紧公差加工意味着在狭窄的尺寸或几何范围内生产选定的零件特征.
But close tolerance does not mean making every dimension as tight as possible.
对于数控买家, 真正的问题不仅是:
Can this part be machined to a tight tolerance?
更好的问题是:
Which features truly need close tolerance, and what process, 材料, 夹具, 检查方法, and final condition are required to prove them?
A close tolerance may be necessary for:
- 轴承座
- 精密孔
- fitted shafts
- 密封面
- datum-related hole patterns
- alignment surfaces
- sliding or rotating interfaces
- optical or sensor mounting features
- assembly-critical locations
- 加工后尺寸
It may not be necessary for every outer wall, pocket, 倒角, clearance hole, cosmetic face, or non-functional surface.
A good close tolerance drawing protects the features that control function. A poor close tolerance drawing makes the whole part harder to quote, machine, inspect, and accept.
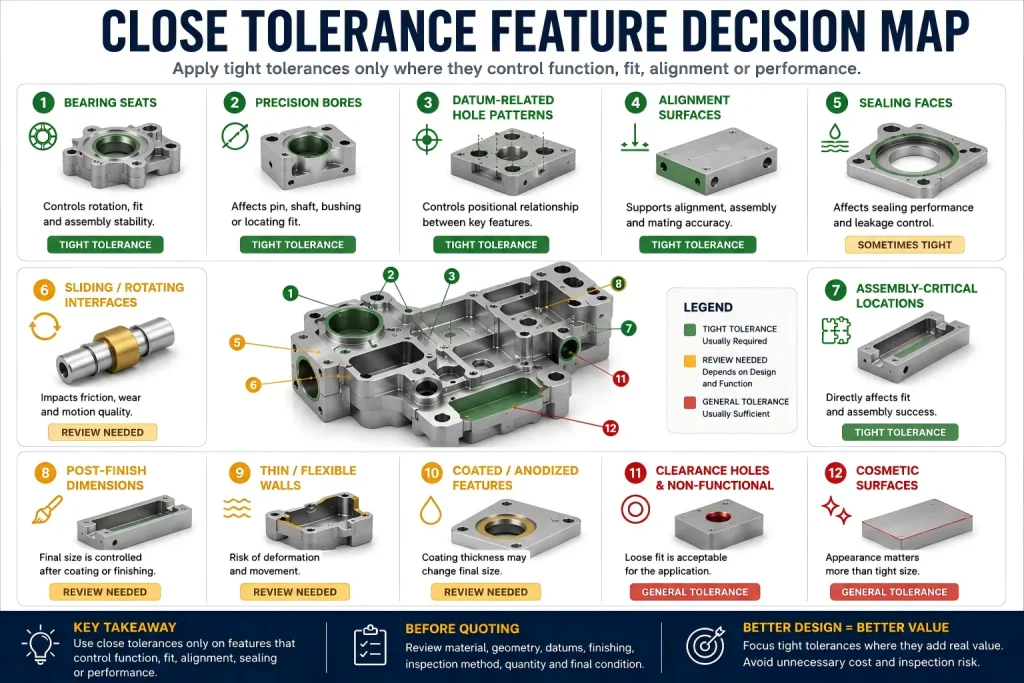
Close Tolerance Machining Is a Feature-Level Decision
Close tolerance machining should be applied to the features that affect fit, 功能, 移动, 密封, 结盟, or inspection.
It should not be copied across the entire drawing just to make the part look more precise.
| 特征类型 | Close Tolerance Usually Makes Sense? | 为什么 |
|---|---|---|
| 轴承座 | 是的 | Controls fit, 旋转, and assembly stability |
| Precision bore | 是的 | Affects pin, shaft, bushing, or locating fit |
| Datum-related hole pattern | 是的 | Controls positional relationship between features |
| 密封面 | 有时 | Depends on flatness, roughness, and mating material |
| Cosmetic surface | Usually no | Appearance may matter more than tight size tolerance |
| General outside profile | Usually no | Often does not control function |
| Clearance hole | Usually no | Loose fit may already be enough |
| Thin flexible wall | Review first | The wall may move during machining or inspection |
| Coated or anodized feature | Review carefully | Final size may change after finishing |
| Plastic feature | Review carefully | Material recovery and temperature can affect size |
The most useful RFQ does not say “make all dimensions tight.” It identifies the few dimensions that must be controlled closely and explains why they matter.
For broader tolerance planning, 看看我们的 CNC加工公差指南.
What Counts as “Close Tolerance” in CNC Machining?
There is no single universal number that defines close tolerance machining.
A tolerance that is easy on one part may be difficult on another part.
例如:
| 情况 | Why the Same Tolerance Can Feel Different |
|---|---|
| Short aluminum pin bore | Easier to machine and inspect if the setup is rigid |
| Deep stainless steel bore | 工具范围, 热, and chip evacuation increase risk |
| Thin-wall aluminum housing | Clamping and material removal may move the wall |
| Large flat plate | Stress release and inspection support become important |
| Small brass turned part | Burrs and tool wear may affect final fit |
| PEEK or PTFE plastic part | Thermal movement and part recovery may affect measurement |
| Anodized aluminum feature | Coating thickness may change final size |
| Multi-face part | Setup transfer and datum alignment can create accumulated error |
A narrow tolerance is not only a number. It is a process decision.
The supplier must review whether the tolerance applies to:
- one feature or many features
- size only or geometric relationship
- before finishing or after finishing
- one sample or the full batch
- inspection at room temperature or shop-floor condition
- 三坐标检测, 仪表, 千分尺, or functional fit checks
Close tolerance machining is realistic only when the process and inspection plan support the drawing requirement.
Close Tolerance vs Tight Tolerance vs Precision Machining
These terms are often used together, but they do not always mean the same thing.
| 学期 | Practical Meaning |
|---|---|
| Close tolerance machining | Selected features are held within narrow limits |
| Tight tolerance machining | Similar meaning, often used more generally |
| 精密加工 | Broader term covering accurate machining, 重复性, 表面质量, 和检查 |
| 高精度加工 | Usually implies demanding tolerance, stable process control, and detailed inspection |
| General tolerance machining | Non-critical dimensions follow a standard tolerance class or agreed shop tolerance |
A precision-machined part may include some close tolerance features, but not every feature needs close tolerance.
A better drawing separates:
- 关键特征
- important but not critical features
- general tolerance features
- cosmetic features
- post-finish features
- inspection reference features
For service capability, 回顾我们的 precision machining services 页.
What Makes Close Tolerance Machining Difficult?
Close tolerance machining becomes difficult when the part, 材料, 夹具, 工具, or inspection method cannot support the requested tolerance window.
The common drivers are:
| Driver | How It Creates Risk |
|---|---|
| Material movement | 铝, 塑料, and stress-relieved stock can move after machining |
| 热 | Cutting heat can expand the part before inspection |
| 刀具磨损 | Tool size and edge condition change during production |
| 刀具偏转 | Small tools, long tools, and deep features can bend under load |
| 工件夹持 | Clamping force may distort thin walls or large plates |
| Datum transfer | Multiple setups can introduce alignment error |
| 表面处理 | 阳极氧化, 电镀, 热处理, or coating can change final dimensions |
| 毛刺 | Burrs can affect gauge fit, mating parts, and inspection results |
| 表面光洁度 | Roughness can change how a fit feels or measures |
| 检查通道 | Some features are hard to measure directly |
| 批量大小 | Repeatability becomes harder across many parts |
| 环境 | Temperature and handling can affect micron-level features |
Temperature is another hidden factor in close tolerance machining. A part may look correct during machining, but if it is still warm from cutting, 夹紧, or handling, its measured size can shift slightly after it cools.
For critical tight features, the supplier may review whether the part needs stable cooling, a short stabilization period, or final inspection in a controlled measurement condition. This is especially important for precision bores, 轴承座, long flat surfaces, 薄壁, and features measured in the micron-level range.
The goal is not to make every project overly complex. The goal is to avoid accepting a dimension that only looks correct under a temporary warm condition.
Close tolerance is not only about machine capability. It depends on the whole manufacturing route.
Material Behavior Changes the Tolerance Plan
The same close tolerance requirement can have very different risks depending on the material.
| 材料 | Close Tolerance Concern |
|---|---|
| 6061 铝 | 良好的机械加工性, but thin walls and large pockets can distort |
| 7075 铝 | Stronger and often stable, but stress and tool wear still matter |
| 不锈钢 | 热, 加工硬化, and tool wear need control |
| 黄铜 | Machines well, but burrs and small threads still need review |
| 铜 | Softness, 涂抹, 毛刺, and handling marks can affect final features |
| 聚甲醛 / acetal | Often suitable for precision plastic parts, but still needs stable inspection |
| 窥视 | Stronger plastic option, but cost, 几何学, and inspection conditions matter |
| 尼龙 | Moisture absorption may affect dimensions |
| ptfe | Softness, 蠕变, and recovery can limit practical tolerance |
| Cast aluminum | Porosity and variable structure can affect local consistency |
A drawing tolerance should not be accepted without checking the material behavior.
If the same tolerance is used across aluminum, 不锈钢, 铜, 及工程塑料件, the process route may need to change for each material.
Thin Walls and Large Pockets Need Extra Review
Thin walls are one of the most common reasons close tolerance machining becomes unstable.
A thin wall can move because of:
- 锁模压力
- 切削力
- 热
- residual stress release
- roughing sequence
- uneven material removal
- 振动
- tool engagement
- part handling
- inspection pressure
A wall may measure one way during machining and another way after unclamping.
For close tolerance thin-wall parts, the RFQ should define:
| 物品 | 为什么它很重要 |
|---|---|
| 壁厚 | Helps evaluate deflection risk |
| Unsupported wall height | Tall thin walls are easier to move |
| Critical surface | Not every wall needs close tolerance |
| 基准参考 | Defines how the wall should be inspected |
| Final condition | Machined, anodized, 镀, 绘, or assembled |
| 检查方法 | CMM, 高度尺, 千分尺, 光学的, or fixture check |
| 数量 | Repeatability matters more in production |
| Assembly function | Explains why the tolerance matters |
Clamping force can also create hidden deformation. A thin wall may bend slightly while the part is held in a vise, 夹具, or clamping system. The cutter may machine the feature correctly while the part is clamped, but after the clamps are released, the wall can spring back and change the final measured shape.
For close tolerance thin-wall features, the supplier may review soft jaws, 真空夹具, temporary support material, staged roughing and finishing, or lighter clamping force during the final pass. This does not mean every thin-wall part needs a special fixture, but flexible features should be reviewed before the tolerance is confirmed.
A tight tolerance on a thin wall is possible in some cases, but it should be reviewed as a process plan, not treated as a normal dimension.
Datum Structure Can Make or Break Close Tolerance Parts
Close tolerance machining is often less about one dimension and more about the relationship between several features.
例如, a bore may be easy to hold in size. But its true position relative to a datum face or another bore may be harder.
A useful close tolerance drawing should show:
- primary datum
- secondary datum
- tertiary datum
- 关键功能 ID
- hole pattern relationship
- flatness or perpendicularity needs
- profile tolerance if needed
- inspection basis
- whether the part is inspected before or after finishing
Clear datums also help connect machining strategy with inspection strategy. This becomes important when the drawing includes true position, 垂直度, 并行性, or profile tolerance.
Even if the datum structure is clear, the machining route still matters. When an end mill enters a tight internal corner or a high-engagement area, cutting force can rise locally and cause small tool deflection. On close tolerance features, the supplier may review toolpath direction, corner feed reduction, 精加工津贴, and datum-based inspection so that the machined feature and the measured feature are controlled from the same functional reference.
This is why close tolerance parts need both drawing review and process review. The datum tells the supplier what relationship must be protected; the machining plan controls how that relationship is produced.
If the datum structure is unclear, the supplier may measure the part differently from how the buyer expects the part to function.
For design and datum planning, 看看我们的 CNC加工设计指南.
Tolerance Stack-Up Can Create Assembly Problems
A single close tolerance feature may pass inspection and still fail in assembly if the surrounding features are not controlled correctly.
这是公差叠加.
It can happen when:
- several loose dimensions add in the same direction
- two parts are inspected from different datum references
- coating thickness is not included
- hole position and hole size are treated separately
- flatness affects assembly but is not controlled
- burrs or edge breaks change the contact condition
- the mating part is not available during supplier review
A close tolerance should protect the assembly relationship, not just the isolated dimension.
For multi-feature assemblies, 回顾我们的 CNC加工公差叠加 guide before applying tight limits everywhere.
Close Tolerance and Surface Finish Are Connected
A dimension can be within tolerance but still perform poorly if the surface condition is wrong.
这对于:
| 特征 | Why Finish Matters |
|---|---|
| Sliding fit | Roughness affects friction and wear |
| 轴承座 | Size and surface quality work together |
| Sealing surface | Flatness and roughness can affect leakage |
| Press-fit area | Surface texture affects insertion force |
| Optical or sensor mount | Tool marks may affect seating or alignment |
| Cosmetic precision part | Tool marks may remain visible |
| Coated part | Pre-finish roughness can affect final appearance |
| Plastic part | Surface pressure can change measured dimensions |
A close tolerance feature may need both dimensional control and surface finish control.
If the part will be anodized, 镀, 钝化的, 抛光的, 喷珠, or painted, the drawing should say whether the tolerance applies before or after finishing.
For finish planning, 看看我们的 CNC 表面处理指南.
Inspection Method Must Match the Feature
A close tolerance is only meaningful if the inspection method can verify it.
Different features may need different tools.
| 特征 | Possible Inspection Method |
|---|---|
| Simple outside diameter | 千分尺 |
| Simple inside diameter | 内径规, 塞规, or pin gauge |
| 孔位 | CMM or fixture-based inspection |
| 平整度 | CMM, surface plate, 高度尺, or optical method |
| 轮廓公差 | CMM or optical inspection |
| 线 | 螺纹量规 |
| 表面粗糙度 | Roughness tester |
| Thin wall | CMM, 光学的, or fixture check depending on access |
| Small slot | Pin gauge, optical inspection, or CMM |
| Assembly interface | Functional gauge or mating-part check |
A CMM is useful for many geometry-related features, but it is not automatically the best inspection tool for every close tolerance.
For report planning and feature checks, 看看我们的 CMM inspection for CNC parts guide.
Shop-Floor Note: Tight Numbers Need Clear Conditions
A close tolerance number without a datum, final condition, and inspection method is not a complete manufacturing requirement.
报价前, the supplier should know:
- which feature is critical
- why it is critical
- what datum controls it
- whether finishing changes it
- how it will be inspected
- whether one sample or the full batch needs checking
- whether the mating part is available
- whether temperature or stabilization matters
This information can reduce avoidable quote revisions, 加工风险, and inspection disputes.
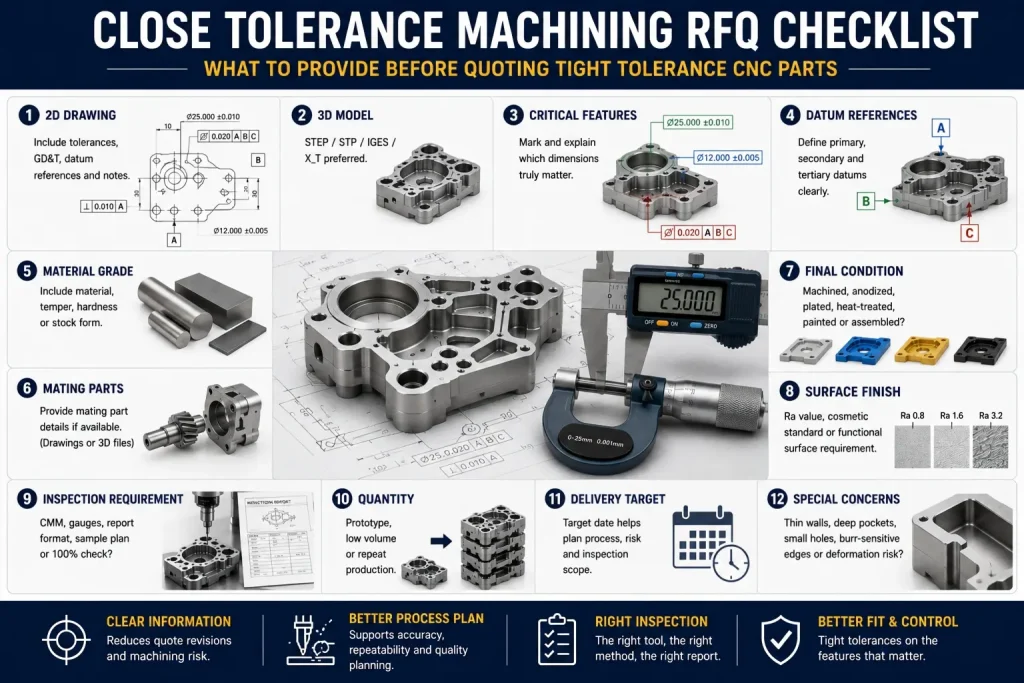
Buyer RFQ Checklist for Close Tolerance Machining
Buyers do not need to write the machining process. But they should provide the information that makes the tolerance review possible.
| 询价项目 | 提供什么 |
|---|---|
| 2D图 | Include tolerances, GD&时间, 基准参考, and notes |
| 3D型 | 步 / STP / IGES / X_T where available |
| 关键特性 | Mark which dimensions truly matter |
| Fit function | 压配合, slip fit, bearing seat, 海豹, 结盟, 滑动, 或组装 |
| 材质等级 | Include temper, 硬度, or stock form if known |
| Mating parts | Provide mating part details if available |
| Final condition | Machined, anodized, 镀, heat-treated, 抛光的, 绘, or assembled |
| 表面光洁度 | Ra value, 化妆品标准, sealing requirement, or functional finish |
| 检验要求 | CMM, 仪表, 报告格式, sample plan, 或者 100% check |
| 数量 | 原型, 低音量, 或重复生产 |
| Delivery target | Helps plan risk, 加工顺序, and inspection scope |
| Special concerns | 薄壁, 财力雄厚, 小孔, 毛刺敏感边缘, 或变形 |
The goal is not to ask for the tightest possible tolerance. The goal is to define which tolerances protect the part function.
Practical Drawing Notes for Close Tolerance Parts
例子 1: Bearing Seat
Bearing seat diameter applies after final machining and before surface treatment unless otherwise stated. Supplier to confirm inspection method before production.
This note defines timing and inspection responsibility.
例子 2: Hole Pattern
Hole pattern position tolerance applies relative to datum A, 乙, 和C. Inspect critical pattern with CMM or agreed fixture method.
This prevents the hole pattern from being measured from the wrong reference.
例子 3: Thin-Wall Housing
Thin wall area shown in red requires supplier review for machining sequence, 夹紧方式, and final inspection after unclamping.
This warns that the wall may move during or after machining.
例子 4: Post-Finish Feature
Critical bore size applies after anodizing. 掩蔽, 加工余量, and post-finish inspection to be reviewed before production.
This avoids confusion between machined size and final delivered size.
例子 5: Mating Part Fit
Supplier to review fit requirement with customer-supplied mating component before confirming production tolerance.
This helps prevent a dimensionally acceptable part from failing in real assembly.
When Not to Request Close Tolerance
Close tolerance machining is not always the best choice.
Avoid unnecessary tight tolerances when:
- the feature is only cosmetic
- the dimension is a clearance envelope
- the mating part has large clearance
- the feature will be removed or changed by finishing
- the wall is flexible and has no defined inspection condition
- the cost increase does not improve assembly
- the inspection method is not defined
- the datum reference is unclear
- the tolerance is copied from another project without review
A looser tolerance on non-critical features can make the part easier to manufacture while keeping the important features protected.
Rapid Efficient Support for Close Tolerance Machining Review
Rapid Efficient can review close tolerance CNC machined parts before quotation and help identify which features need tighter control.
We can review material grade, 关键尺寸, 数据结构, 表面处理, 毛刺风险, 检查方法, 数量, and final delivery condition.
取决于项目, inspection may include dimensional checks, 三坐标检测, 螺纹量规, 针规, surface finish checks, and inspection reports according to the drawing requirement.
For manufacturability and tolerance planning, 看看我们的 CNC加工设计指南 和 precision machining services pages.
将您的 STEP 文件发送给我们, 2D图, 材料等级, 关键特征, 公差注释, 表面光洁度要求, 数量, 及检验需求.
Buyer Questions About Close Tolerance Machining
What is close tolerance machining?
Close tolerance machining means manufacturing selected features within narrow dimensional or geometric limits. It should be used for functional features, not automatically applied to every surface.
Is close tolerance machining the same as precision machining?
Not exactly. Precision machining is a broader term. Close tolerance machining focuses on selected tight dimensional or geometric requirements within a part.
Can every CNC part be made with close tolerance?
福田街道. Feasibility depends on material, 几何学, 工具访问, 夹具稳定性, 表面处理, 检查方法, 数量, 和最终申请.
Should I apply the same tight tolerance to every dimension?
Usually no. Tight tolerances should protect important fits, 日期, 密封面, alignment features, 或功能接口. Non-critical features can often use general tolerances.
Does CMM inspection prove the whole batch is good?
Not by itself. A CMM report proves the inspected features and samples. Batch quality still depends on sample plan, 过程控制, 生产数量, and agreed acceptance requirements.
What should I send for a close tolerance machining RFQ?
Send a 2D drawing, 3D型, 材料等级, 关键特征, 基准参考, 公差要求, final surface condition, 检查需要, 数量, and mating-part details if available.