结论第一
高速数控铝切割可以显着缩短周期时间并降低生产成本——但前提是过程控制正确.
许多车间只是简单地提高主轴转速和进给速度. 结果往往是:
- 边缘有毛刺
- 刀具磨损
- 表面光洁度差
- 颤痕
- 尺寸不稳定性
最好的结果来自平衡:
- 主轴转速
- 进给率
- 刀具几何形状
- 排屑
- 冷却剂策略
- 零件刚性
当优化正确时, 铝的加工速度比钢快得多,同时保持出色的精度.
为什么铝是高速加工的理想材料
铝提供了强大的组合:
- 低切削阻力
- 快速切屑形成
- 出色的导热率
- 加工周期短
- 降低机器负载
这就是为什么铝被广泛用于:
- 散热器
- 电机外壳
- 机器人零件
- 航空航天支架
- 电子产品外壳
需要材料指导? 阅读我们的 CNC 加工最佳铝材指南
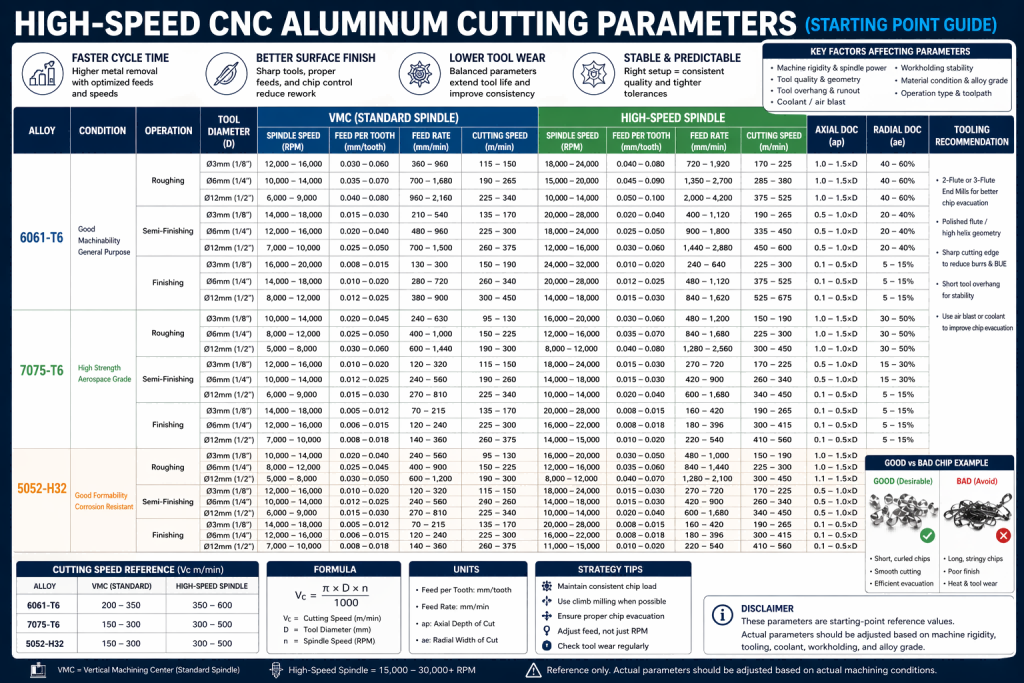
最佳转速和进给策略
精确值取决于刀具直径, 支架刚性, 机器功率, 冷却液, 和工件夹持.
高速铝加工的切削速度往往可以达到:
Vc=500∼1000m/min
一般切削速度关系:
Vc=1000πDn
在哪里:
- Vc = 切削速度
- D = 刀具直径
- n = 主轴转速
| 手术 | 转速 | 喂养 | 目标 |
|---|---|---|---|
| 粗加工 | 高的 | 挑衅的 | 快速切削 |
| 精加工 | 中高 | 受控 | 更好的表面光洁度 |
| 薄壁 | 缓和 | 光 | 防止偏斜 |
| 深腔 | 中等的 | 保守的 | 更好的排屑 |
以低进给运行高转速经常会产生摩擦, 热, 和刀具快速磨损.
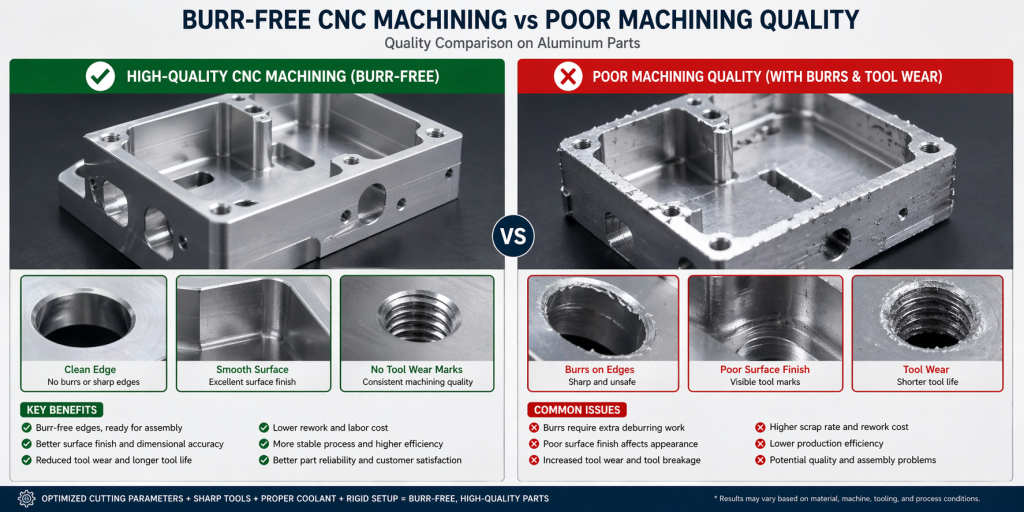
为什么会出现毛刺和刀具磨损
大多数毛刺问题都是工艺问题.
常见原因包括:
- 钝工具
- 饲料太低
- 切屑再切削
- 刀具跳动
- 弱夹具
- 冷却剂流动不良
内置边缘 (弓) 是铝加工中光洁度不良的最常见原因之一. 当热铝粘在工具边缘并撕裂表面时就会发生这种情况.
当切屑滞留在切削区域时,刀具磨损会迅速增加.
需要故障排除帮助? 阅读我们的 铝加工问题指南
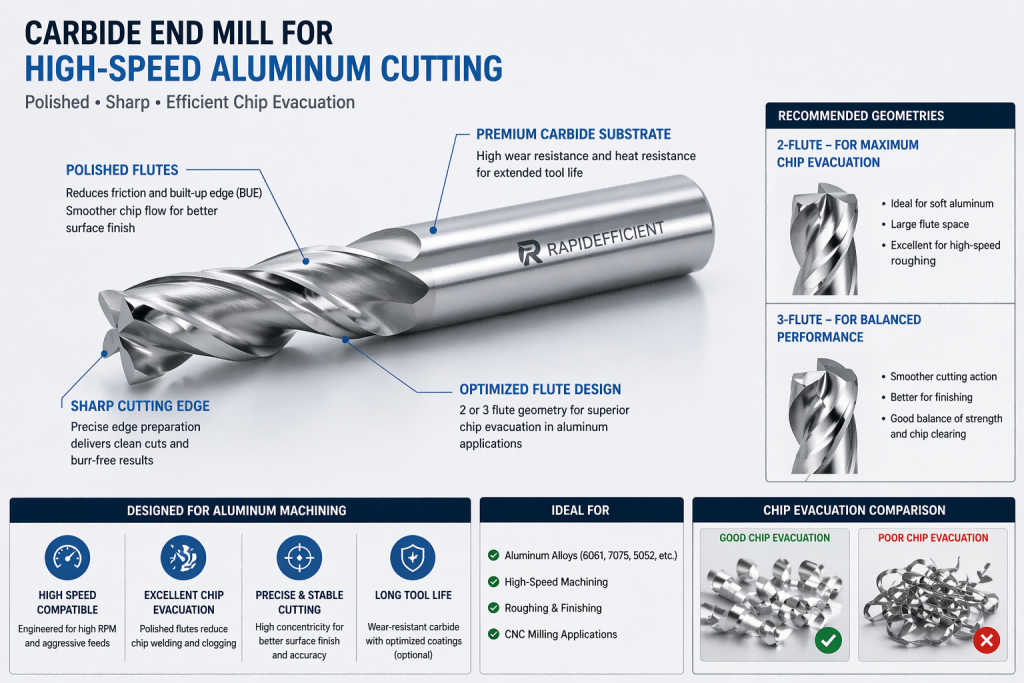
快速铝切割的最佳工具
锋利硬质合金立铣刀
对于大多数应用, 具有锋利边缘的抛光硬质合金工具性能最佳.
2-凹槽或 3 凹槽几何形状
这些设计改善了排屑并减少了堵塞.
高螺旋几何形状
有助于实现更平滑的切割动作和更清洁的表面处理.
短工具伸出
更短的设置可减少振动并提高精度.
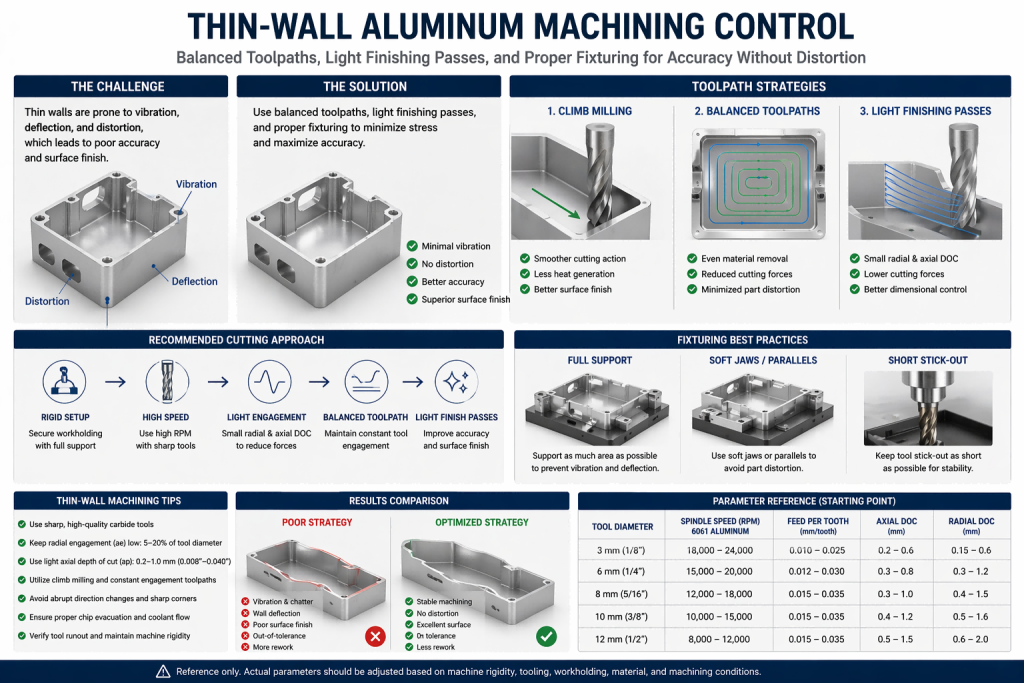
薄壁零件需要不同的策略
薄壁上的高速切削可能会使零件变形.
使用:
- 轻径向啮合
- 多次完成
- 平衡刀具路径
- 支持薄弱区域附近
- 减少夹紧压力
看看我们的 薄壁铝数控加工指南

高速切削如何降低成本
当正确完成时, 更快的切割减少了:
- 主轴小时数
- 劳动时间
- 排队延误
- 单位成本
- 交货时间
优化的切割策略通常可以缩短交货时间 20%–40% 重复生产中.
需要定价洞察力? 阅读我们的 铝加工成本指南
工程师注意事项
最高主轴转速并不总是最快盈利速度.
稳定的排屑, 可重复的表面质量, 可预测的刀具寿命比追求最大转速更重要.
常问问题
铝适合高速CNC加工吗?
是的. 铝是快速数控加工的最佳材料之一.
什么主轴转速最适合铝数控加工?
这取决于刀具直径, 机器刚性, 和刀具类型. 高速加工通常使用比钢材切削高得多的转速.
铝材为什么会产生毛刺?
通常是因为工具迟钝, 切屑再切削, 或进给速度不正确.
什么工具最适合铝材?
带抛光槽的锋利硬质合金立铣刀是常见的最佳选择.
薄壁铝可以高速加工吗?
是的, 但饲料, 支持, 必须仔细控制整理策略.
冷却液对铝加工有帮助吗?
是的. 冷却剂或鼓风有助于去除切屑并控制热量.
需要更快的铝 CNC 生产?
RapidEfficient 使用优化的高速切削策略加工定制铝零件,以降低成本, 更干净的表面处理, 和稳定的重复性.
立即将您的图纸发送给我们,以进行可制造性审查和报价.