
结论第一
CNC加工公差取决于材料, 特征类型, 零件几何形状, 夹具, 切削热, 机器状况, 刀具磨损, 及检验方法. 适用于一般 CNC 加工金属零件, 通用标准公差通常约为 ±0.05–0.13毫米, 取决于供应商, 图纸要求, 和特征复杂度. 对于塑料, 由于热膨胀,公差通常较宽松, 吸湿性, 夹紧变形会影响最终尺寸.
更严格的公差,例如 ±0.01毫米 或者 ±0.005毫米 是可能的, 但不应将它们视为每个 CNC 零件的默认公差. 它们通常仅对于设计时选定的关键功能是现实的, 材料, 夹具, 刀具路径, 机器状况, 及检验方法均支持要求.
此CNC加工公差表是实用的工程参考. 它不能取代图纸审查或 DFM 分析, 但它对设计师有帮助, 买家, 工程师了解不同材料的实际公差水平, 流程, 和特征类型.
此 CNC 加工公差表的含义
公差表不应被视为通用保证. 一些数字,例如 ±0.005毫米 可以通过短的精密孔实现, 一个轴承座, 或受控的交配功能, 但在长的薄壁零件上这可能不现实, 一个大的平坦表面, 或软塑料部件.
实际数控加工中, 耐受能力受以下因素影响:
- 材料稳定性和内部残余应力
- 零件尺寸和外形尺寸
- 壁厚和结构刚度
- 切削热和冷却液的应用
- 刀具偏转和主轴跳动
- 夹具设计和夹紧压力
- 测量和检验方法
- 车间温度和零件稳定性
这就是为什么良好的容差策略不会在所有地方都应用严格的容差. 它仅在功能需要时应用它们.
快速数控加工公差表
下表给出了 CNC 公差规划的实用起点. 它将常见的行业期望与实际加工风险因素结合起来.
| 公差等级 | 公制范围 | 英制范围 | 典型用途 |
|---|---|---|---|
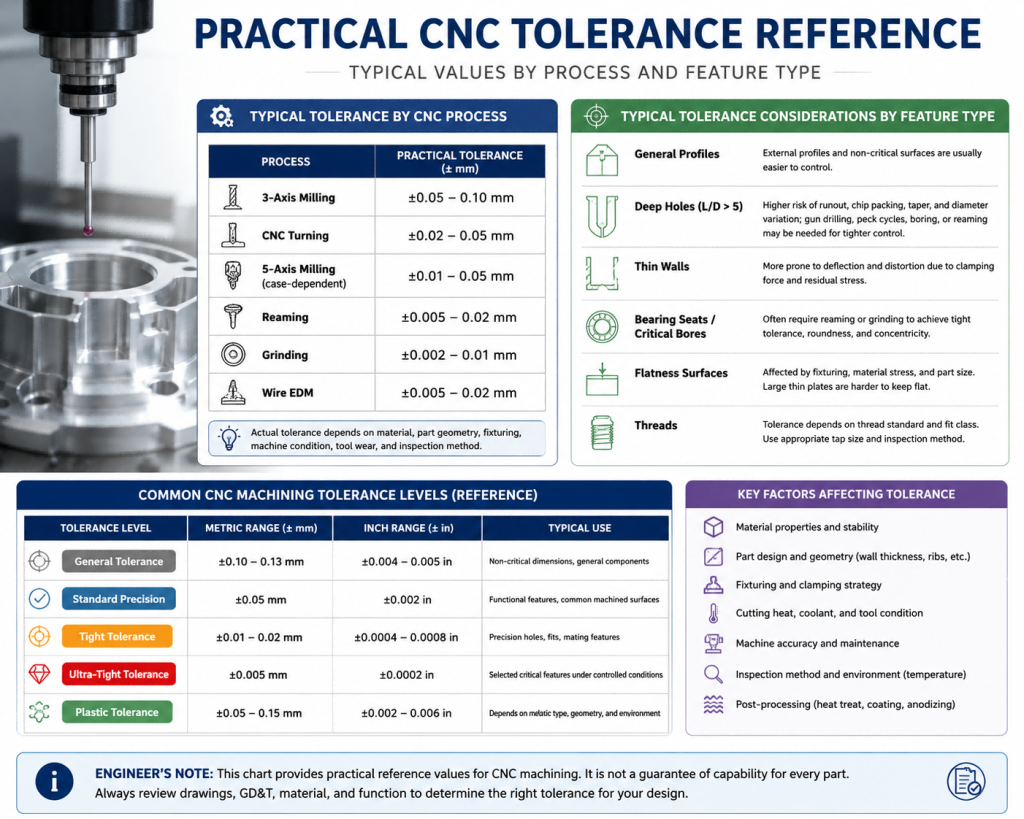
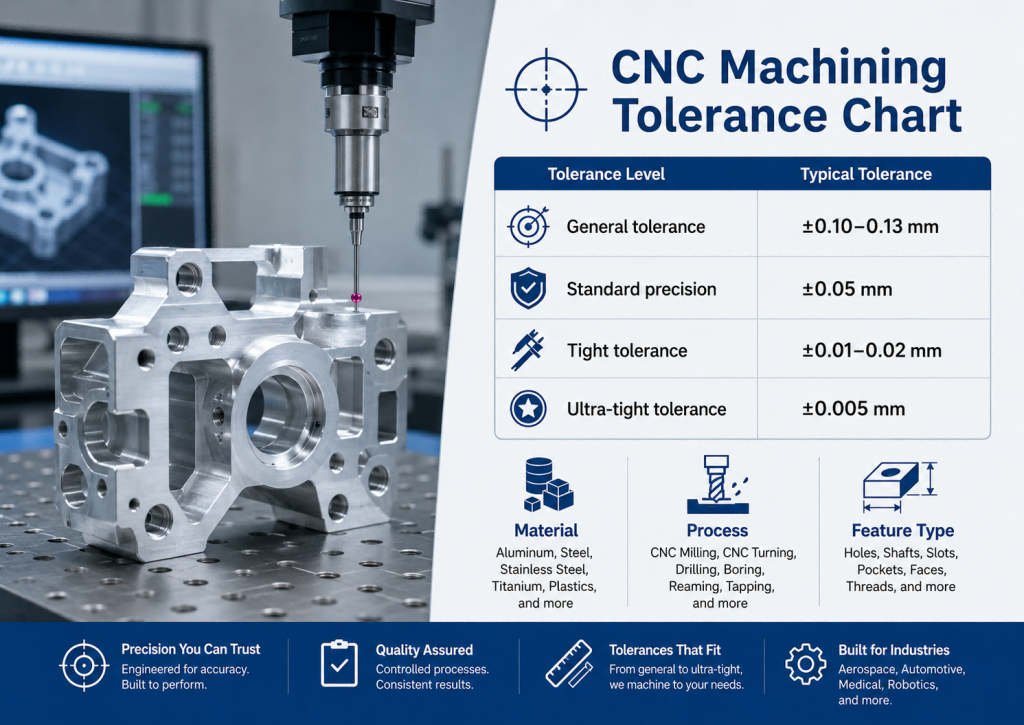
| 一般公差 | ±0.10–0.13 毫米 | ±0.004–0.005 英寸 | 非关键数控金属零件 |
| 标准精度 | ±0.05毫米 | ±0.002 英寸 | 功能特点和常见的加工表面 |
| 严格的公差 | ±0.01–0.02毫米 | ±0.0004–0.0008 英寸 | 轴承座, 精密孔, 交配特征 |
| 超严格的公差 | ±0.005毫米 | ±0.0002 英寸 | 仅选定的关键功能 |
| 塑料CNC公差 | ±0.05–0.15 毫米 | ±0.002–0.006 英寸 | 很大程度上取决于塑料类型和几何形状 |
许多在线制造平台都对待 ±0.005 英寸 作为金属的通用本地 CNC 公差, 而塑料通常需要更宽的公差范围. 一些精密 CNC 服务可以报价更严格的值, 但这些通常取决于 2D 图纸审查, GD&技术要求, 检查方法, 及工程审批.
ISO 2768 一般公差参考
ISO 2768 当各个尺寸没有特定公差标注时,通常用于一般公差. 对于简化绘图很有用, 但不应将其与有保证的 CNC 车间能力相混淆.
| 标称长度范围 | ISO 2768 美好的 | ISO 2768 中等的 |
|---|---|---|
| 0.5–3 毫米 | ±0.05毫米 | ±0.10毫米 |
| 3–6 毫米 | ±0.05毫米 | ±0.10毫米 |
| 6–30 毫米 | ±0.10毫米 | ±0.20毫米 |
| 30–120 毫米 | ±0.15毫米 | ±0.30毫米 |
| 120–400 毫米 | ±0.20毫米 | ±0.50毫米 |
| 400–1000 毫米 | ±0.30毫米 | ±0.80毫米 |
| 1000–2000毫米 | ±0.50毫米 | ±1.20毫米 |
ISO 2768 是尺寸的一般公差参考,没有单独的公差指示. 如果关键功能需要更严格的控制, 应在图纸上明确规定并具有适当的公差, 合身, 或GD&T 标注.
材料的实际公差参考
不同的材料在加工过程中表现不同. 稳定的铝部件和软 PTFE 部件不应以相同的公差期望进行处理, 即使它们是在同一台 CNC 加工中心上生产的.
| 材料 | 实用CNC公差范围 | 严格容忍风险 | 工程笔记 |
|---|---|---|---|
| 6061 铝 | ±0.05–0.10 毫米 | 低的 | 稳定的, 易于加工, 不错的默认选择 |
| 7075 铝 | ±0.05–0.10 毫米 | 中等的 | 强于 6061 但切削应力较高 |
| 5052 铝 | ±0.05–0.10 毫米 | 中等的 | 良好的耐腐蚀性, 强度较低 |
| 不锈钢 | ±0.05–0.10 毫米 | 中等的 | 加工硬化和热量会影响精度 |
| 工具钢 / 淬火钢 | ±0.05–0.10 毫米 | 中到高 | 刀具磨损和热控制问题 |
| 钛 | ±0.05–0.15 毫米 | 高的 | 散热不良和刀具磨损风险 |
| 铬镍铁合金 | ±0.05–0.15 毫米 | 高的 | 加工硬化和耐热性增加成本 |
| 聚甲醛 / 德尔林 | ±0.05–0.10 毫米 | 中等的 | 在塑料中稳定, 适用于精密零件 |
| 窥视 | ±0.02–0.10 毫米 | 中等的 | 稳定但价格昂贵; 过程控制事项 |
| ptfe | ±0.10 毫米或更松 | 高的 | 柔软,夹紧时容易变形 |
| 尼龙 | ±0.10 毫米或更松 | 高的 | 吸湿可以改变最终尺寸 |
这些值应作为实际工程参考, 不作为绝对标准. 实际公差取决于图纸要求, 特征类型, 零件尺寸, 物料批次, 夹具设计, 后处理, 及检验方法.
铝部件的涂层注意事项
对于需要的铝制零件 III型硬质阳极氧化, 公差规划必须考虑涂层厚度和精加工后的尺寸变化. 硬质阳极氧化层可达周围 25–50微米 取决于规格和工艺, 并且只有部分厚度从原始表面向外生长.
轴承座, 滑动配合, 螺纹特征, 密封面, 和压接区域可能需要加工偏置, 掩蔽, 精加工后铰孔, 或图纸上的透明涂层余量.
这对于 6061 和 7075 阳极氧化后测量最终功能配合的铝部件, 不在完成之前.
按特征类型划分的公差
公差标注应按特征类型进行评估. 有些功能自然更容易控制, 而其他人则对工具偏转敏感, 排屑, 夹紧, 或释放压力.
| 特征类型 | 典型难度 | 为什么它很重要 |
|---|---|---|
| 外部轮廓 | 更轻松 | 良好的工具通道和易于检查 |
| 简单的孔 | 中等的 | 钻头跳动和刀具磨损影响尺寸 |
| 铰孔 | 更容易控制 | 铰孔提高直径一致性 |
| 深孔 | 更难 | 深孔 L/D > 5 增加跳动, 芯片封装, 锥度, 和直径变化风险. 枪钻, 啄循环, 无聊的, 或者可能需要铰孔以实现更严格的控制. |
| 薄壁 | 更难 | 夹紧和残余应力导致移动 |
| 轴承座 | 更难 | 圆度, 同心度, 和适合很重要 |
| 表面平整度 | 更难 | 夹具和材料应力影响平整度 |
| 螺纹孔 | 中等的 | 螺纹深度和配合等级很重要 |
| 长轴 | 更难 | 偏转和热增长影响精度 |
| 大盘子 | 更难 | 材料去除后平面度可能会发生变化 |
用于紧密装配, 特征公差也应与 CNC加工公差叠加. 单一维度可能看起来可以接受, 但几个小偏差会累积并导致组装失败.
CNC 加工公差
不同的数控操作会产生不同的耐受风险. 铣削, 转动, 无聊的, 旋转, 和研磨不应被视为相同的过程.
| 数控加工 | 实际公差期望 | 笔记 |
|---|---|---|
| 数控铣削 | ±0.05–0.10 毫米 | 适用于一般棱柱形零件 |
| 数控车削 | ±0.02–0.05毫米 | 适用于圆形零件和轴 |
| 精密镗孔 | ±0.01–0.02毫米 | 适用于轴承座和精确的孔 |
| 铰孔 | ±0.005–0.02 毫米 | 适合控制孔径 |
| 研磨 | ±0.002–0.01毫米 | 用于非常紧密的表面和硬化零件 |
| 线切割 | ±0.005–0.02 毫米 | 适用于硬质材料和精密型材 |
| 5-轴加工 | 视情况而定 | 减少设置,但仍然取决于夹具和检查 |
该过程本身并不保证公差. 例如, 5-轴加工可以减少设置误差并改善对复杂特征的访问, 但墙很薄, 长刀具到达范围, 夹紧不稳定, 糟糕的基准策略仍然会产生尺寸问题.
当 ±0.005 mm 是现实的时候
一个 ±0.005毫米公差 不是每个 CNC 零件的正常默认公差. 仅当设计时选定的关键功能才是现实的, 材料, 夹具, 刀具路径, 机器状况, 和检验方法都支持该要求.
实践, ±0.005 mm 更真实:
- 短精密孔
- 铰孔或精密镗孔特征
- 轴承座
- 精确对准定位销孔
- 具有刚性结构的受控配合面
- 小的, 对称的高价值功能特征
- 在稳定温度条件下测量的部件
温度控制系数
对于超紧公差,例如 ±0.005毫米, 温度控制变得至关重要. 铝膨胀约 23 温度每升高 1°C,每米增加 µm, 因此,即使加工和检查之间很小的温差也会影响最终测量.
关键尺寸应在稳定的温度条件下完成和验证, 通常围绕 20℃ 当需要高精度检测时.
保持 ±0.005 mm 的宽度要困难得多:
- 长零件
- 薄壁部件
- 软塑料
- 财力雄厚
- 应力敏感的几何形状
- 大平面度
- 基准定义较差的特征
对于关键尺寸, 图纸应清楚地标识真正需要严格控制的功能特征. 这使得加工过程和检查计划能够集中在正确的区域.
为什么严格的公差变得昂贵
严格的公差不仅仅是图纸上的数字. 它改变了整个制造过程.
可能需要更严格的公差:
- 较慢的切削速度
- 附加半精加工道次
- 定制精密夹具
- 专用夹具
- 机加工后应力消除
- 热稳定期
- 持续监测刀具磨损
- 更频繁地更换工具
- 三坐标检测报告
- 更多报废风险
- 更长的交货时间
例如, 改变一般尺寸 ±0.10毫米 到 ±0.01毫米 可能需要更稳定的夹具, 更好的工具控制, 和附加检查. 再次更改为 ±0.005毫米 可能需要完整的过程验证和受控的测量条件.
这就是为什么过度公差会增加成本而不改善零件的功能.
过度宽容的隐性成本
超差是增加数控加工成本的最常见方法之一. 一张适用的图 ±0.01毫米 每个功能看起来都很精确, 但大多数零件只需要功能区域的严格公差.
严格公差增加:
- 加工时间
- 检验费用
- 夹具复杂性
- 刀具磨损
- 报废风险
- 供应商审核时间
- 报价不确定性
更好的策略是仅对关键功能应用严格的公差,例如:
- 轴承座
- 密封面
- 对准孔
- 压接特性
- 配合接口
- 基准相关曲面
- 影响装配功能的特征
对于非关键外部型材, 装饰表面, 或间隙特征, 更宽松的公差通常更具成本效益.
适用于薄壁或变形敏感零件, 审查 CNC加工时如何减少变形 在锁定图纸上的最终公差要求之前.
材料移动和变形风险
许多公差问题不仅仅是由机器精度引起的. 它们是由物质运动引起的.
常见原因包括:
- 粗加工后内应力释放
- 材料去除不均匀
- 过夹紧
- 薄壁振动
- 热膨胀
- 工具压力
- 基准选择不良
- 加工后过早测量零件
这就是为什么薄壁零件, 塑料, 钛, 不锈钢, 与简单的铝块相比,铬镍铁合金通常需要更仔细的工艺规划.
机器状况和刀具磨损也会影响最终精度. 更广泛的解释, 请参阅我们的指南 CNC加工精度影响因素.
检查方法事项
只有能够可靠地测量容差才有意义.
对于简单的功能, 卡尺或千分尺可能就足够了. 对于复杂的几何形状, 紧GD&时间, 真实位置, 平整度, 圆度, 或同心度, 通常需要 CMM.
| 检验方法 | 最适合 | 局限性 |
|---|---|---|
| 卡尺 | 一般外形尺寸 | 不适合严格公差 |
| 千分尺 | 轴, 厚度, 小型精密特征 | 有限的几何访问 |
| 内径规 | 孔径和圆度检查 | 需要设置和主参考 |
| 高度尺 | 台阶高度和简单基准 | 不太适合复杂的 3D 几何形状 |
| 三坐标检测 | GD&时间, 真实位置, 平整度, 复杂零件 | 更长的检查设置时间 |
| 光学测量 | 小特征和非接触式检查 | 取决于表面反射率和照明 |
对于关键的 CNC 零件, 买家应询问供应商如何验证尺寸, 不仅仅是机器能否切割. 专业的 CNC 加工零件的 CMM 检测 对于高精度航空航天尤为重要, 汽车, 医疗的, 和自动化组件.
塑料 CNC 公差注意事项
塑料 CNC 零件通常需要与金属不同的公差策略. 许多塑料具有较高的热膨胀性, 较低的刚度, 或湿度敏感性.
例如:
- 聚甲醛 / 德尔林 相对稳定,适用于许多精密塑料部件.
- 窥视 提供更好的尺寸稳定性和耐热性,但价格昂贵.
- ptfe 较软,在夹紧压力下会变形.
- 尼龙 可以吸收水分, 加工后可能会改变尺寸.
为了更广泛的比较, 请参阅我们的指南 最适合 CNC 加工的塑料. 如果您正在选择高性能塑料, 我们的 CNC 加工用 PEEK 与 POM 指南解释了一般精密塑料和优质工程塑料之间的区别.
工程师注意事项
在我们店里, 加工前开始公差审查. 我们不会平等对待每个维度. 第一的, 我们确定哪些特征控制拟合, 密封, 结盟, 旋转, 或组装. 然后我们评估该材料是否, 几何学, 夹具, 和检验方法可以支持所要求的公差.
例如, 一个 ±0.005毫米轴承座 如果功能很短,则可能是现实的, 死板的, 正确固定, 并在热稳定后进行检查. 但长薄壁铝制外壳或 PTFE 部件的相同公差可能不切实际或不必要.
良好的公差控制并不是承诺最小的数量. 这是关于将正确的公差应用于正确的特征.
实用公差选择指南
设置 CNC 公差时使用这个简单的逻辑:
- 使用 ±0.10毫米 对于非关键的一般尺寸.
- 使用 ±0.05毫米 适用于常见功能性 CNC 金属特征.
- 使用 ±0.01–0.02毫米 用于精密孔, 适合, 和交配特征.
- 使用 ±0.005毫米 仅适用于 DFM 审核后选定的关键功能.
- 对塑料使用较宽松的公差,除非材料和几何形状支持严格控制.
- 避免对每个尺寸应用严格的公差.
- 添加 GD 之前明确定义关键数据&时间.
- 将公差要求与检验方法相匹配.
如果公差影响装配, 密封, 旋转, 滑动, 或轴承配合, 它值得更严格的控制. 如果不影响功能的话, 过度收紧可能只会增加成本.
常问问题: CNC加工公差表
CNC加工的标准公差是多少?
对于许多 CNC 加工的金属零件, 通用标准公差约为 ±0.05–0.13毫米, 取决于供应商, 材料, 特征类型, 几何学, 及图纸要求.
CNC加工能否保持±0.005毫米?
是的, CNC加工可容纳 ±0.005毫米 关于选定的关键功能, 但它需要受控加工, 稳定的夹具, 合适的材料, 工具状态控制, 和温度稳定检查. 不应该盲目地应用于每个功能.
CNC加工中±0.01毫米是可能的?
是的, ±0.01毫米 对于某些 CNC 功能是可能的, 特别短的精密孔, 轴承座, 和受控的配合面. 长的, 薄的, 柔软的, 或应力敏感的部分更困难.
铝 CNC 零件应该使用什么公差?
适用于许多铝制 CNC 零件, ±0.05毫米 是功能特性的实用起点. 根据几何形状,可能有更严格的公差, 夹紧, 刀具路径, 及后处理涂层要求.
塑料 CNC 零件应该使用什么公差?
由于热膨胀,塑料 CNC 零件通常需要比金属零件更宽松的公差, 吸湿性, 和夹紧变形. POM 和 PEEK 通常比 PTFE 或尼龙更稳定.
为什么紧公差会增加 CNC 加工成本?
严格的公差增加了加工时间, 工具控制要求, 夹具复杂性, 检查费用, 和报废风险. 它应该只应用于真正需要它的功能特性.
是ISO 2768 与CNC加工能力相同?
福田街道. ISO 2768 是没有单独公差标注的工程图的通用公差参考. 它不会自动定义每个 CNC 车间对每种材料和功能的保证.
结论
CNC加工公差表仅在与工程判断一起使用时才有用. 一般 CNC 金属零件可能使用的公差约为 ±0.05–0.13毫米, 虽然精度特征可能需要 ±0.01–0.02毫米. 超严格的公差,例如 ±0.005毫米 是可能的, 但仅适用于受控条件下选定的关键功能.
正确的公差取决于材料, 特征类型, 几何学, 夹具, 切削热, 工具状况, 后处理, 及检验方法. 而不是到处应用严格的公差, 更好的方法是确定哪些特征真正影响功能并在重要的地方应用精度.
快速地, 我们帮助客户审阅图纸, 识别耐受风险, 并在生产前选择实用的加工和检测策略. 将您的 2D 图纸或 3D 模型发送给我们, 我们的工程师可以帮助评估您的公差要求是否现实, 性价比高, 并可投入生产.





