
Blog List

Aluminum Burr Control Guide | Clean CNC Edges
Conclusion First Burrs on aluminum parts are usually caused by dull tools, poor chip evacuation, wrong feeds and speeds, or…
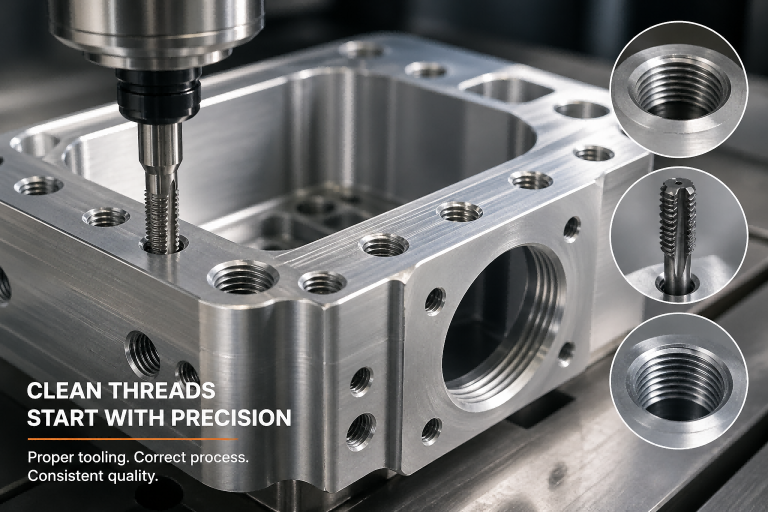
Aluminum Thread Machining Guide | Clean Threads
Conclusion First Machining aluminum threads requires correct hole sizing, sharp tooling, lubrication, and stable chip evacuation. For high-volume production, form…
Surface Finish Guide for CNC Machined Aluminum | Achieve Ra 0.8
Conclusion First The surface finish of CNC machined aluminum depends on tooling, spindle speed, feed rate, rigidity, and chip control.…

Tool Wear in Aluminum Machining | CNC Guide
Conclusion First Aluminum is softer than steel, but it can still wear tools quickly when machining conditions are poor. Common…

Best End Mill for Aluminum | CNC Tool Guide
Conclusion First For most CNC aluminum machining, the best end mill is: For high-speed production, 3 flute tools are often…

CNC Brass Electrical Connectors Case Study: Tight Threads, Clean Finish & Stable Conductivity
Conclusion First A customer in the industrial electronics sector needed precision brass electrical connectors with: RapidEfficient developed a CNC turning…
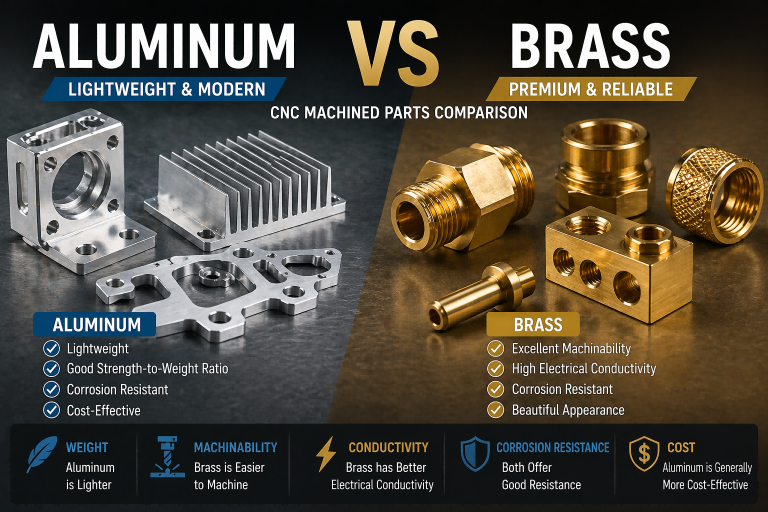
Aluminum vs Brass: Which Is Better for CNC Machined Parts?
Quick Answer: Should You Choose Aluminum or Brass? Choose aluminum—often 6061-T6 or 6061-T651—for weight-sensitive housings, brackets, heat sinks, fixtures, and…
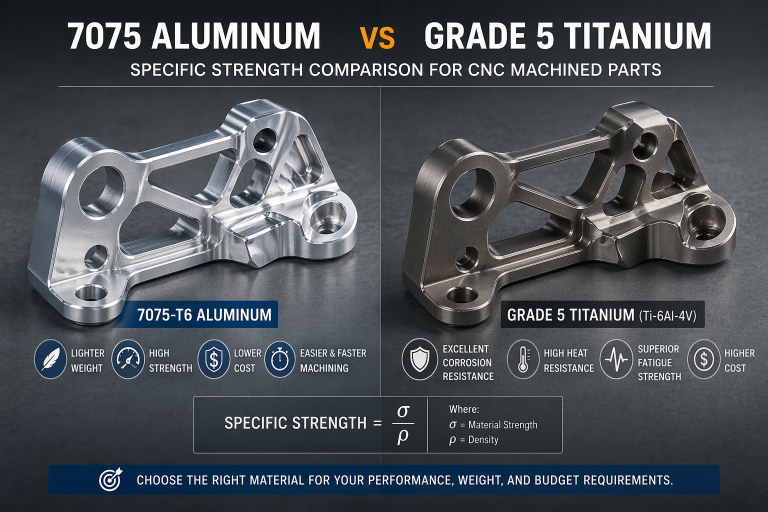
7075 vs Titanium: Which Is Better for CNC Machined Parts?
Conclusion First For many CNC machined parts, 7075 aluminum offers the best balance of strength, weight, machinability, and total manufacturing…

High-Speed CNC Aluminum Cutting Guide: How to Cut Faster Without Burrs or Tool Wear
Conclusion First High-speed CNC aluminum cutting can dramatically reduce cycle time and lower production cost—but only when the process is…