结论第一
高精度仪器客户需要具有严格规格的定制光学安装座:
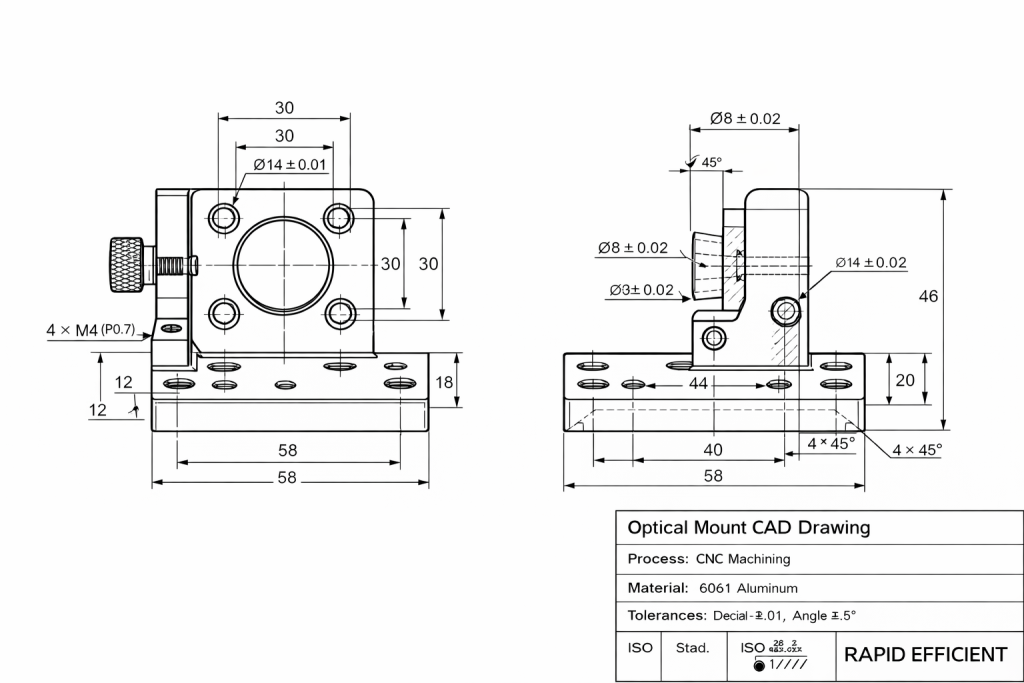
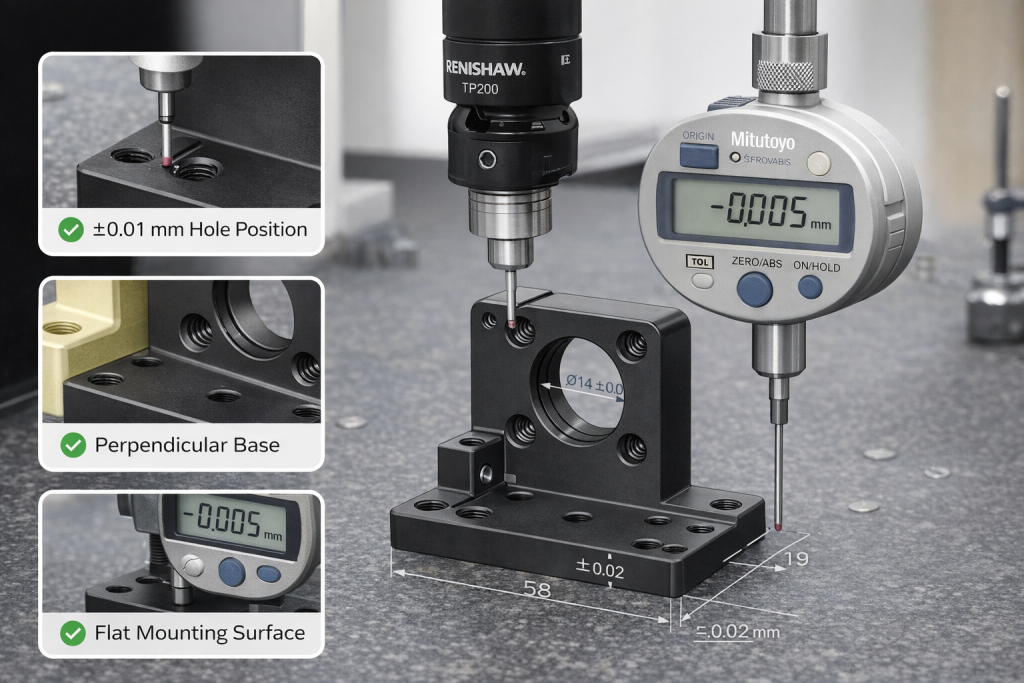
- 孔位公差范围内 ±0.01毫米
- 表面平整度≤ 0.02 毫米
- 稳定的光轴对准
- 哑光黑色阳极氧化装饰
- 可重复装配性能
👉 我们交付了整批 100% 尺寸合格率, 消除最终装配期间的对准漂移.

客户挑战: 机械漂移的成本
之前的供应商造成了重复出现的问题:
- 孔型偏差导致长距离削波
- 不平坦的基面引入倾斜
- 阳极氧化后关键配合发生变化
- 手动校准时间显着增加
👉 在精密光学领域:
机械误差变成光学误差.
一个 0.01 安装座处的毫米偏移可能会在最终光路中造成严重的未对准.
为什么光学安装座的精度很重要
光学硬件必须维护:
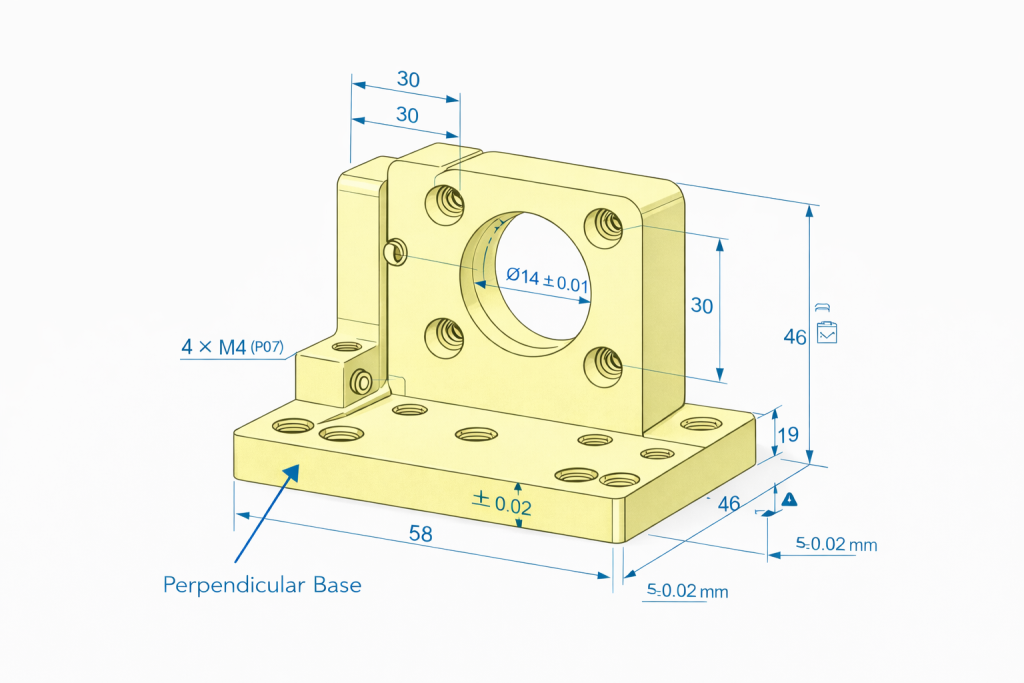
- 底座与光轴的垂直度
- 平坦的接触面
- 可重复孔定位
- 完成后性能稳定
如果其中任何一个失败:
- 光束路径移动
- 对焦精度下降
- 校准时间增加
- 最终产品可靠性下降
我们的工程解决方案: 设计精准
1. 单次装夹加工 (数据完整性)
关键表面和孔图案在一套装置中加工,以消除基准偏移.
通过一起完成所有关键功能, 我们确保光轴保持垂直于安装底座——这对于远程激光对准和可重复组装至关重要.
2. 表面细腻 & 振动控制
使用低振动精加工路径和优化的刀具路径, 我们实现了超出标准商业质量的接触表面.
这为传感器提供了稳定的机械基础, 镜片, 和光学组件.
3. 控制阳极氧化 & 厚度补偿
黑色阳极氧化增加了可测量的厚度,可能会影响微米级的配合.
精加工后保持±0.01毫米的公差, 我们在 CNC 准备过程中应用了阳极氧化厚度补偿.
需要时遮盖关键配合区域, 无需精加工后铰孔或返工.
📊 主要生产结果: 从宽容到性能
| 特征 | 要求 | 结果 | 为什么它很重要 |
|---|---|---|---|
| 孔位 | ±0.01毫米 | 通过 | 防止光束剪切 |
| 平整度 | ≤0.02毫米 | 通过 | 消除倾斜 & 漂移 |
| 表面处理 | Ra 0.8–1.6 微米 | 通过 | 稳定的安装接触 |
| 化妆品表面处理 | 哑光黑 | 通过 | 减少杂散反射 |
工程师注意事项
光学元件用, 尺寸重复性比外观更重要.
然而, 优质光学产品通常需要两者.
这就是为什么夹具稳定性, 基准策略, 精加工控制与主轴精度同样重要.
材料 & 高稳定性选项
适用于大多数定制光学安装座, 6061-T6铝 提供了最佳的平衡:
- 减轻重量
- 机械加工性
- 优异的阳极氧化质量
对于高级应用, 我们也加工:
- 7075-T6铝 → 承载支架的刚性更高
- 不锈钢→恶劣环境下的最大稳定性
- 黄铜 → 特殊对准组件
👉 另请参阅:
最适合 CNC 加工的铝材
相关精密应用
我们的高精度 CNC 加工也用于:
需要定制光学硬件?
无论您是在建设:
- 实验室原型
- 激光系统
- 半导体检查装置
- 生产光学仪器
👉 上传您的 CAD 图纸以进行 DFM 对齐公差审核, 加工可行性, 和完成风险.
常问问题
光学安装座的典型公差是多少?
许多精密安装座需要 ±0.01 mm 至 ±0.02 mm,具体取决于光学灵敏度.
哪种材料最适合光学安装座?
6061-T6铝由于重量较常见, 机械加工性, 和阳极氧化质量.
黑色阳极氧化会影响耐受性吗?
是的. 必须补偿或掩盖精密配合区域的表面涂层厚度.