面可接受. 非装饰面上允许有工具痕迹.
没有这个界限, 供应商可能会报价普通的机加工阳极氧化表面处理,而买方则期望化妆品表面处理.
用于表面状况规划, 看到 CNC 表面处理指南.
缺点 7: 机架标记和接触标记
阳极氧化需要电接触. 这意味着该零件必须由架子固定, 夹子, 电线, 或加工过程中的接触点.
机架痕迹并不总是缺陷. 它们通常是阳极氧化过程的必然结果.
真正的问题是当架子标记出现在:
- 可见的面孔
- 密封面
- 装配表面
- 精密定位面
- 装饰性边缘
- 面向客户的表面
为避免纠纷, 图纸或询价应在生产前定义可接受的机架位置.
更好的注释包括:
| 要求 | 更好的询价说明 |
| 可见面上不允许有架子标记 | 仅允许在非装饰表面上接触架子. |
| 密封面必须保持清洁 | 无架子痕迹, 污渍, 或密封面上有凸起缺陷. |
| 可接受的接触面积 | 隐藏安装区域可接受的机架标记. |
| 关键装饰部分 | 供应商在阳极氧化前确认机架位置. |
如果未指定机架位置, 阳极氧化师必须选择实用的接触点. 该接触点可能与买家的外观期望不符.
缺点 8: 密封不良或染料渗色
阳极氧化后, 密封通常用于封闭或稳定多孔氧化物结构. Poor sealing can affect corrosion resistance, staining resistance, and dye stability.
Problems may include:
- dye bleeding
- color fading
- 水痕
- white residue
- poor corrosion performance
- surface staining after handling
- inconsistent appearance after cleaning
Sealing performance can depend on sealing chemistry, 时间, 温度, water quality, 污染, and part geometry.
For colored anodized parts, sealing is especially important because poor sealing can affect long-term color stability.
If corrosion resistance, 户外使用, cleaning resistance, or color stability matters, the RFQ should clearly state the sealing requirement and inspection expectation.
缺点 9: Dimension Changes After Anodizing
Anodizing builds an oxide layer on the aluminum surface. Part of the oxide grows inward and part grows outward from the original surface.
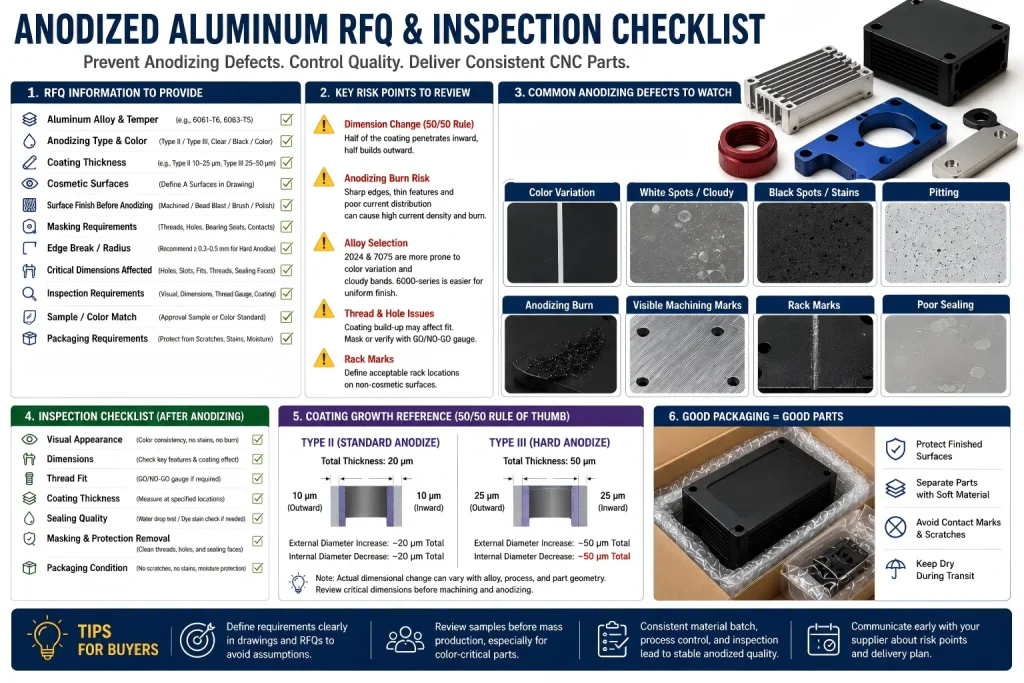
As a practical shop-floor rule of thumb, 阳极氧化涂层的生长通常使用 50/50 建立和渗透模型. 总涂层厚度的大约一半渗透到铝基体金属中, 而另一半则从原始表面向外构建.
例如, 如果 II 型阳极氧化涂层指定为 20 总厚度μm, 向外的累积估计约为 10 每个表面微米. 因此外径可增加约 20 总微米, 而内孔可能会变得大约 20 直径更小μm.
适用于较厚的 III 型硬质阳极氧化, 效果变得更加重要. 一个 50 µm 总涂层可能产生约 25 每个表面的向外堆积微米数. 如果轴承孔, 压配合直径, 密封槽, 线, 或阳极氧化前未补偿滑动特征, 成品零件可能通过机加工检验,但精加工后组装失败.
这就是为什么严格公差铝零件不应将阳极氧化视为仅用于装饰的工艺. 关键尺寸, 涂层厚度, 掩蔽, 和阳极氧化后的检查应在加工前一起审查.
阳极氧化会影响:
- 孔径
- 槽宽
- 螺纹配合
- 轴承配合
- 压配合
- 密封槽
- 配合面
- 紧公差尺寸
对于许多通用零件, 改变可能是可以接受的. 用于精密零件, 必须有计划.
关键功能可能需要:
- 掩蔽
- 阳极氧化后加工
- 公差补偿
- 不同的涂层厚度
- 线程保护
- 阳极氧化后的功能量规检查
买方不应在不考虑表面处理如何影响最终尺寸的情况下应用严格的公差和厚的阳极氧化涂层.
用于公差规划, 看到 CNC加工公差指南.
缺点 10: 阳极氧化后的螺纹和孔问题
螺纹孔, 盲孔, 小孔在阳极氧化后会产生问题.
常见问题包括:
- 紧螺纹
- 螺丝配合不良
- 截留的化学物质
- 孔内清洁不良
- 盲孔内有白色残留物
- 染料或密封残留物
- 去除掩膜后螺纹损坏
- 涂层堆积影响装配
如果螺纹在阳极氧化后必须保持功能, 绘图应定义螺纹是否:
- 阳极氧化
- 蒙面的
- 阳极氧化后追赶
- 阳极氧化后检查
- 整理过程中受到保护
对于重要的螺纹孔, 询价单可能会说:
阳极氧化前遮盖螺纹孔.
或者:
阳极氧化后螺纹孔必须通过 GO/NO-GO 量规.
如果孔只是装饰性的, 要求可能不同. 关键是生产前要说明清楚.
对于特定于线程的设计问题, 看 螺纹孔与螺纹孔的比较.
合金选择如何影响阳极氧化缺陷
并非所有铝合金的阳极氧化方式都相同.
| 铝合金 | 阳极氧化行为 | 实用评论 |
| 6061 | 通常适用于一般阳极氧化 | CNC 零件和彩色阳极氧化的常见选择. |
| 6063 | 通常良好的外观阳极氧化 | 常见于挤压件和可见铝制零件. |
| 6082 | 一般可行 | 可能因批次和完成要求而异. |
| 7075 | 均匀的化妆品颜色可能会更困难 | 常用于增强力量, 但颜色一致性可能需要审查. |
| 2024 | 由于铜含量更高,难度更大 | 应仔细审查腐蚀和外观要求. |
| 铸铝 | 往往更困难 | 孔隙率和硅含量可能会影响外观. |
这就是为什么可加工性和阳极氧化外观不应被视为相同的要求. 高强度铝合金,如 7075 和 2024 可以很好地加工结构件, 但它们的合金元素使外观阳极氧化更难以控制.
7075 含有较高的锌和铜含量, 尽管 2024 含有较高的铜含量. 这些合金元素和局部材料变化在清洁过程中可能会产生不同的反应, 蚀刻, 除污, 阳极氧化, 染色, 和密封. 结果可能是深灰色调, 多云地区, 染料吸收不均匀, 或更明显的批次间颜色变化.
适用于高能见度的外壳, 封面, 边框, 旋钮, 以及必须在视觉上匹配的多部件组件, 6000-系列铝材如 6061 或者 6063 通常是比高强度 2000 系列或 7000 系列合金更安全的起点. 如果 2024 或者 7075 需要力量, 询价应注明化妆品颜色均匀性必须在生产前经过样品审查.
用于更广泛的物料计划, 看到 CNC加工材料指南 在锁定合金之前, 加工路线, 及整理要求.
影响阳极氧化的 CNC 加工选择
CNC 加工会在零件到达精加工线之前影响阳极氧化质量.
关键加工因素包括:
- 工具痕迹
- 刀具方向
- 振动
- 表面粗糙度
- 毛刺
- 锋利的边缘
- 冷却液残留物
- 嵌入式芯片
- 手去毛刺痕迹
- 抛光不一致
- 使用不同的刀具加工不同的面
- 阳极氧化前的零件存储
干净的 CNC 工艺有助于阳极氧化器产生更一致的表面效果.
对于可见表面, 绘图应定义:
- 化妆脸
- 可接受的加工痕迹
- 喷砂或刷光要求
- 边缘断裂
- 毛刺去除
- 精加工前要保护的表面
- 允许放置架子标记的区域
用于表面状况规划, 看到 CNC 表面处理指南.
防止阳极氧化缺陷的询价注意事项
避免阳极氧化争议的最佳方法是在报价前定义完成期望.
| 买家要求 | 更好的询价或图纸说明 |
| 一般黑色阳极氧化 | 黑色阳极氧化, 标准饰面, 正常生产范围内可接受的外观变化. |
| 化妆品黑色阳极氧化 | 黑色阳极氧化, 需要均匀的化妆品A表面, 生产前样品审批. |
| 透明阳极氧化 | 透明阳极氧化, 生产前需确认可见表面光洁度. |
| 硬质阳极氧化 | 硬质阳极氧化, 生产前要审查涂层厚度和功能表面. |
| 关键螺纹配合 | 阳极氧化后遮盖螺纹或确认螺纹规格. |
| 紧公差特征 | 掩盖或补偿关键尺寸上的涂层厚度. |
| 控制机架标记 | 仅允许在非装饰表面上出现架子标记. |
| 需要颜色搭配 | 优先选择相同材料批次和相同精加工批次. |
| 清洁不善存在风险 | 清洁盲孔和口袋; 完成后无可见残留物. |
| 包装要求 | 保护成品表面免受划痕, 污渍, 和运输过程中的水分. |
| 锐边阳极氧化风险 | 当几何形状允许时,在硬质阳极氧化之前定义边缘断裂或半径. |
| 高强度合金外观风险 | 审查 2024 或者 7075 生产前样品颜色均匀度. |
清晰的询价说明可以减少猜测. 它还可以帮助供应商引用正确的流程,而不是假设最简单的完成要求.
阳极氧化前后的检查清单
适用于 CNC 加工铝制零件, 不应仅在阳极氧化后进行检查. 在完成之前必须发现一些缺陷.
阳极氧化前
查看:
- 合金牌号
- 材料批次(如果颜色匹配很重要)
- 可见的加工痕迹
- 毛刺和锐边
- 表面污染
- 划痕和处理痕迹
- 盲孔和困屑区域
- 化妆脸
- 掩蔽要求
- 机架接触区域
- 硬质阳极氧化特征上的边缘断裂
- 受涂层堆积影响的关键尺寸
阳极氧化后
查看:
- 颜色一致性
- 可见的污渍或斑点
- 点蚀
- 烧伤痕迹
- 机架标记位置
- 螺纹配合
- 关键尺寸
- 密封条件(如果需要)
- 处理后有划痕
- packaging condition
用于装饰性铝制零件, 检查应根据需要将成品零件与批准的样品或商定的视觉标准进行比较.
报价前买家提问
阳极氧化应该隐藏划痕吗?
福田街道. 阳极氧化通常不会隐藏划痕, 工具痕迹, 或表面处理不良. 这可能会让他们更加明显. 如果外表很重要, 定义所需的预阳极氧化表面光洁度.
为什么黑色阳极氧化铝件有色差?
颜色差异可能来自合金差异, 物料批次, 表面粗糙度, 氧化物厚度, 染料吸收, 密封, 零件几何形状, 和成品批次差异. 关键装饰部件应在需要时按样品进行分组和批准.
阳极氧化会影响尺寸吗?
是的. 氧化层会影响孔, 插槽, 线程, 适合, 和严格的公差特征. 作为实际估计, 大约一半的涂层厚度可能会从原始表面向外堆积, 因此在加工关键尺寸之前应检查涂层厚度.
阳极氧化件为什么会有齿痕?
阳极氧化需要电接触, 所以可能需要架子标记. 询价应定义可接受的货架标记.
阳极氧化过程中为什么锋利的边缘会烧伤?
锋利的边缘可以在阳极氧化过程中集中电流. 这对于硬质阳极氧化或厚涂层要求尤其重要. 当设计允许时,小的边缘断裂或半径有助于减少烧伤和边缘碎裂的风险.
阳极氧化前是否应屏蔽螺纹?
这取决于螺纹尺寸, 涂层厚度, 装配要求, 及检验方法. 功能线程可能需要屏蔽, 阳极氧化后检查, 或 GO/NO-GO 量规检查.
是 7075 适合阳极氧化?
7075 可阳极氧化, 但均匀的外观颜色可能比合金更困难,例如 6061 或者 6063. 如果外表很重要, 生产前审查样品和整理要求.
是 6061 比 7075 用于化妆品阳极氧化?
通常是为了外观一致性. 7075 可能对力量更好, 但 6061 通常更容易控制一般彩色阳极氧化和外观一致性.
如何快速高效地审核铝阳极氧化询价
Rapid Efficient 支持阳极氧化铝制零件的定制 CNC 加工项目, 喷砂, 刷牙, 抛光, 掩蔽, 及检验要求. 报价前, 我们可以审查合金选择, 加工策略, 表面饰面, 化妆脸, 遮蔽区域, 架子标记位置, 线程保护, 耐受风险, 检验要求, 包装, 和交货时间表.
用于阳极氧化铝 CNC 零件, 我们建议发送:
- 2D图
- 3D CAD文件
- 铝合金牌号
- 阳极氧化类型和颜色
- 化妆品表面要求
- 涂层厚度要求(如果适用)
- 掩蔽要求
- 螺纹和孔保护注意事项
- 硬质阳极氧化的边缘断裂或半径要求
- 公差和检验要求
- 样品或配色要求
- 年度或批次数量
如果您的图纸仅显示“黑色阳极氧化”或“透明阳极氧化”,” 在生产前发送文件,以便可以清楚地审查完成要求.
材料证书, 三坐标测量机报告, 并可根据项目要求提供检验报告. 适用于合适的快速交付项目, 图纸审查和生产确认后,交货时间可能最快 3-7 个工作日.
如果您不确定您的铝制 CNC 零件是否应该使用透明阳极氧化, 黑色阳极氧化, 硬质阳极氧化, 掩蔽, 喷砂, 或阳极氧化后检查, 在生产前将您的图纸发送至 Rapid Efficient 进行阳极氧化和询价审核.





