
结论第一
薄壁电机外壳是最难连续加工的铝制 CNC 部件之一.
挑战不仅仅是加工外部尺寸. 真正的困难在于维护:
- 轴承孔同心度
- 松开后墙体稳定性
- 生产中可重复的几何形状
- 无振动旋转对准
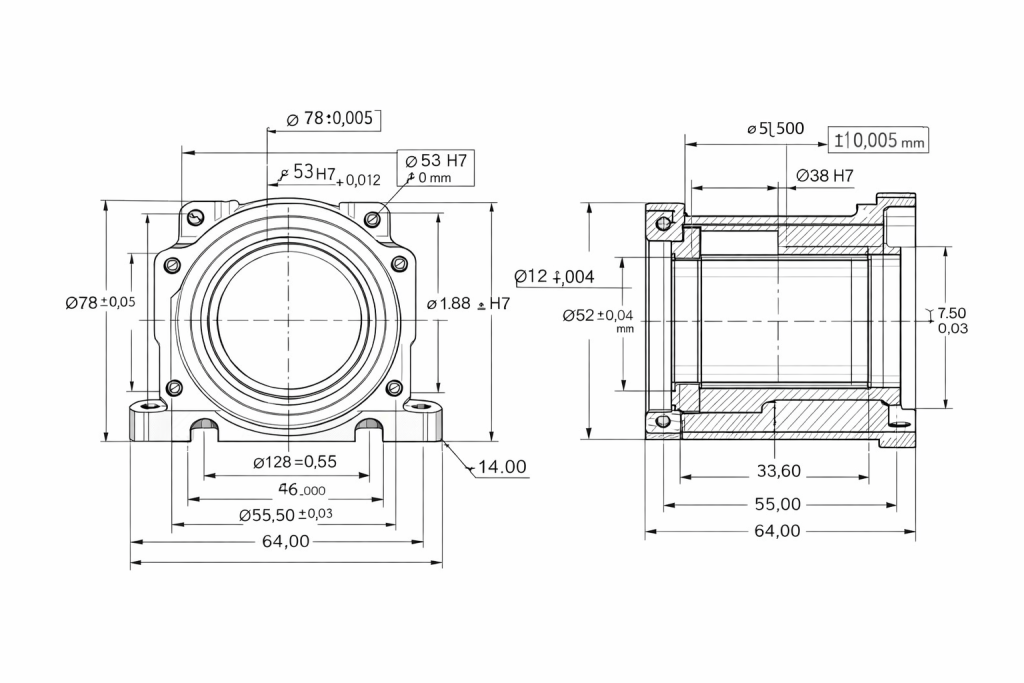
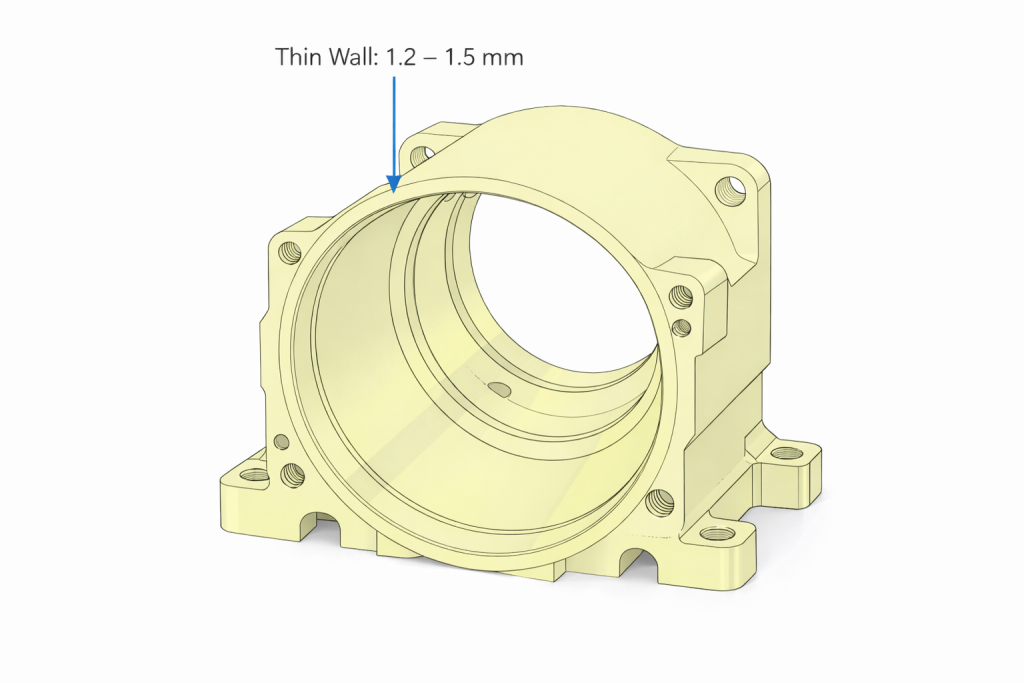
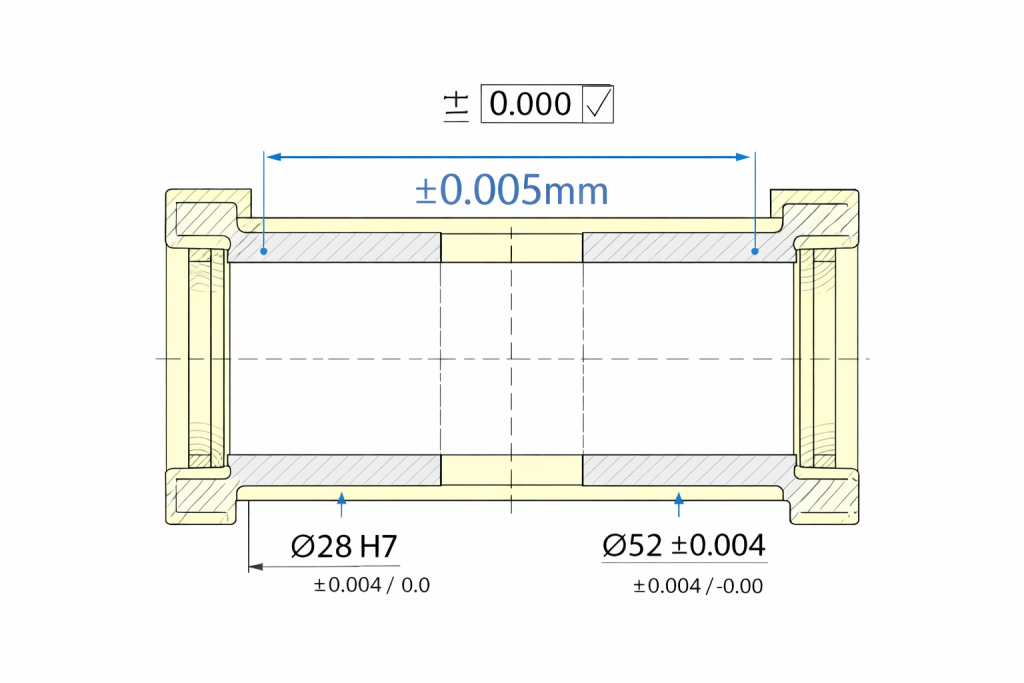
在这个项目中, RapidEfficient 加工定制铝制电机外壳 1.2–1.5 毫米壁厚 同时实现 ±0.005毫米同心度 关于关键旋转特征.
对于工程师来说,首先比较材料选择, 阅读我们的 精密加工最佳铝材指南
项目要求
客户需要用于精密驱动系统的轻质外壳.
| 特征 | 要求 |
|---|---|
| 材料 | 6061-T6铝 |
| 壁厚 | 1.2–1.5 毫米 |
| 轴承内孔公差 | H7 |
| 同心度 | ±0.005毫米 |
| 表面处理 | 拉 0.8 μm |
| 批次稳定性 | 必需的 |
以前的供应商可以生产原型, 但未能在生产批次中保持几何形状一致.
为什么薄壁电机外壳经常出现故障
许多商店可以在实心坯料上保留尺寸.
薄壁外壳有很大不同.
常见故障点包括:
- 夹紧过程中壁的移动
- 粗加工后残余应力释放
- 松开后孔位移
- 薄弱墙体上的颤动
- 前后轴承座之间对准不良
这会导致现实世界的问题,例如:
- 轴承噪音
- 转子振动
- 装配拒绝
- 使用寿命缩短
- 电机性能不稳定
需要耐受性指导? 阅读我们的 CNC 铝公差指南
普通流程与我们的流程
典型的低控制过程
- 在一个循环中进行重型粗加工和精加工
- 标准虎钳夹紧
- 无应力稳定时间
- 关键孔的单独设置
- 机加工后的有限检查
结果:
- 孔椭圆度
- 同心漂移
- 墙壁变形
- 批次一致性不稳定
快速高效的受控过程
- 先粗加工
- 应力释放稳定性
- 定制软爪型材夹具
- 一次安装临界孔精加工
- 全尺寸和 CMM 验证
结果:
- 稳定的孔几何形状
- 受控的墙壁运动
- 可重复同心度
- 生产就绪的一致性
我们的加工策略
1. 稳定的选材
我们选择了经过认证的 6061-T6铝 具有出色的机械加工性和可预测的尺寸行为.
6061 仍然是精密外壳的最佳选择之一,且成本不高 7075.
2. 粗糙的 + 休息 + 完成顺序
首先对外壳进行粗加工, 然后在最终完成之前稳定下来.
这种减少由内应力引起的尺寸运动.
3. 定制软爪夹具
我们加工了与外壳轮廓相匹配的定制卡爪.
这种压力均匀分布并在夹紧过程中保护薄壁区域.
4. 一次安装孔精加工
关键轴承孔在一种受控装置中完成,以保持轴对准.
该项目还展示了为什么数据控制和 公差叠加分析 对于薄壁电机外壳至关重要, 特别是当轴承孔, 密封面, 和安装孔必须配合.
5. 精加工过程中的热意识
铝具有相对较高的热膨胀系数:
α≈23.1×10−6/K
即使加工过程中很小的温度变化也会影响薄壁截面, 因此精加工参数被仔细控制.
6. 最终坐标测量机验证
所有关键尺寸和同心度值在发货前均经过检查.
用于微米级加工方法, 阅读我们的 如何在铝零件中实现 ±0.005mm 案例研究
适用于薄壁电机外壳, 三坐标检测 对于验证孔同心度至关重要, 日期对齐, 和最终装配精度.
薄壁控制: 为什么它很重要
在 1.2–1.5 毫米壁厚, 即使很小的切削力或夹具不平衡也会使外壳变形.
松开后这种扭曲可能会部分消失, 导致检查结果不一致.
我们的流程专注于:
- 平衡刀具路径
- 光精加工路径
- 支持薄弱区域附近
- 控制切削热
- 对称材料去除
这些步骤显着提高了可重复性.
最终结果
| 特征 | 目标 | 已达成 |
|---|---|---|
| 壁厚 | 1.2–1.5 毫米 | 通过 |
| 轴承孔 | H7 | 通过 |
| 同心度 | ±0.005毫米 | ±0.004毫米 |
| 表面处理 | 拉 0.8 μm | 拉 0.6 μm |
| 批次稳定性 | 必需的 | 通过 |
买家经常忽视的隐性成本
许多买家只比较单价.
但同心度差会产生更大的成本:
- 电机噪音投诉
- 轴承更换
- 最终组装失败
- 振动故障排除
- 保修索赔
- 延迟产品发布
最便宜的报价往往会成为最昂贵的生产运行.
需要定价指导? 阅读我们的 铝加工成本指南
最适合的应用
这种类型的住房非常适合:
- BLDC 电机外壳
- 伺服电机外壳
- 机器人驱动系统
- 精密主轴外壳
- 自动运动控制组件
工程师注意事项
用于电机外壳, 几何形状比外观更重要.
干净的外部光洁度无法弥补未对准的旋转系统.
当轴承孔发生漂移时, 电机立即揭露真相.
常问问题
为什么同心度对于电机外壳很重要?
同心度差引起振动, 噪音, 和轴承过早磨损.
薄壁铝外壳能否可靠地加工?
是的——当夹具设计时, 加工顺序, 和检查控制得到妥善管理.
薄壁零件为什么会变形?
因为夹紧力, 切削热, 和内应力可以移动薄弱的壁部分.
是 6061 适用于电机外壳?
是的. 它提供了可加工性的出色平衡, 力量, 耐腐蚀性, 和成本.
电机外壳振动的原因是什么?
常见原因包括同心度差, 轴承不对中, 不平衡, 和弱装配控制.
铝制电机外壳可以加工多薄?
这取决于几何形状和公差要求, 但 1.2 通过适当的过程控制可以实现毫米壁厚.
需要精密数控电机外壳?
RapidEfficient 供应定制外壳:
- 机器人技术
- 电动汽车系统
- 自动化设备
- 驱动系统
今天把你的画发给我们.
我们的工程师将审查可制造性, 耐受性可行性, 以及生产前节省成本的机会.





