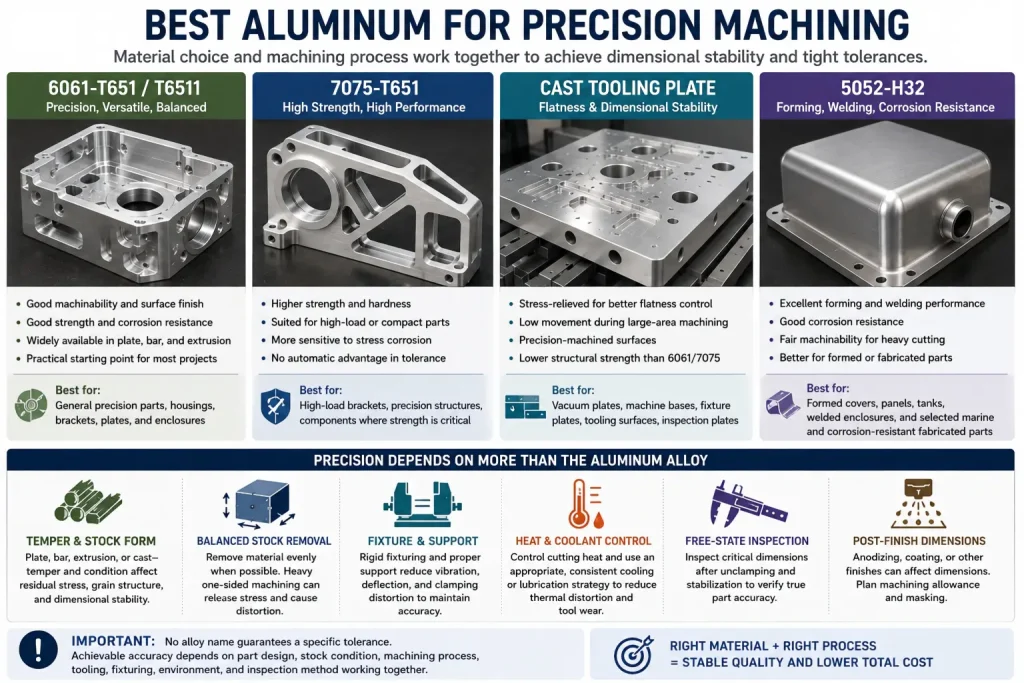
快速解答: 哪种铝最适合精密加工?
适用于大多数通用精密数控零件, 6061-T651板或合适的应力消除板 6061 酒吧产品是一个实用的起点. 它提供了有用的力量平衡, 可用性, 耐腐蚀性, 表面处理, 和机械加工成本.
当功能上需要更高的强度或硬度时,选择 7075-T651. 它不会自动保持比 6061. 最终精度仍然取决于零件几何形状, 库存形式, 残余应力, 夹具, 刀具偏转, 加工顺序, 温度, 和检查.
适用于大型平面固定装置, 真空板, 机器底座, 和工具表面, 消除应力的铸造工装板可以在大面积加工过程中提供更好的平面度控制和更低的运动. MIC-6 是一款品牌铸造工装板产品, 不是通用铝合金名称.
主要用于成型板材选择5052-H32, 焊接盖, 和耐腐蚀加工零件. 它可以加工, 但它的可加工性只是一般, 因此它通常不是广泛精密铣削的首选.
没有铝合金自动保证特定的公差. 最好的材料是支持所需几何形状的材料, 稳定, 力量, 结束, 检查方法, 和成品总成本.
进行更广泛的覆盖强度比较, 腐蚀, 转动, 挤压, 和一般材料选择, 查看我们的指南 最适合 CNC 加工的铝材.
6061 被广泛使用并提供足够的机械加工性, 但海德鲁指出,车削和钻孔切屑仍然难以破碎. Hydro 还将 T6511 等拉伸状态定义为应力消除而非完全无应力.
精密铝材选型表
| 材质选择 | 最适合 | 精度优势 | 主要限制 | 买家应确认 |
|---|---|---|---|---|
| 6061-T651板 | 普通外壳, 括号, 固定装置, 盘子, 及精密机械零件 | 广泛的可用性和加工的实际平衡, 力量, 结束, 和稳定性 | 重型单侧切削仍然可以释放压力并引起移动 | 脾气, 板材状况, 关键尺寸, 并完成 |
| 6061-T6511棒材或挤压件 | 车削件, 简介, 酒吧, 和机加工挤压特征 | 缓解压力的拉伸产品状态和广泛的供应选择 | 晶粒结构, 直线度, 筹码, 阳极氧化外观可能因产品而异 | 库存形式, 挤压几何形状, 加工余量, 和认证 |
| 7075-T651板 | 紧凑型高负载部件, 精密结构特点, 和高应力部件 | 比普通的强度和硬度更高 6061 产品 | 成本较高, 更多腐蚀计划, 并且没有自动公差优势 | 功能上是否需要更高的强度 |
| 消除应力铸造工装板 | 大型平面固定装置, 真空板, 机器底座, 工具表面, 和检查板 | 精密加工的表面和大面积加工期间的较低运动 | 与普通变形结构合金相比,结构强度和螺纹性能较低 | 品牌, 厚度, 平整度规格, 孔隙率, 结束, 并批准替代 |
| 5052-H32板材或板材 | 成型盖, 焊接外壳, 面板, 和耐腐蚀加工零件 | 成型性好, 焊接, 和腐蚀性能 | 只有良好的机械加工性才能实现广泛的材料去除 | 零件是初次成型还是经过大量机械加工 |
| 2024-T351板 | 需要强度和良好加工性能的精密机械零件 | 有用的加工性能和机械性能 | 腐蚀保护和表面处理需要额外审查 | 确切的脾气, 涂层, 环境, 和库存情况 |
重要边界
价值观 ±0.005 mm, ±0.02 mm, 或者 ±0.10 mm 不应将其视为材料属性而分配给铝合金.
可实现的耐受性取决于:
- 特征尺寸
- 零件几何形状
- 壁厚
- 库存状况
- 材料去除
- 设置计数
- 工具范围
- 夹具稳定性
- 温度
- 表面处理
- 检查方法
W为什么 6061-T651 是一个实用的起点
6061 广泛用于精密数控零件,因为它提供了平衡的组合:
- 强度适中
- 良好的耐大气腐蚀性能
- 广泛的材料可用性
- 实用铣削和车削性能
- 焊接能力
- 阳极氧化和涂层选项
- 材料成本适中
用于机加工板件, 6061-T651 通常是比只写 6061-T6 更有用的规格,因为 T651 名称标识了热处理后通过拉伸消除应力的材料.
适用于棒材和型材, 产品名称如 T6511 可能适用. 图纸应注明合金, 脾气, 库存形式, 和材料标准,而不是假设所有 6061 产品是等效的.
加工极限
6061 并不总是能产生完美的短切屑.
车削和钻孔期间, 断屑槽, 啄钻, 合适的饲料, 冷却液, 或者可能需要空气输送来防止:
- 长切屑
- 工具包装
- 表面有划痕
- 堵孔
- 手动排屑
最佳用途
6061-T651 是一个实用的起点:
- 精密外壳
- 安装支架
- 设备板块
- 固定装置
- 电机组件
- 电子外壳
- 中等载荷结构件
- 需要阳极氧化的零件
它并不是自动获得最大强度的最佳选择, 非常大的扁平工具板, 恶劣的海洋环境, 或高度美观的挤压件.
海德鲁描述 6061 多才多艺, 耐腐蚀且对阳极氧化反应敏感, 但将其切削加工性评为足够,并特别警告车削和钻孔过程中的断屑问题.
何时选择 7075-T651
7075 当其较高的强度和硬度提供功能优势时应选择.
可能的应用包括:
- 紧凑型高负载支架
- 高应力机械部件
- 必须减少截面厚度的零件
- 高强度夹具
- 具有磨损敏感接触特征的元件
- 精密结构,强度和轻量化同时重要
更高的强度并不能保证更高的精度
更坚固的合金不会自动:
- 保持更紧的孔
- 消除薄壁移动
- 防止夹具变形
- 消除热膨胀
- 纠正不良的基准规划
- 补偿长刀具行程
- 减少设置错误
- 保证更低的废品率
对于具有相同几何形状的零件, 加工精度仍然取决于完整的制造过程.
7075 还可以介绍:
- 原材料成本较高
- 库存供应更加有限
- 额外的腐蚀保护
- 不同的阳极氧化外观
- 如果高价值毛坯被报废,后果会更严重
指定准确的脾气. T651 和 T7351 无法提供相同的强度和抗应力腐蚀性能平衡.
选择 7075 因为零件需要其机械性能,而不是因为图纸包含严格的公差.
Kaiser的技术数据将T651和T7351视为单独的 7075 具有不同物理特性的条件, 强调仅合金编号是不完整的.
用于平整度关键零件的铸造工装板
当大面积平整度和尺寸控制比最大结构强度更重要时,通常选择消除应力铸造工装板.
典型应用包括:
- 真空板
- 机座
- 夹具板
- 检验治具
- 路由器表
- 工装表面
- 模板
- 大安装板
铸造工装板通常配有精密加工的表面以及受控的厚度和平整度规格.
MIC-6 是一个产品名称
MIC-6 是一款品牌铸造工装板产品. 它不应被视为通用合金名称.
一张图可以指定:
- MIC-6
- 另一种命名为铸造工装板
- 经批准的等效满足定义的要求
不要写 MIC-6 or equivalent 除非允许替换并且图纸定义了必须匹配的属性.
较低的残余应力并不意味着零应力
铸造工装板专为尺寸一致性而设计, 但诸如此类的陈述 no internal stress 或者 will not warp 太绝对了.
运动仍然会受到以下因素的影响:
- 板厚
- 材料去除不均匀
- 夹紧
- 口袋深度
- 热
- 表面处理
- 零件几何形状
- 供应商和产品规格
主要权衡
当零件需要时,铸造工具板可能不太合适:
- 结构强度高
- 高负载线程
- 重复高扭矩装配
- 高抗冲击性
- 薄结构截面
- 特定的锻造合金认证
铸造工具和夹具板专门用于平整度和尺寸控制应用, 但产品规格因品牌和厚度而异.
5052-H32 适合什么地方,不适合什么地方
5052-当零件需要时,H32 很有价值:
- 金属板材成型
- 耐腐蚀
- 焊接
- 盖板和面板
- 外壳
- 坦克
- 装配式组件
- 户外或防潮组件
它可以数控加工, 但它的可加工性一般来说只是一般.
在大量铣削过程中, 钻孔, 或无聊, 可能的挑战包括:
- 内置边缘
- 毛刺形成
- 涂抹
- 切屑控制的可预测性较差
- 表面打标
- 额外去毛刺
这并不意味着 5052 无法准确测量或用于精密特征. 这意味着当大部分材料必须通过机械加工去除时,另一种合金可以更有效地生产零件.
使用 5052 成型时, 焊接, 和腐蚀性能驱动设计. 进行大范围型腔加工时,使用专注于加工的合金, 紧孔, 重复的线程, 或复杂的铣削几何形状主导该项目.
海德鲁识别 5052 对于成型有用, 焊接和耐腐蚀应用,但对其机械加工性能评价一般,不推荐将其作为大量机械加工的首选.
仅靠材料并不能控制精度
优质合金无法纠正不稳定的制造工艺.
尺寸稳定性取决于材料和加工计划之间的相互作用.
重要的控制包括:
- Exact alloy and temper
- 盘子, 酒吧, 挤压, 或铸件
- 来料平面度和直线度
- 平衡粗加工
- 一致的精加工余量
- 夹具支撑
- 锁模力
- 基准策略
- 工具范围和偏转
- 切削热
- 粗加工和精加工之间的时间
- 检查温度
- 表面处理余量
大型扁平零件
适用于一侧有深口袋的大盘子, 考虑:
- 缓解库存压力
- 平衡材料去除
- 实用时对两侧进行粗加工
- 释放和重新夹紧零件
- 让零件稳定下来
- 稍后完成关键面孔
- 松开后检查平整度
薄壁零件
适用于薄壁外壳和支架, 考虑:
- 额外支持
- 更低且平衡的切削力
- 分阶段切削
- 合适的墙壁精加工刀具路径
- 受控夹紧
- 松开后检查
用于额外的过程控制, 查看我们的指南,了解如何 减少CNC加工过程中的变形.
对于功能公差, 适合, 和检查计划, 回顾我们的 CNC 加工公差资源.
常见的铝精密加工错误
为合金指定固定公差
6061, 7075, 铸造工装板, 和 5052 并非每个人都具有普遍可实现的耐受性.
公差属于特征, 几何学, 机加工工艺, 和检查计划.
选择 7075 只是因为图纸很紧
7075 提供高强度, 但紧孔或位置公差并不自动要求 7075.
仅指定“6061 铝”
回火和坯料形状可能会影响强度, 残余应力, 晶粒结构, 平整度, 加工, 和认证.
将铸造工具板视为无应力
应力消除后的材料在不均匀加工后仍可移动, 夹紧, 或加热.
使用 5052 对于经过大量铣削的外壳
5052 可能是正确的板材或制造合金,但当项目主要由财力雄厚时,这是一个不太经济的选择, 精密孔, 和机加工螺纹.
忽略完成后尺寸
阳极氧化, 电镀, 绘画, 和其他饰面可能会影响:
- 博雷斯
- 线程数
- 适合
- 接地表面
- 密封面
- 化妆品验收
仅在零件夹紧时检查零件
平整度, 墙壁位置, 去除夹具力后,孔的几何形状可能会发生变化.
关键特征应在商定的最终检验条件下进行检验.
符合精密加工要求的最佳铝材
| 零件要求 | 实用的起点 | 主要原因 | 重要边界 |
|---|---|---|---|
| 通用精密外壳 | 6061-T651板 | 平衡加工, 力量, 可用性, 腐蚀, 并完成 | 不能消除薄壁或袋形变形 |
| 精密车削零件 | 适用的 6061-T6511 或加工级棒材 | 广泛的可用性和受控的酒吧条件 | 切屑形成和直线度仍需要审查 |
| 高负载精密支架 | 7075-T651 | 更高的强度和硬度 | 不要仅仅为了严格的公差而选择它 |
| 大型平面夹具 | 消除应力铸造工装板 | 控制厚度, 平整度, 和维度行为 | 核实具体产品及厚度 |
| 真空板或铣台 | 铸造工具板或合适的应力消除板 | 大面积平整度和大加工表面 | 孔隙率和压力完整性可能需要产品规格 |
| 薄壁外壳 | 常6061-T651, 取决于负载 | 强度和加工的实用平衡 | 刀具路径, 支持, 切削量可能比合金更重要 |
| 成型精密盖 | 5052-H32 | 成型性, 焊接, 和耐腐蚀性 | 比广泛的精密铣削更适合成型几何形状 |
| 高强度机加工部件 | 7075-T651或其他指定合金 | 机械性能 | 腐蚀, 精加工, 可用性, 和成本需要审查 |
精密铝零件询价信息
| 询价项目 | 需要指定什么 | 为什么它很重要 |
|---|---|---|
| 合金 | 6061, 7075, 5052, 铸造工装板, 或其他经批准的材料 | 一般材料名称并未定义完整的要求 |
| 脾气 | T6, T651, T6511, T7351, H32, 或其他条件 | 改变强度, 残余应力, 和产品可用性 |
| 库存形式 | 盘子, 酒吧, 挤压, 床单, 锻造, 或铸板 | 影响晶粒方向, 平整度, 直线度, 和机械加工 |
| 材质标准 | 美国材料试验协会, 自动化管理系统, 在, 客户规格, 或供应商标准 | 防止不受控制的替代 |
| 关键尺寸 | 适合, 钻孔, 平整度, 位置, 并行性, 和交配特征 | 确定过程控制最重要的地方 |
| 检验条件 | 夹紧或自由状态, 温度, 稳定化, 和完成后的状况 | 防止验收纠纷 |
| 表面光洁度 | 阳极氧化, 转化涂层, 喷砂, 绘画, 或加工后的 | 影响尺寸, 掩蔽, 和外观 |
| 部分功能 | 加载, 密封, 结盟, 光学安装, 或一般支持 | 有助于区分强度和稳定性要求 |
| 数量 | 原型和预期重复量 | 影响股票采购, 固定装置, 和检查计划 |
| 报告 | 标准检验, 三坐标报告, 材料证明, 或涂层报告 | 定义报价和接受范围 |
Rapid Efficient 可审查合金, 脾气, 库存形式, 几何学, 宽容, 表面饰面, 检验条件, 和报价前的数量.
常问问题: 最适合精密加工的铝材
什么是最适合精密数控加工的铝材?
6061-T651 通常是一般板基精密零件最实用的起点,因为它平衡了材料可用性, 加工, 力量, 耐腐蚀性, 结束, 和成本.
适用于大型平面固定装置, 铸造工装板可能更合适. 适用于高负载部件, 7075-T651可能有道理.
是 7075 比更精确 6061?
不会自动.
7075 更强更难, 但最终精度取决于库存状况, 几何学, 夹紧, 加工顺序, 工具, 温度, 和检查. 一个控制良好的 6061 流程比计划不周的流程更稳定 7075 过程.
做 7075 自动保持±0.005mm?
福田街道.
±0.005 mm 等公差适用于特定功能和工艺. 仅从材料名称无法保证.
MIC-6 比 MIC-6 更好吗? 6061?
MIC-6 或其他铸造工具板可能更适合大型扁平夹具, 真空板, 和工具表面.
6061 当结构强度通常更合适, 高负载线程, 焊接, 或广泛的通用性能问题.
铸造工装板是否完全无应力?
福田街道.
它是为减少残余应力和尺寸控制而制造的, 但由于切削不均匀,它仍然可以移动, 夹紧, 热, 几何学, 或不合适的加工顺序.
是 5052 适合精密加工?
5052 可以加工并且可以包含精密特征.
然而, 通常选择它来成型, 焊接, 和耐腐蚀性而不是广泛的数控铣削. 对于经过大量机械加工的外壳, 6061 或另一种专注于加工的合金可能更经济.
哪种铝最适合薄壁零件?
6061-T651是一个共同的起点, 但没有合金可以消除薄壁运动.
支持, 锁模力, 粗加工平衡, 刀具路径, 精加工津贴, 热, 和自由州检查通常同样重要.
精密铝报价应注意什么?
提供3D模型, 2D图, 精确的合金和状态, 库存形式, 关键尺寸, 检验条件, 表面饰面, 数量, 材料证书要求, 和目标交货日期.
检查您的精密铝零件
Send the STEP file, 2D图, 数量, 合金及状态要求, 库存形式, 关键尺寸, 表面饰面, 检验条件, 和材料证书要求.
Rapid Efficient可以审查是否 6061, 7075, 铸造工装板, 5052, 或其他铝选项对于零件来说是实用的,有助于识别涉及平整度的风险, 薄壁, 单面切削, 夹紧, 加工后尺寸, 和检查.
适用于定制铝制外壳, 括号, 盘子, 固定装置, 散热器, 及精密零件, 回顾我们的 CNC铝加工服务.