
不锈钢不是一种机械加工材料.
一个 304 不锈钢外壳, 一个 316 医疗配件, 而17-4PH高强度轴都可以称为“不锈钢数控加工件”,”但它们在生产中的行为方式并不相同.
错误的工艺假设会导致刀具磨损, 加工硬化, 螺纹质量差, 毛刺, 尺寸漂移, 表面污染, 钝化问题, 或检验纠纷.
这就是为什么不锈钢数控加工应该从一个问题开始:
哪种不锈钢牌号控制该部件的功能?
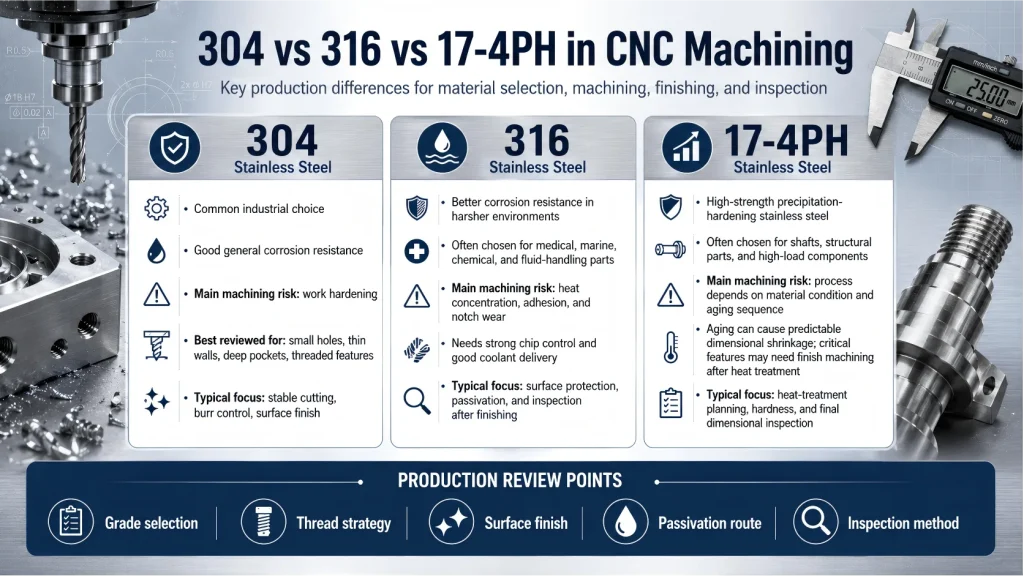
304 通常出于一般耐腐蚀性和可用性的考虑而选择.
316 当氯化物暴露时经常选择, 医疗的, 海军陆战队, 化学, 或更苛刻的腐蚀条件很重要.
17-4当需要更高的强度和热处理性能时通常选择PH.
每种材料均可进行 CNC 加工, 但每一种都会围绕削减策略带来不同的风险, 热, 刀具磨损, 毛刺控制, 表面饰面, 钝化, 公差检验, 和交付计划.
Rapid Efficient 支持原型的定制不锈钢 CNC 加工项目, 小批量零件, 及生产要求. 报价前, 我们一起审查图纸和不锈钢牌号, 公差注释, 孔和螺纹要求, 表面饰面, 钝化需求, 检查方法, 包装需求, 和交货时间表.
从不锈钢等级开始, 不是机器
许多询价单只是简单地说“不锈钢零件”。
这还不够.
机械加工供应商仍然需要知道零件是否合格 304, 316, 17-4PH值, 303, 420, 440C, 双相不锈钢, 或其他年级.
等级影响:
- 工装
- 切割速度
- 加工硬化风险
- 毛刺形成
- 螺纹质量
- 表面光洁度
- 钝化路线
- 热处理
- 检查方法
- 材料证明要求
- 成本和交货时间
用于更广泛的不锈钢材料规划, 铝, 铜, 黄铜, 塑料, 和其他数控材料, 回顾我们的 CNC加工材料指南.
不锈钢数控加工决策图
| 零件要求 | 304 不锈钢 | 316 不锈钢 | 17-4PH不锈钢 | 生产风险审查 |
|---|---|---|---|---|
| 耐一般腐蚀 | 许多工业零件的共同选择. | 当氯化物或更严重的腐蚀暴露很重要时更好. | 取决于材料条件和应用. | 等级选择, 钝化, 暴露环境. |
| 医疗或卫生部件 | 当应用程序允许时可以. | 通常更适合更苛刻的腐蚀需求. | 用于选定的高强度应用. | 表面光洁度, 打扫, 钝化, 文档. |
| 高强度 | 一般不锈钢零件的中等强度. | 主要不是为了强度而选择的. | 沉淀硬化后强度更高. | 热处理状态, 硬度, 刀具磨损. |
| 螺纹特征 | 加工硬化会影响攻丝. | 更强硬的切削行为可能会增加螺纹风险. | 加工行为取决于条件和硬度. | 先导孔, 丝锥/螺纹铣刀路线, 量规检查. |
| 严格的公差 | 通过稳定的工艺规划可以实现. | 热, 刀具磨损, 必须控制毛刺. | 需要在老化或热处理前后进行审查. | 三坐标检测, 日期控制, 顺序规划. |
| 美容效果 | 良好的受控加工和精加工. | 好的, 但应计划处理和钝化. | 完成取决于条件, 硬度, 及工艺路线. | 划痕, 工具痕迹, 污染, 钝化. |
| 薄壁零件 | 加工硬化和变形风险. | 相似或更高的切割难度 304. | 力量有帮助, 但加工应力仍然很重要. | 夹具支撑, 工具压力, 精加工通过. |
| 后处理 | 钝化, 抛光, 喷砂, 或涂层. | 钝化, 抛光, 或需要时电解抛光. | 必须定义热处理和钝化路线. | 顺序, 尺寸变化, 表面污染. |
此决策图不能替代绘图. 它有助于将材料选择与功能联系起来, 加工路线, 和检查计划.
304 不锈钢: 常见的, 有用, 但很容易被低估
304 不锈钢是数控加工部件最常用的不锈钢等级之一.
它经常被选择用于:
- 一般工业零件
- 外壳
- 括号
- 安装组件
- 食品相关设备零件
- 自动化组件
- 医疗相关非植入组件
- 通讯设备零件
- 定制精密硬件
304 被广泛使用,因为它提供了良好的耐腐蚀性平衡, 成形性, 可用性, 和成本.
但机加工 304 不锈钢与加工铝或易切削黄铜不同.
主要风险是加工硬化.
如果工具摩擦而不是干净地切割, 材料表面会变得更硬. 一旦发生这种情况, 下一个切削路径可能面临更高的切削力, 刀具磨损更快, 更严重的毛刺, 和较差的表面光洁度.
这种风险在周围变得更加严重:
- 小孔
- 薄壁
- 财力雄厚
- 螺纹孔
- 精加工路径
- 断续切割
- 工具更换
- 程序化暂停
- 排屑不良
一个稳定的 304 机械加工过程中应保持切削动作, 避免停留, 控制热量, 并防止摩擦.
对于涉及重材料去除的零件, 精加工磨擦, 工具更改, 或程序化的暂停, 回顾我们的目标细分 加工 304 不锈钢 了解加工硬化如何开始以及如何保护切削区域.
316 不锈钢: 腐蚀优势与加工损失
316 当耐腐蚀性比最低加工成本更重要时,通常会选择不锈钢.
它含有钼, 提高许多含氯化物或恶劣环境中的耐腐蚀性.
316 通常被认为是:
- 医疗器械组件
- 船舶相关零件
- 化工设备配件
- 食品饮料设备
- 实验室组件
- 流体处理部件
- 腐蚀敏感配件
- 暴露于湿气或化学品的定制工业零件
然而, 316 加工要求可能比许多买家预期的更高.
这可能很艰难, 延展性的, 如果切削条件较差,容易出现加工硬化.
与易加工金属相比, 316 可能需要更仔细的控制:
- 刀具锋利度
- 工具压力
- 切削热
- 排屑
- 冷却液策略
- 毛刺去除
- 表面划痕
- 螺纹质量
- 钝化准备
- 完工后检查
原因之一 316 困难是切割时散热差.
316 不锈钢的导热率比铝低得多, 铜, 或易切削黄铜. 加工时, 热量会集中在切削刃和加工硬化表面附近,而不易离开切削区域.
这可以加速:
- 刀刃软化
- 内置边缘
- 附着力
- 切深线附近的缺口磨损
- 切屑控制不良
- 撕裂表面光洁度
- 毛刺形成
- 螺纹质量问题
为了 316 部分, 盲目重复使用相同的切割假设是有风险的 304.
应审查工艺计划:
- 锋利且合适的不锈钢工具
- 稳定的切屑负载
- 减少摩擦
- 受控工具啮合
- 冷却液输送至切削区域
- 断屑和排屑
- 刀具磨损监测
- 精加工余量
- 表面光洁度检查
当几何形状和设备支持它时, 精密冷却液或高压冷却液可能有助于改善切屑控制和刀具寿命. 但仅靠冷却液并不能解决糟糕的切削策略.
加工路线仍然需要正确的刀具几何形状, 切削参数, 设置刚性, 和检查计划.
为了 316 部分, 加工方案不应只问形状是否可以切削.
应询问该零件是否可以切割, 去毛刺, 清洁过的, 钝化的, 检查, 并在不损坏重要表面的情况下进行包装.
17-4PH不锈钢: 实力改变工艺计划
17-4PH不锈钢是一种沉淀硬化不锈钢.
当零件需要较高强度时常选用, 良好的耐腐蚀性, 和受控的机械性能.
典型应用可能包括:
- 轴
- 针脚
- 结构精密零件
- 适用规格允许的航空航天相关硬件
- 自动化组件
- 高负载机械零件
- 精密治具
- 泵和阀门组件
- 定制工业组件
关键是条件问题.
17-4PH 加工行为在很大程度上取决于材料是否在固溶处理中供应和加工, 老年的, 或硬化状态.
与传统的淬火硬化路线不同,传统的淬火硬化路线可能会产生更多不可预测的变形, 17-4通常通过固溶处理和老化来控制PH值.
用于精密 CNC 加工零件, 这很重要,因为老化会产生微小但可测量的尺寸收缩. 17-4PH 的典型参考数据显示大约 0.05% H900的收缩率 大约 0.10% H1150 的收缩率.
这并不意味着每个部分都会以相同的方式移动.
零件尺寸, 几何学, 库存状况, 加工应力, 热处理路线, 夹具支撑, 和容忍范围仍然很重要. 但收缩是可以预测的,应该在工艺规划期间考虑,而不是在最终检查后发现.
适用于带紧轴承座的 17-4PH 零件, 密封槽, 精密轴, 或与数据相关的特征, 加工计划应明确:
- 供货材料是否符合条件A, H900, H1025, H1150, 或其他必要条件
- 时效前是否进行粗加工
- 时效后是否进行最终加工
- 热处理后哪些尺寸至关重要
- 是否应留下精加工余料用于时效后加工
- 是否需要硬度检验
- 精加工后是否需要CMM检测
实际路线可能包括在较软或固溶处理条件下进行粗加工, 控制老化, 以及热处理后关键特征的最终精加工.
重要的一点不仅仅是“17-4PH可能会移动”。
重要的是报价前必须确定热处理条件和最终检验尺寸.
这影响:
- 切削力
- 刀具磨损
- 毛刺形成
- 表面光洁度
- 尺寸稳定性
- 热处理顺序
- 最终硬度
- 检查计划
适合 17-4PH, RFQ 应澄清:
- 所需物质条件
- 机加工是在时效之前还是之后进行
- 所需硬度或机械性能范围
- 热处理后的关键尺寸
- 表面光洁度要求
- 钝化或精加工要求
- 检查报告要求
如果粗加工后进行热处理, 必须审查尺寸变化.
如果最终加工发生在硬化之后, 工装, 周期, 检查策略可能会改变.
17-4PH可以成为优良的工程材料, 但它不应该像普通的行为一样被引用 304.
模具策略必须防止摩擦
不锈钢加工奖励稳定切削并惩罚摩擦.
轻轻掠过表面而没有干净地切割的工具可能会产生加工硬化.
一旦加工硬化开始, 下一个工具或下一个路径可能会遇到比预期更硬的表面.
这可能会导致:
- 刀具磨损更快
- 喋喋不休
- 毛刺
- 螺纹质量差
- 撕裂表面光洁度
- 钻头断了
- 水龙头故障
- 过大或不一致的特征
- 检查后返工
不锈钢 CNC 工艺应审查:
- 刀具刃口锋利度
- 刀具涂层选择
- 刀具悬伸
- 设置刚性
- 刀具啮合
- 切屑负载
- 冷却剂输送
- 切削热
- 进入和退出策略
- 精加工余量
目标不仅仅是切割形状.
目标是保持每次切削路径足够稳定,以便零件在最终检查之前保持可加工状态.
洞, 线程数, 和毛刺是高风险特征
许多不锈钢数控零件的失败并不是因为外形, 但由于小功能.
洞, 线程, 插槽, 交叉钻孔特征通常会带来最高的风险.
小孔
不锈钢上的小孔需要谨慎的钻孔策略.
当漏洞出现时,风险就会增加:
- 深的
- 瞎的
- 靠近墙壁
- 用于压接销
- 后来被挖掘
- 位于弯曲或有角度的表面上
- 需要保持严格的位置公差
排屑和钻头磨损比看上去更重要.
摩擦或堆积切屑的小钻头会产生热量, 加工硬化, 尺寸变化, 且孔质量差.
螺纹孔
对不锈钢进行螺纹加工比对铝或黄铜螺纹加工需要更多的控制.
线程风险取决于:
- 先导孔尺寸
- 丝锥或螺纹铣刀的选择
- 螺纹深度
- 盲孔间隙
- 润滑
- 排屑
- 材质等级
- 刀具磨损
- 螺纹规格要求
- 成品后检查
对于昂贵的不锈钢零件, 与攻丝相比,螺纹铣削有时可以降低丝锥断裂报废的风险, 特别是在困难的功能或高价值的组件上.
详细的工艺比较, 查看我们的指南 螺纹铣削与攻丝对比.
毛刺和边缘质量
不锈钢毛刺比铝毛刺更难去除.
激进的去毛刺也会带来新的问题:
- 圆形功能边缘
- 表面有划痕
- 螺纹损坏
- 倒角不均匀
- 更改了孔边缘
- 钝化前受污染的表面
图纸应标明哪些边缘需要受控去毛刺以及哪些边缘影响密封, 集会, 安全, 或外观.
适用于薄壁, 小孔, 财力雄厚, 倒角, 线程入口, 和去毛刺通道, 在切割开始之前应审查可制造性. 用于图纸级特征设计和 DFM 规划, 看看我们的 CNC加工设计指南.
表面光洁度不仅仅是美观
用于不锈钢零件, 表面光洁度影响外观, 腐蚀行为, 打扫, 摩擦, 密封, 和检查.
部分可能需要:
- 加工完成
- 抛光
- 刷牙
- 珠光喷砂
- 电解抛光
- 钝化
- 涂层
- 激光打标
- 受控清洁
- 保护性包装
表面光洁度要求不应只定义“漂亮的外观”。
应该澄清一下:
- 适用时所需的 Ra 值
- 可见表面
- 功能表面
- 密封面
- 接触区域
- 螺纹特征
- 不应该圆角的区域
- 需要遮盖的区域
- 完工后检验要求
了解更多后处理选项和风险, 回顾我们的 CNC 表面处理指南.
钝化需要清洁加工和清洁处理
钝化通常用于通过去除游离铁并形成保护性钝化层来提高不锈钢零件的耐腐蚀性.
但钝化并不能解决所有加工问题.
它不能去除较深的划痕.
它不能纠正毛刺控制不佳的问题.
它不修复损坏的螺纹.
它不能取代正确的材料选择.
如果工艺路线已经引入了可避免的异物或清洁不良,也无法完全解决污染问题.
钝化前, 审查:
- 不锈钢牌号
- 表面状况
- 毛刺去除
- 清洗方法
- 外来铁污染风险
- 共用磨具
- 螺纹特征
- 遮蔽要求
- 钝化后检查
- 完成后包装
了解更多详情, 回顾我们的文章: 什么是不锈钢钝化以及数控零件什么时候需要它?.
公差需要工艺计划, 不仅仅是一个数字
不锈钢图纸可能需要严格的公差, 但加工计划决定了这些公差是否现实.
当零件包含以下内容时,公差风险会增加:
- 薄壁
- 财力雄厚
- 长轴
- 小孔
- 螺纹孔
- 平坦的密封面
- 多个基准参考
- 机加工后热处理
- 机加工后的后处理
- 材料去除量大
不锈钢可以保持精确的尺寸, 但减少热量, 刀具磨损, 压力释放, 必须控制整理顺序.
对于关键尺寸, 审查:
- 哪些功能是实用的
- 哪些尺寸对检查至关重要
- 公差是否适用于精加工之前或之后
- 是否需要CMM检验
- 是否需要螺纹量规或销规
- 是否平整, 垂直度, 或指定位置公差
- 钝化后是否必须检查零件, 抛光, 或热处理
用于图纸公差规划, 测量不确定度, 和检验限度, 回顾我们的 CNC加工公差指南.
检查应与等级和功能相匹配
不锈钢数控零件的检验应与零件的功能相匹配.
简单支架和腐蚀敏感医疗配件不应使用相同的检验计划.
可能的检查项目包括:
- 材料证明审核
- 尺寸检验
- 三坐标检测
- 表面光洁度检查
- 螺纹量规检查
- 针规检查
- 目视检查
- 毛刺检查
- 硬度检查选定的 17-4PH 要求
- 需要时提供钝化文件
- 包装检验
不锈钢零件可能会通过尺寸检查,但如果表面有划痕,仍然会失败, 污染, 去毛刺不当, 或没有正确准备钝化.
对于 CMM 报告, 检查文件, 材料证明, 和发货质量审查, 看看我们的 质量保证流程.
不锈钢数控加工零件询价清单
在请求报价之前, 准备:
- 2D图
- 3D CAD文件
- 不锈钢牌号
- 所需物质条件
- 数量
- 关键尺寸
- 紧公差特征
- 孔尺寸和深度
- 螺纹规格
- 表面光洁度要求
- 钝化要求
- 热处理要求
- 适用时的硬度要求
- 毛刺控制注意事项
- 化妆品表面注释
- 功能表面注释
- 检查报告要求
- 材料证书要求
- 包装要求
- 目标交货时间表
如果成绩不是最终成绩, 解释该部分的功能.
有用的询价说明包括:
- “这部分将暴露在氯化物环境中。”
- “这个零件在加工后需要钝化。”
- “该螺纹必须通过量规检查。”
- “组装后这个表面是可见的。”
- “这个面是用来密封的。”
- “最终尺寸适用于热处理后。”
- “需要材料证明。”
- “关键尺寸需要 CMM 报告。”
这些注释可帮助供应商在生产开始前选择更安全的加工路线.
不锈钢数控加工买家常问的问题
不锈钢比铝更难加工吗?
是的, 在大多数 CNC 加工情况下.
不锈钢通常会产生更高的切削力, 更多热量, 更多刀具磨损, 和比铝更大的加工硬化风险.
具体难度取决于等级, 零件几何形状, 公差要求, 工装, 和表面饰面.
哪种不锈钢最容易数控加工?
易加工不锈钢牌号通常比常见的奥氏体牌号更容易,例如 304 或者 316.
然而, 最容易加工的牌号并不总是适合耐腐蚀性的牌号, 力量, 遵守, 或客户规格.
材料选择应遵循零件的功能.
是 316 不锈钢比不锈钢更难加工 304?
316 往往比 304 因为它可能会更艰难, 切割时容错率较低, 以及更注重腐蚀的.
两个都 304 和 316 如果工具摩擦而不是干净地切割,则可能会硬化.
用于数控加工, 应结合零件几何形状来审查差异, 孔深, 螺纹要求, 表面饰面, 及检验方法.
不锈钢零件CNC加工后可以钝化吗?
是的.
许多不锈钢数控加工件可以在加工后进行钝化, 但表面应适当清洁并且没有可避免的污染.
钝化应与去毛刺一起计划, 打扫, 表面饰面, 及检验要求.
不锈钢CNC零件需要CMM检测吗?
并非每个不锈钢零件都需要 CMM 检测.
当零件具有严格的公差时,CMM 检测更有用, 数据相关特征, 位置公差, 复杂的几何形状, 或关键装配关系.
其他功能可能需要螺纹量规, 针规, 表面检查, 或目视检查.
上传您的不锈钢零件图纸以供审核
发送您的 2D 绘图, 3D CAD文件, 不锈钢等级, 数量, 公差注释, 螺纹要求, 表面饰面, 钝化需求, 检验要求, 及交付目标.
我们的团队将审查重大行为, 加工策略, 毛刺控制风险, 整理顺序, 检查方法, 包装需求, 以及报价前的交货时间表.
号召性用语按钮: U加载您的绘图
关于快速高效
Rapid Efficient 支持原型的定制 CNC 加工项目, 小批量零件, 及生产要求.
和 18 多年高精度CNC加工经验, 我们的团队审查物质行为, 加工策略, 耐受风险, 后处理要求, 检查方法, 包装条件, 和报价前的交货时间表.
我们的可用功能包括 4 轴, 5-轴, 和多轴数控加工, 连同CMM等检测设备, 投影仪, 和光谱仪.
根据实际零件和项目要求, 加工精度低至 0.01 毫米 和检查精度低至 0.001 毫米 可用.
快速高效已获得 ISO 9001 和 ISO 14001 认证.
我们支持跨医疗设备的项目, 通讯设备, 光学元件, 无人机, 智能机器人, 汽车应用, 办公自动化, 和其他定制制造要求.





