结论第一
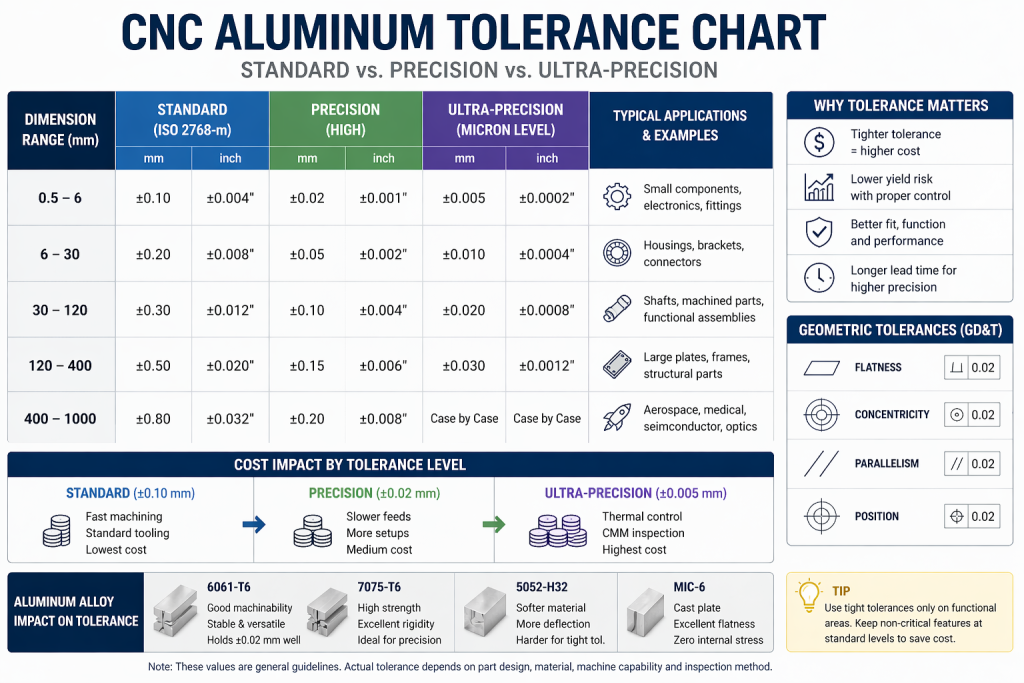
在 CNC 铝加工中, 公差定义了零件与其设计尺寸的差异程度.
- 标准公差 (±0.10毫米 / ±0.004″) – 最适合支架和外壳
- 精度公差 (±0.02毫米 / ±0.0008″) – 非常适合装配和配合
- 超精密 (±0.005毫米 / ±0.0002″) – 用于航空航天, 光学, 医疗的, 和半导体零件
选择正确的公差是平衡加工成本和性能的最快方法之一.
什么是标准 CNC 铝公差?
大多数 CNC 铝制零件通常加工成大约 ±0.10 毫米至 ±0.127 毫米 (±0.005″) 除非图纸上指定了更严格的公差.
对于轴承孔或配合表面等关键特征, 可能需要更严格的公差.
标准 CNC 铝公差表
许多 CNC 供应商遵循 ISO 等通用标准 2768 对于未指定的公差.
| 尺寸范围 (毫米) | 标准 | 精确 | 超精密 |
|---|---|---|---|
| 0.5 到 6 | ±0.10毫米 | ±0.02毫米 | ±0.005毫米 |
| 6 到 30 | ±0.20毫米 | ±0.05毫米 | ±0.010毫米 |
| 30 到 120 | ±0.30毫米 | ±0.10毫米 | ±0.020毫米 |
| 120 到 400 | ±0.50毫米 | ±0.15毫米 | 个案分析 |
英制参考
| 公制 | 英寸 |
|---|---|
| ±0.10毫米 | ±0.004″ |
| ±0.05毫米 | ±0.002″ |
| ±0.02毫米 | ±0.0008″ |
| ±0.005毫米 | ±0.0002″ |
为什么公差直接影响成本
更严格的公差和更高的成本之间存在直接关系.
| 公差等级 | 成本影响 | 为什么 |
|---|---|---|
| ±0.10毫米 | 低的 | 快速加工, 标准工具 |
| ±0.05毫米 | 中等的 | 更多设置注意 |
| ±0.02毫米 | 高的 | 进给速度较慢, 更多检查 |
| ±0.005毫米 | 优质的 | 热控制, CMM, 先进的工具 |
需要定价示例? 阅读我们的 铝加工成本指南
实现公差稳定性的最佳铝合金
6061-T6
最佳的综合成本选择, 机械加工性, 和可重复的公差.
7075-T6
更坚硬、更坚硬. 非常适合要求苛刻的孔, 线程, 及结构件.
5052
更柔软、更易成型, 但对于超紧公差不太理想.
比较我们的材料 5052 与 6061 铝导轨
几何公差也很重要
尺寸只是故事的一部分. 许多装配因几何错误而失败.
重要的控制包括:
- 平整度
- 同心度
- 并行性
- 位置精度
对于微米级项目, 看看我们的 ±0.005mm 精密铝案例研究
节省成本的秘诀: 仅在需要时使用严格公差
许多图纸到处都应用精密公差.
这往往会增加成本而不会改善功能.
更好的方法:
- 轴承孔的严格公差
- 外观外表面的标准公差
- 仅配合表面的精度
这可以显着降低加工成本.
常见工程错误: 过度公差
许多工程师默认 ±0.01毫米 在各个方面“只是为了安全”。
结果:
- 更长的交货时间
- 更多的检验费用
- 报废风险较高
- 没有功能上的好处
始终使用最宽松的公差,仍允许零件正常工作.
常问问题
铝材的标准CNC公差是多少?
周围很多商店都用 ±0.10 毫米至 ±0.127 毫米 (±0.005″) 除非另有说明.
铝可以保持±0.005毫米?
是的, 拥有先进的机器, 稳定的夹具, 热控制, 和三坐标测量机检查.
哪个更难抓住: 孔尺寸或孔位置?
通常长距离的孔位置比简单的直径控制更难.
是 7075 比更精确 6061?
7075 更严格, 但 6061 通常更经济且更容易加工.
阳极氧化会影响耐受性吗?
是的. 阳极氧化会增加涂层厚度,对于紧配合零件应考虑.
对于低成本零件来说什么公差是最好的?
对于许多通用组件, ±0.10毫米 是最经济的选择.
需要帮助选择正确的公差?
将您的图纸发送给我们,以获得免费的可制造性审查.
RapidEfficient 帮助客户优化耐受性, 成本, 定制 CNC 铝制零件的生产可行性.