
结论第一
CMM检测是精密数控加工零件最重要的质量控制方法之一. 它验证是否存在关键尺寸, 平整度, 同心度, 真实位置, 且基准关系符合图纸要求.
对于简单零件, 卡尺和千分尺可能就足够了. 但对于公差严格的组件, 多功能零件, 航空航天支架, 电机外壳, 光学安装座, 和半导体元件, CMM 检测使买家能够更清楚地了解零件在装配中是否真正适合并发挥作用.
快速地, 我们使用 CMM 检测来验证关键尺寸, 确认基准对齐, 降低公差叠加风险, 并在零件发货前提供明确的检验证据.
快速决策表: 买家应在 CMM 报告中检查哪些内容?
| 检查项目 | 为什么它很重要 | 买家应检查 |
|---|---|---|
| 关键尺寸 | 确认关键功能尺寸 | 是重要的钻孔, 插槽, 和测量的安装特征? |
| 基准参考 | 控制零件的对齐方式 | 报告是否遵循图纸基准 A/B/C? |
| 真实位置 | 验证孔和特征位置 | 是否根据正确的基准检查孔图案? |
| 平整度 | 影响密封和安装 | 是否测量配合面, 不仅仅是目视检查? |
| 同心度 | 控制旋转或轴承特征 | 是否检查孔和轴的轴线对准? |
| 并行性 / 垂直度 | 影响装配和运动精度 | 是否相对于基准平面检查功能面? |
| 测量值与公差 | 显示通过/失败条件 | 实际值是否明显低于公差极限? |
| 检查环境 | 影响测量可靠性 | 检查是否在受控条件下进行? |
什么是三坐标检测?
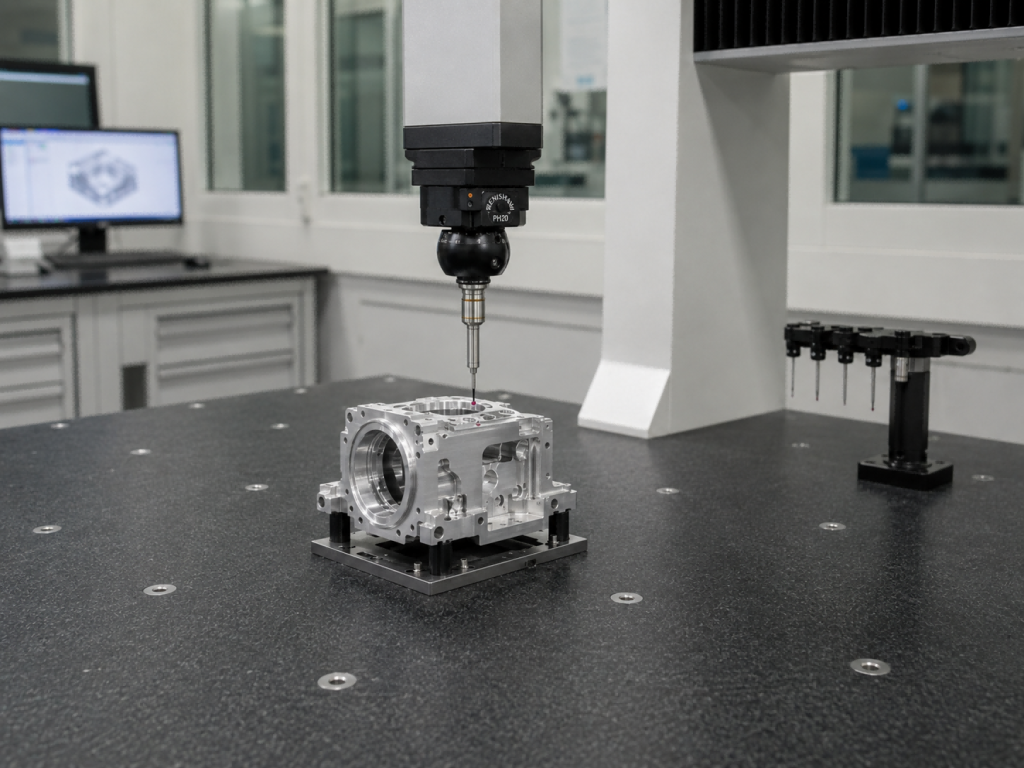
CMM 代表 三坐标测量机. 它是一种精密检测系统,用于测量三维空间中加工零件的几何形状.
CMM 可以检查:
- 长度, 宽度, 和身高
- 孔位
- 孔径
- 平整度
- 并行性
- 垂直度
- 同心度
- 真实位置
- 轮廓公差
- 基准关系
与简单的手动工具不同, 三坐标测量机不仅可以测量孤立的尺寸. 它可以根据图纸中定义的基准结构验证特征之间的相互关系.
当零件具有多个功能表面时,这一点尤其重要, 紧密的孔图案, 轴承孔, 或装配接口.
为什么 CMM 检测对于 CNC 加工零件很重要
在Precision CNC加工中, 零件可能看起来正确,但组装时仍然失败.
例如:
- 孔径可能在公差范围内, 但它的中心线可能会移动.
- 安装面可能看起来很光滑, 但其平整度可能达不到密封要求.
- 孔图案可以单独接受, 但其真实位置相对于基准可能会失败.
- 薄壁零件在加工过程中可能可以正确测量,但在松开后会变形.
这就是 CMM 检测如此重要的原因. 它将零件检查为功能几何形状, 不仅仅是作为单独维度的集合.
对于买家, 良好的 CMM 报告可证明供应商理解图纸, 数据结构, 以及最终组装要求.
卡尺检查与坐标测量机检查
许多 CNC 零件通过了快速卡尺检查,但在装配过程中仍然失败. 原因很简单: 卡尺测量隔离尺寸, 而 CMM 检测可以验证几何形状, 位置, 和基准关系.
| 检验方法 | 它检查什么 | 局限性 |
|---|---|---|
| 卡尺 | 长度, 宽度, 简单直径 | 无法验证真实位置或基准关系 |
| 千分尺 | 高精度简单尺寸 | 仅限于孤立的功能 |
| 高度尺 | 表面高度和基本对齐 | 取决于设置和操作员技能 |
| 三坐标检测 | 3D 几何, GD&时间, 基准关系 | 需要正确的程序和数据设置 |
卡尺可以确认孔径是否正确. 但它不能可靠地证明孔相对于基准A是否处于正确的位置, 乙, 和C.
用于精密数控零件, 这种差异很重要.
CMM报告与基本检验报告
并非每份检查报告都具有相同的可信度.
| 报告类型 | 最适合 | 局限性 |
|---|---|---|
| 基本尺寸报告 | 具有宽松公差的简单零件 | 通常只检查长度, 宽度, 和直径 |
| 卡尺 / 千分尺检查 | 快速车间验证 | 真实位置和 GD 有限&时间 |
| 三坐标检测报告 | GD 精密 CNC 零件&时间 | 需要正确的数据设置和程序控制 |
| 首件检验报告 | 生产批准前的新零件 | 需要更多时间但降低生产风险 |
| 全维度报告 | 关键零部件或受监管行业 | 更高的检验成本和更长的交货时间 |
适用于高价值 CNC 零件, 买家不要只问是否验货. 他们应该问 检查了什么, 它是如何对齐的, 以及哪些功能被视为关键.
买家应审查的关键 CMM 检查项目
1. 关键尺寸
关键尺寸直接影响装配, 表现, 密封, 运动, 或承重功能.
例子包括:
- 轴承内孔直径
- 安装孔位置
- 密封面平整度
- 轴中心距
- 螺纹孔位置
- 精密槽宽
- 基准面高度
CMM报告应清楚地显示检查了哪些尺寸以及测量值是否在公差范围内.
2. 基准参考系
基准参考系是三坐标检测的基础.
如果使用错误的数据测量零件, 报告可能看起来可以接受,但部件在装配中仍然失败.
例如, 如果轴承孔设计为与基准 A 和基准 B 对齐, 但检查是从方便的边缘进行的, 结果可能无法反映真实的功能需求.
对于复杂零件, 买家应确认 CMM 报告遵循图纸基准结构.
有关数据逻辑的更多信息, 看:
CNC加工数据的类型
3. 真实位置
真实位置往往比简单的孔径更重要.
孔的尺寸可能正确, 但如果它偏离了预定位置, 该零件可能无法正确组装.
真实位置检测通常用于:
- 螺栓孔图案
- 定位销孔
- 轴承孔
- 连接器接口
- 光学安装点
- 航空航天支架
- 电机外壳
对于买家, 关键问题是:
报告是否显示特征相对于正确基准的位置?
如果是, 该报告比简单的直径检查有用得多.
4. 平整度
平整度控制表面是否足够平坦.
这对于:
- 密封面
- 安装板
- 散热器接触面
- 光学安装表面
- 夹具底座
- 薄壁外壳
肉眼看来某个部件可能是平坦的, 但微小的表面偏差可能会造成泄漏, 热接触不良, 振动, 或装配间隙.
用于精密零件, 平整度应采用正确的检测方法进行测量, 不能通过视觉来判断.
5. 同心度和同轴度
对于带孔的零件, 轴, 轴承, 或旋转特征, 同心度和同轴度很关键.
如果两个孔未对齐, 大会可能会遭受:
- 轴承磨损
- 振动
- 轴不对中
- 增加摩擦力
- 噪音
- 使用寿命较短
CMM 检查有助于验证这些特征是否共享正确的轴.
这对于电机外壳和精密旋转部件尤其重要.
相关案例研究:
数控电机外壳薄壁同心度案例研究
检查环境: 为什么温度很重要
三坐标测量机检查不仅仅针对机器. 检查环境也会影响测量可靠性.
适用于高精度数控零件, 温度变化可以产生可测量的尺寸变化, 尤其是铝制零件.
工程师注意事项
适用于高精度数控零件, 检查温度事项. 快速地, 关键的 CMM 检测是在受控条件下进行的,因为铝部件会随着温度变化而膨胀.
例如, 一个 100 毫米铝特征可以改变约 0.023 mm,温差10°C, 这已经是 ±0.005 mm 公差目标的数倍.
这就是为什么 CMM 检测不应仅显示测量值. 还应考虑检查环境, 基准设置, 和测量策略.
CMM 检测和公差叠加
CMM 检查对于识别公差叠加风险也很重要.
当基准出现小误差时,会发生公差叠加, 固定装置, 加工偏差, 热漂移, 和检查对齐在多个特征上累积.
CMM报告可以帮助确认最终的特征关系是否仍在可接受的范围内.
例如, 一部分可能有:
- 一个孔稍微移动
- 一侧安装面稍微不平整
- 一孔图案稍微旋转
- 一个基准面轻微扭曲
个别地, 这些可能看起来很小. 但在一起, 它们可能会导致组装失败.
为了更深入的解释, 看:
CNC 加工公差叠加
工程师注意事项: CMM 报告必须与零件功能相匹配
仅当检查设置与零件功能匹配时,CMM 报告才有用.
在我们店里, 我们不将 CMM 检查视为最后的文书工作步骤. 检查前, 我们回顾哪些功能控制装配性能. 用于轴承孔, 密封面, 和定位孔, 基准结构必须与零件的实际使用方式相匹配.
如果 CMM 程序检查了错误的参考面, 该报告可能仍显示绿色“通过”结果, 但零件在组装过程中可能会出现故障. 这就是检验计划必须与 DFM 连接的原因, 夹具, 从一开始就制定加工策略.
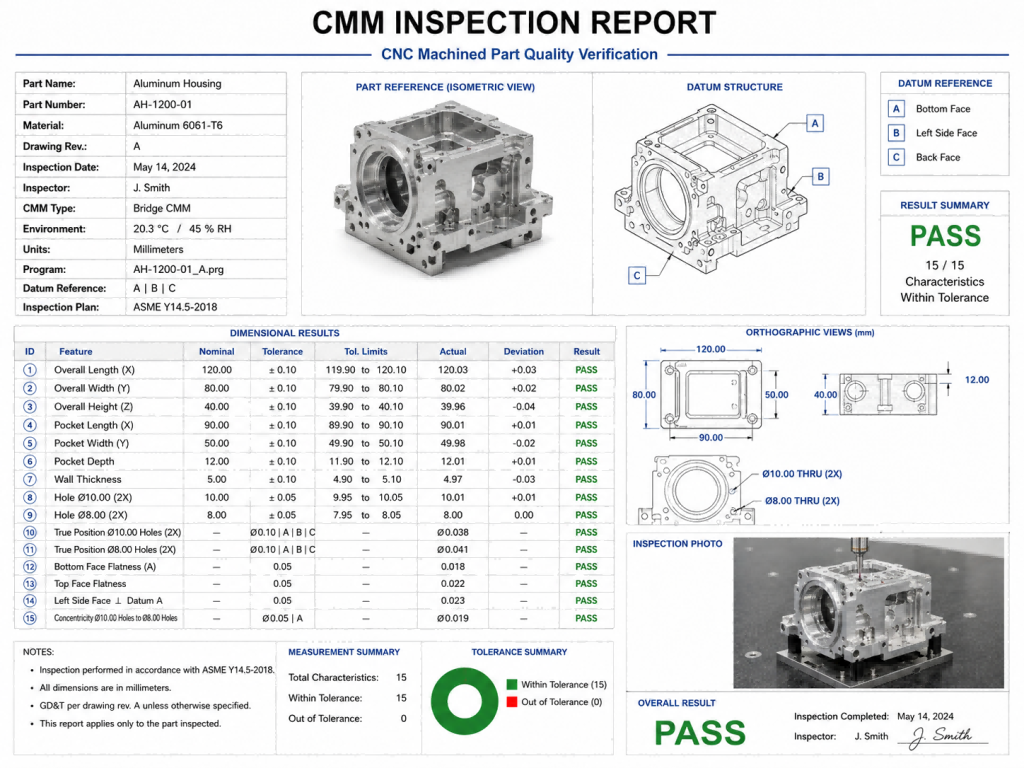
一份好的三坐标检测报告应包括哪些内容
专业的 CMM 检验报告不应包含简单的通过/失败结果.
| 报告部分 | 它应该显示什么 |
|---|---|
| 零件信息 | 零件名称, 图号, 修订, 材料 |
| 检验设备 | 三坐标模型, 探头类型, 校准状态 |
| 基准设置 | 基准 A/B/C 对齐和参考系 |
| 测量特征 | 特征ID, 面值, 宽容, 测量值 |
| GD&T 标注 | 真实位置, 平整度, 同心度, 并行性, 等. |
| 检查结果 | 经过 / 每个关键功能均失败 |
| 检查环境 | 温度或受控检查条件 |
| 检验员信息 | 操作员, 日期, 报告批准 |
对于买家, 最重要的部分不是报告设计. 是测量的项目是否与图纸上的关键功能相符.
买家应避免的常见错误
错误 1: 只检查最终的PASS结果
绿色的“通过”结果看起来不错, 但买家仍应检查检查了哪些功能. 如果仅测量非关键尺寸, 该报告可能不会降低实际风险.
错误 2: 忽略基准对齐
如果报告未显示基准对齐, 可能不清楚零件是否根据绘图意图进行检查.
错误 3: 平等对待所有维度
并非每个维度都具有相同的重要性. 装饰性外部尺寸可能比轴承孔更重要, 密封面, 或定位孔.
错误 4: 不要求首件检验
对于新的精密零件, 首件检验有助于在批量生产前确认加工过程稳定.
错误 5: 混淆测量精度与制造精度
供应商可能有 CMM, 但这并不意味着每个零件都经过精确加工. 机加工工艺, 夹具, 和检查计划必须协同工作.
买家何时应要求 CMM 检查?
当零件包括时,买家应要求 CMM 检验:
- 严格的公差
- GD&技术要求
- 真实位置标注
- 轴承孔
- 密封面
- 薄壁几何形状
- 多种设置
- 航空航天或医疗应用
- 光学对准功能
- 半导体设备零件
- 高成本组装风险
适用于简单的支架或宽松公差零件, 可能不需要全面的 CMM 检查. 但对于高精度数控零件, 它可以防止代价高昂的装配问题.
隐性成本: 为什么跳过 CMM 检查的成本可能会很高
跳过 CMM 检验可降低报价阶段的检验成本, 但以后可能会增加项目总成本.
| 隐性成本 | 为什么会发生这种情况 |
|---|---|
| 装配失败 | 关键功能未经验证 |
| 返工 | 零件需要额外加工或校正 |
| 延迟交货 | 发货后发现缺陷 |
| 报废成本 | 零件无法修复 |
| 供应商纠纷 | 没有明确的检查证据 |
| 批次风险 | 一个错误在多个部分重复出现 |
对于关键的数控加工零件, 检查不仅仅是一个质量步骤. 它是一个风险控制工具.
RapidEfficient 的 CMM 检测
快速地, CMM 检测用于支持尺寸关系很重要的精密 CNC 加工项目.
我们的检查流程侧重于:
- 关键功能验证
- 日期对齐
- 平面度和垂直度检查
- 真实位置检测
- 同心度、同轴度控制
- 新零件的首件检验
- 检验报告供买家审核
对于需要严格公差的项目, 复杂的基准结构, 或±0.005毫米精度, 我们在生产前审查检验策略,以降低制造和装配风险.
相关技术指南
常问问题: CNC 加工零件的 CMM 检测
CNC加工中什么是CMM检测?
CMM 检测使用坐标测量机测量 3D 空间中的零件几何形状. 它用于验证尺寸, GD&时间, 真实位置, 平整度, 同心度, 和基准关系.
为什么 CMM 检测对于 CNC 加工零件很重要?
有助于确认零件是否满足图纸要求和功能装配需求. 这对于紧公差零件尤其重要, 多功能组件, 和带有 GD 的零件&T 标注.
买家应在 CMM 报告中检查哪些内容?
买家应检查关键尺寸, 日期对齐, GD&T 标注, 标称值, 公差, 测量值, 通过/失败结果, 以及报告是否符合绘图意图.
每个 CNC 零件都需要 CMM 检测吗?
福田街道. 具有宽松公差的简单零件可能不需要全面的 CMM 检测. 然而, 具有真实位置的精密零件, 平整度, 同心度, 或关键装配特征应由 CMM 检查.
CMM检测和卡尺检测有什么区别?
卡尺测量简单尺寸,例如长度, 宽度, 和直径. CMM 检测可以测量复杂的几何形状, 特征位置, 基准关系, 和GD&技术要求.
CMM 检测能否防止公差叠加问题?
CMM 检测本身无法防止加工错误, 但它可以检测特征之间的累积误差是否在可接受的范围内. 与良好的基准规划相结合是最有效的, 夹具, and process control.
结论
CMM检测让买家更清楚地了解CNC加工零件是否满足功能要求, 不仅仅是孤立的维度.
用于高精度零件, 最重要的问题不仅仅是“零件是否通过了检验”?” 更好的问题是:
是否根据正确的基准检查了正确的特征?
通过检查关键尺寸, 真实位置, 平整度, 同心度, 日期对齐, 和耐受叠加风险, 买家可以减少组装失败和供应商纠纷.
快速地, 我们结合数控加工, DFM审查, 夹具规划, 和 CMM 检测可帮助客户在零件到达最终组装之前降低尺寸风险.
将您的图纸或 3D 模型发送给我们,以审核您下一个 CNC 加工项目的检验要求.





