结论第一 (快速解答)
👉 没有通用的“最佳”材料——正确的选择取决于您的应用.
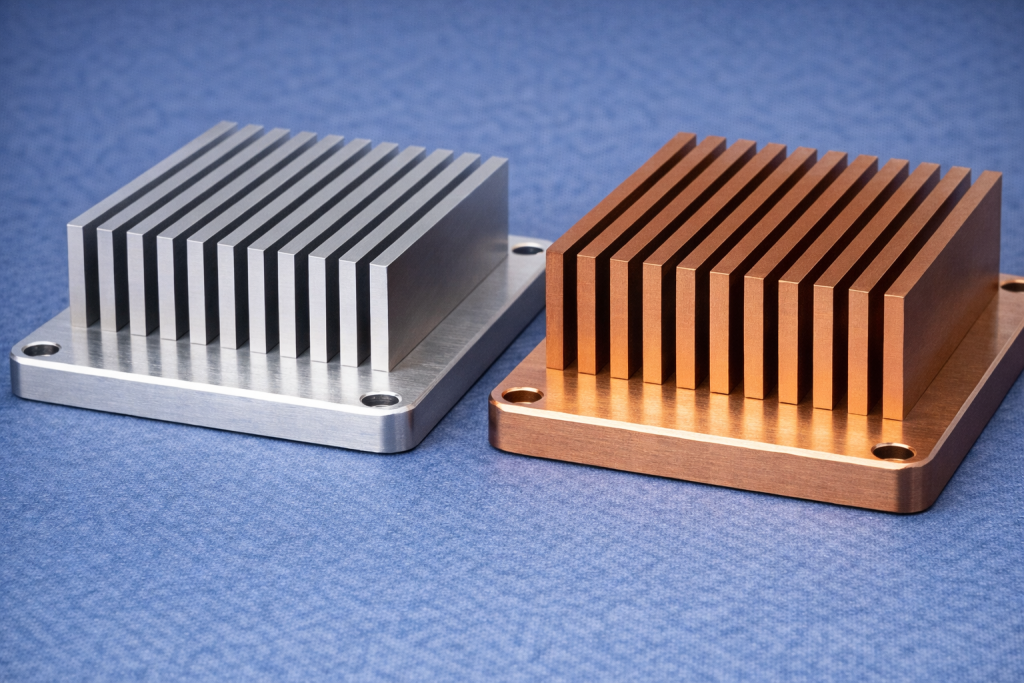
- 铝 → 成本最佳, 重量, 和可制造性
- 铜 → 最适合最大导热率
👉 在真实的 CNC 加工项目中, 铝用于超过 90% 由于其性能和成本的平衡,散热器应用.
为了获得基本的理解, 看看我们的
👉 CNC加工中什么是散热器
https://rapidefficient.com/what-is-heat-sink-cnc-machining/
📊 工程比较矩阵
| 特征 | 6061 铝 | C11000 铜 | 影响 |
|---|---|---|---|
| 导热系数 | 167 瓦/米·K | 391 瓦/米·K | 铜更适合热通量 |
| 密度 | 2.7 克/立方厘米 | 8.9 克/立方厘米 | 铝约轻 70% |
| 机械加工性 | 出色的 | 具有挑战性的 | 使用铝降低成本 |
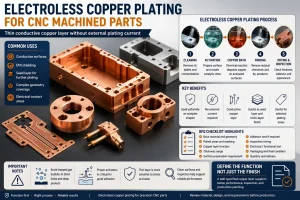
| 表面处理 | 阳极氧化 | 需要电镀 | 铝更灵活 |
| 总体成本 | $ | $$$$ | 铜含量高 2–4 倍 |
热性能比较
导热系数
- 铝 (6061): ~167 W/m·K
- 铜 (C11000): ~391 W/m·K
👉 铜几乎导热 2× 更快 比铝.
👉 工程洞察力:
单独较高的电导率并不能保证更好的系统冷却——气流, 表面积, 接触质量也很重要.
重量比较
- 铝密度: ~2.7 克/立方厘米
- 铜密度: ~8.9 克/立方厘米
👉 铜超过 3× 较重
工程秘密: 比热导率
而铜具有更高的绝对电导率, 铝提供更高的 比导热率 (单位重量电导率).
👉 适用于重量敏感的应用:
- 无人机系统
- 机器人技术
- 航空航天零部件
👉 铝可以散发更多热量 每克, 使其成为同时需要热效率和轻量化设计时的首选.
CNC 加工注意事项
铝 (首选)
- 优异的机械加工性
- 降低刀具磨损
- 更快的切割速度
👉 非常适合复杂的翅片结构和大批量生产.
铜 (具有挑战性的)
- 粘性材料行为
- 加工速度较慢
- 刀具磨损更高
👉 真正的加工挑战:
铜容易发生 积屑瘤 (弓) 切割过程中.
这导致:
- 表面光洁度差
- 刀具附着力
- 刀具磨损增加
👉 控制这个, 加工铜需要:
- 先进切削液
- 专用工具涂层
- 精确的切割参数
👉 这是铜加工成本明显更高的一个关键原因.
成本比较 (隐藏的现实)
👉材料成本:
- 铜: 比铝高约 2–3 倍
👉 机械加工成本:
- 刀具磨损增加约 25–40%
- 较慢的切削速度会增加循环时间
👉 最终效果:
❗铜散热器可能会花费 2–4× 更多 比铝当量
后处理现实
铝
- 支持阳极氧化 (颜色 + 硬质阳极氧化)
- 优异的耐腐蚀性
- 更好的视觉效果
铜
- 不能阳极氧化
- 需要镀镍或钝化
- 容易氧化、变色
👉 工程洞察力:
对于性能和外观都要求的产品, 铝提供了显着更大的灵活性.
何时选择铝
👉 最适合:
- 通用电子产品
- 工业设备
- 汽车系统
👉 也非常适合:
- 复杂的 CNC 散热器几何形状
- 成本敏感型项目
👉 例子:
👉 平整度控制在热性能中起着至关重要的作用.
看看我们如何在上面的实际项目中实现 ≤0.02 mm.
何时选择铜
👉 最适合:
- 高功率CPU
- 半导体设备
- 极端高温环境
👉 使用铜时:
- 散热性能是重中之重
- 成本和重量是次要的
真正的工程权衡
在铝和铜之间进行选择并不是“哪个更好”——
这是关于平衡热性能, 重量, 可制造性, 和成本.
👉 先进的设计:
- 铝制手柄可大量散热
- 当地使用铜 (底座或插入物)
👉 混合散热器结构广泛应用于高性能系统.
工程师的见解
最好的散热器设计不仅仅由材料决定 -
它是由材料选择方式决定的, 几何学, 与加工精度共同发挥作用.
开始您的散热器项目
如果您选择散热器材料:
- 定义热要求
- 评估重量限制
- 考虑加工可行性
👉我们的工程团队可以根据实际生产情况帮助您选择最佳的解决方案.
常问问题
铜总是比铝好吗?
福田街道. 铜具有较高的导热性, 但铝在大多数应用中更实用.
为什么铝的使用较多?
因为它提供了最佳的成本平衡, 重量, 和可加工性.
铝和铜可以复合吗?
是的. 混合设计通常用于高性能热系统.