
铜并不难加工,因为它很硬. It is difficult because it is 柔软的, 延展性的, 黏, and highly sensitive to surface handling.
For CNC machined copper parts, the biggest risks are usually not only dimensional accuracy. They are 积屑瘤, 毛刺形成, 表面划痕, 氧化, 螺纹质量, and post-machining handling. A copper part can meet the drawing size but still fail customer inspection if the surface is stained, the edges are over-deburred, or the conductive contact area is damaged.
That is why copper CNC machining should be reviewed as a complete process: material grade → tooling → cutting parameters → burr control → surface protection → inspection → packaging.
Why Copper Behaves Differently During CNC Machining
Copper has excellent electrical and thermal conductivity, which makes it valuable for connectors, busbars, heat transfer parts, electrodes, 终端, RF components, and precision conductive hardware.
But those same properties create machining problems.
Pure copper and high-conductivity copper alloys tend to be gummy 切割过程中. Instead of breaking into clean chips like some steels or brasses, copper can smear, 拖, and stick to the cutting edge. If the tool is not sharp enough, the material may push away before cutting, creating burrs, 尺寸漂移, and poor thread quality.
To suppress this gumminess, machine operators cannot rely on standard tool parameters. Success requires high-rake carbide tooling with mechanically polished flutes to lower friction, paired with aggressive chip evacuation and suitable coolant pressure to force ductile chips out of the cutting zone before they weld to the edge.
A copper part should never be treated like a generic metal block. It needs a process designed around copper’s material behavior.
Copper Grade Matters Before Tooling Starts
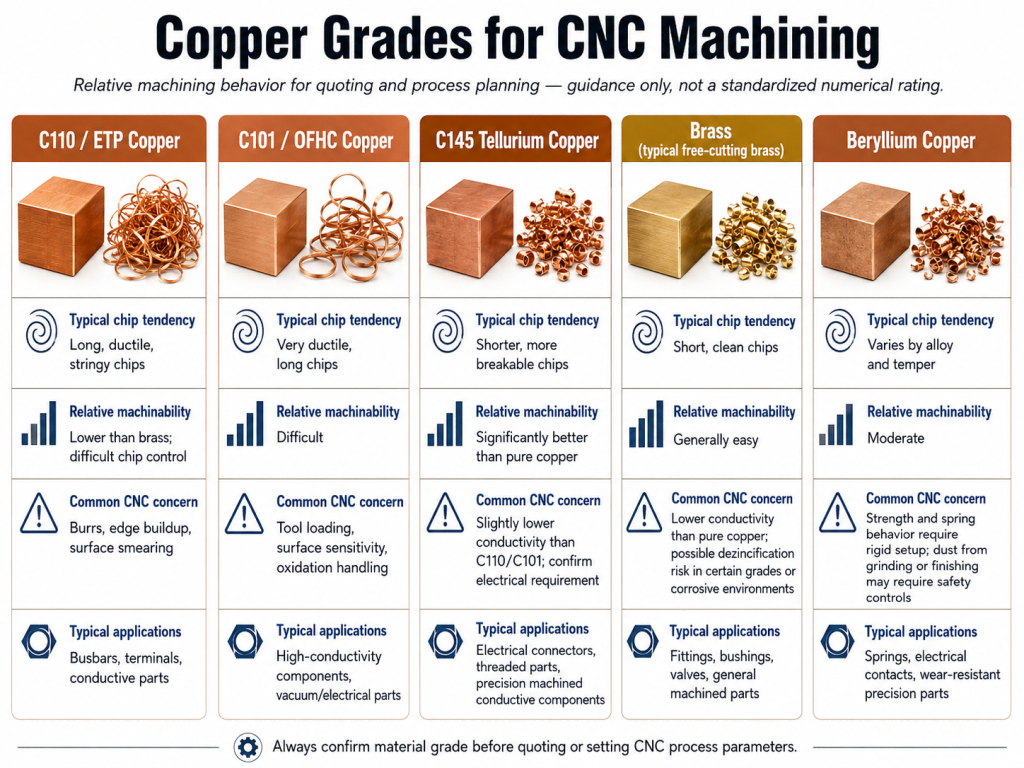
Different copper grades machine very differently. Before quoting or programming, the exact material grade should be confirmed.
| Copper Material | Machining Behavior | Common CNC Risk |
|---|---|---|
| C110 / ETP铜 | High conductivity, soft and sticky | 毛刺, tool loading, 表面划痕 |
| C101 / OFHC 铜 | Very high purity and conductivity | Surface handling, smearing, oxidation sensitivity |
| C145碲铜 | Better machinability than pure copper | Usually easier threading and chip breaking, but conductivity/application must be confirmed |
| Beryllium Copper | Stronger, spring-like behavior | 安全, 热处理, supplier control |
| 黄铜 | Easier to machine than pure copper | Different conductivity and corrosion behavior |
For many electrical or thermal applications, buyers ask for copper because they need conductivity. But from a machining point of view, pure copper is much less forgiving than brass.
If the drawing only says “copper,” that is not enough for a reliable CNC quote. The material grade should be clarified before production.
Tooling Choices: Sharpness Matters More Than Force
Copper does not respond well to dull tools. A slightly worn tool may still cut aluminum, but in copper it can start to rub, smear, and build material on the edge.
For copper CNC machining, the tool should shear the material cleanly instead of pushing it. 锋利的硬质合金工具, polished flutes, suitable rake geometry, and stable chip evacuation are more important than simply increasing cutting force.
For milled copper parts, toolpath stability matters. Sudden direction changes, 排屑不良, or unstable clamping can create surface marks and burr-heavy edges.
For turned copper parts, inserts with the wrong geometry can leave tearing, poor finish, or built-up material near shoulders and grooves.
The Burr Problem in Copper Parts
Copper burrs are different from brittle-material burrs. They can be soft, folded, smeared, and difficult to remove cleanly.
This becomes a serious issue around 小孔, cross holes, 薄边, 插槽, thread starts, 接触面, electrical mating areas, and precision sealing surfaces.
A heavy burr may be obvious. But a rolled edge 或者 smeared burr can be harder to detect because it blends into the soft copper surface.
For copper parts, deburring should be controlled, not simply “cleaned up by hand.” Over-deburring can round critical edges, damage contact surfaces, or change small features.
Shop-Floor Troubleshooting Guide
| Symptom during assembly | Root cause under the tool edge |
| Precision bores become tight after cooling | Sluggish feed rates and rubbing generate excessive friction heat. The bore is cut while thermally expanded, then shrinks after cooling. |
| Stripped threads during torque verification | Gummy material flow caused by blunt tap entry or poor chip evacuation creates incomplete thread crest formation. |
| Copper edges look folded instead of cleanly broken | The tool is pushing and smearing the ductile material instead of shearing it cleanly. |
| Contact surface loses flatness after deburring | Manual deburring pressure rounds the edge or drags material across the conductive surface. |
| Small drilled holes show raised lips | Drill wear, low chip evacuation, or too much rubbing at breakthrough creates rolled burrs. |
| Thread gauge passes before finishing but fails after cleaning | Burrs or smeared material inside the thread were loosened during cleaning and shifted into the thread path. |
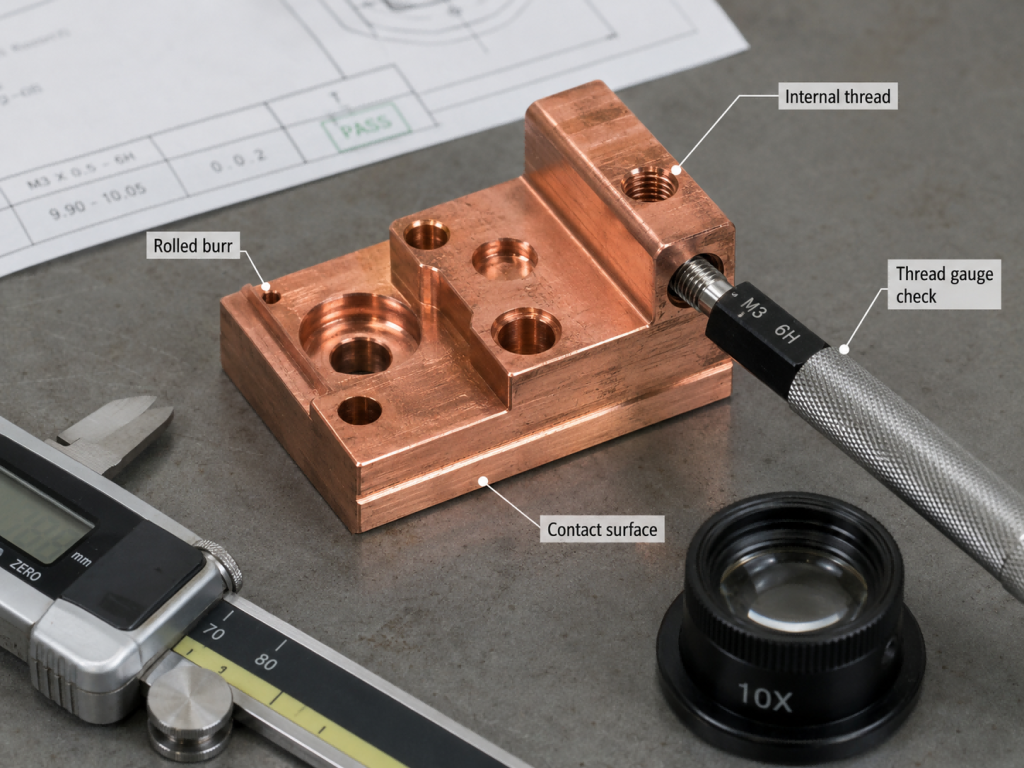
This is why copper inspection should include not only dimensional checks, but also 边缘条件, thread entry, contact surface quality, and post-cleaning verification.
A Practical Note on Copper Threads
Copper internal threads need more attention than many buyers expect.
Copper’s softness can make threads easy to form, but also easy to damage. Tapped holes may show burrs at the thread start, 排屑不良, or thread deformation if the tool is worn.
For precision copper parts, the supplier should confirm:
- Thread size and depth
- Blind hole or through hole
- Thread gauge requirement
- Whether the thread is functional or only for light assembly
- Whether surface treatment will happen after threading
- Whether burrs are acceptable near the entry edge
For drawings with many M3 or smaller blind-hole threads in C110 or C101 copper, tapping risk can become very high. If conductivity requirements allow it, changing the material to C145 tellurium copper can be a practical design-for-manufacturing improvement. Tellurium helps the chips break more cleanly, changing the cutting behavior from long, sticky ribbons into shorter, more manageable chips. 实际生产中, this can reduce broken taps, thread rework, and machining cost significantly.
If the thread is used for repeated assembly, high torque, or electrical grounding, the design should be reviewed before production. A thread can look acceptable visually but still fail a go/no-go gauge.
Surface Finish Is Not Just Appearance
Copper surfaces are easy to scratch, stain, and fingerprint. This matters because many copper parts are used for electrical, 热的, or sealing functions.
例如:
- A scratched contact surface may affect electrical contact stability.
- Oxidized copper may create appearance concerns or conductivity questions.
- Aggressive polishing may change flatness.
- Manual deburring may round important edges.
- Poor packaging may create surface marks during shipping.
Surface requirements should be discussed before machining, not after the part is finished.
If the drawing requires a controlled roughness value such as 拉 0.8 或者 拉 1.6, 加工策略, 工具状况, and handling method should all be planned together. For non-ferrous surfaces where tooling, 毛刺控制, and finishing method can change the final texture, 回顾我们的全面 表面光洁度指南 to understand how machined surfaces behave under different cutting and finishing conditions.
Copper Oxidation After Machining
Freshly machined copper can darken or stain after exposure to air, 湿度, 指纹, or certain cleaning residues. This is normal copper behavior, but it can still create customer complaints if expectations are not clear.
Copper oxidation risk increases when:
- Parts are handled without gloves
- Cutting fluid residue remains on the surface
- Parts are not dried properly after cleaning
- Packaging traps moisture
- Parts are stored for a long time before assembly
- The application requires bright copper appearance
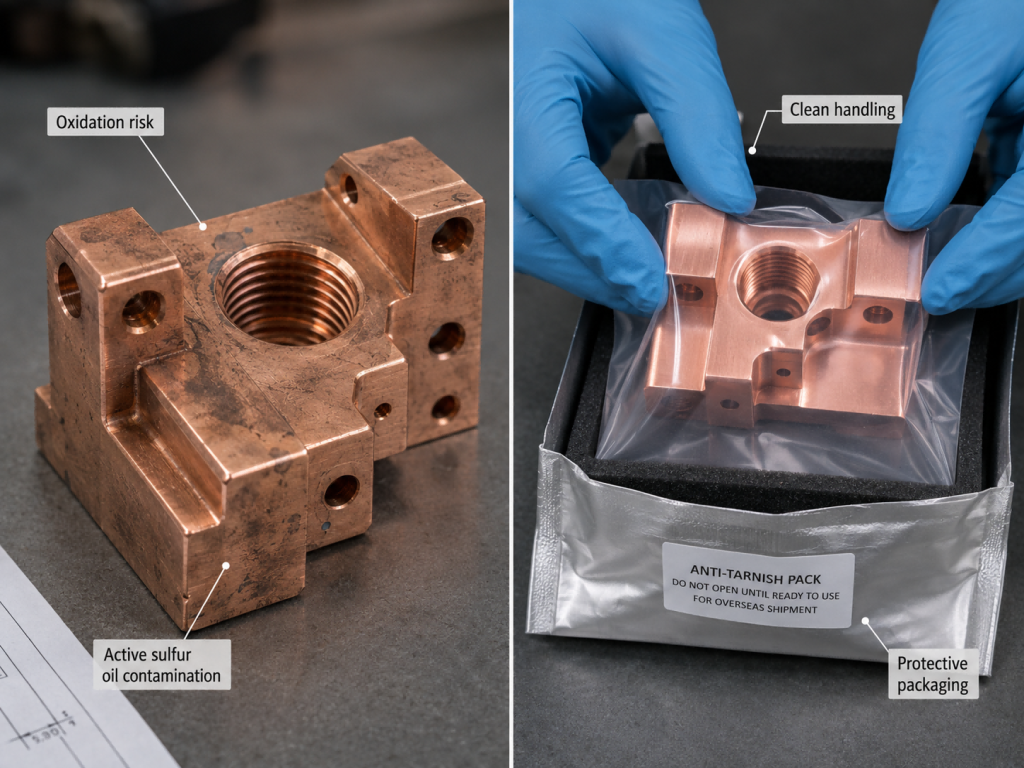
But there is one shop-floor trap that is often missed: active sulfur EP oils can turn copper black within hours.
Some workshops machine steel parts and then machine copper parts on the same equipment without changing or isolating the cutting fluid. If the oil contains active sulfur extreme-pressure additives, the sulfur can react strongly with pure copper. The result may be a dark brown or black chemical stain that cannot be removed by normal wiping or simple cleaning.
For copper parts, the coolant or cutting oil should be checked before machining. 在很多情况下, shops use copper-compatible water-soluble synthetic fluids, low-staining lubricants, or fluids with inactive sulfur chemistry where appropriate. The key point is simple: the cutting fluid must be compatible with copper, not just with steel.
If copper appearance or surface stability matters, the finishing route may include cleaning, 抗氧化保护, 电镀, benzotriazole-based protection, or controlled packaging. While stainless parts rely on chemical treatment to rebuild a chromium-rich passive layer, as outlined in our breakdown of what stainless steel passivation is, copper usually needs a different strategy: liquid inhibitors such as Benzotriazole, dry handling, and physical barrier packaging.
For more details on copper staining and post-machining protection, 请参阅我们的指南 how to deal with surface oxidation of copper parts.
Inspection Points for CNC Machined Copper Parts
Copper inspection should not only focus on size. Dimensional accuracy matters, but copper parts often fail because of surface and edge conditions.
发货前, copper parts should be checked for:
- Critical dimensions and tolerances
- Hole size and position
- Thread gauge results
- Burrs around holes and edges
- Scratches on contact surfaces
- Oxidation or discoloration
- Flatness of mating surfaces
- Cleaning residue
- Packaging protection
For tight-tolerance copper parts, the inspection method should match the feature. A caliper may be enough for simple outer dimensions, but precision holes, 真实位置, 平整度, and critical mating features may require CMM inspection or dedicated gauges.
If a copper part has multiple mating features, tolerance accumulation should be reviewed early. 我们的 CNC加工公差表 explains how feature type, 物质行为, 工艺路线, and inspection method affect realistic tolerance expectations.
Copper CNC Machining vs Brass Machining
Copper and brass are often grouped together, but they should not be treated as the same material.
Brass is usually easier to machine because it breaks chips more cleanly and is less gummy than pure copper. Copper is usually selected when electrical or thermal conductivity is more important.
| 因素 | 铜 | 黄铜 |
| 电导率 | 更高 | Lower than pure copper |
| 机械加工性 | More difficult | Generally easier |
| Burr tendency | 更高 | 降低 |
| Surface sensitivity | 更高 | 缓和 |
| Common use | Conductive parts, heat transfer, electrical contacts | Fittings, 衬套, decorative and mechanical parts |
| Cost and handling | Needs more care | Usually more forgiving |
If the part does not require high conductivity, brass may be easier and more cost-effective. If conductivity is the key requirement, copper is usually the better choice, but the machining and finishing risks must be controlled.
Before Sending an RFQ for Copper CNC Parts
A good copper CNC quote needs more than a 3D model. The supplier should understand the function of the part.
发送询价之前, 准备:
- 2D drawing with tolerances
- 3D CAD文件
- 精确的铜牌号
- 数量
- 表面光洁度要求
- Critical contact surfaces
- Thread and hole requirements
- Conductivity requirement, if applicable
- Plating or anti-oxidation requirement
- 包装要求
- Inspection report requirement
If the part is used for electrical contact, heat transfer, 密封, grounding, or repeated assembly, mention that during quotation. These details affect tooling, 检查, 精加工, and packaging decisions.
What Can Go Wrong If Copper Is Treated Like Aluminum?
Copper is sometimes underestimated because it is soft. But softness does not mean easy production.
If copper is machined with the wrong process, common failures include:
- Heavy burrs around holes
- Smeared edges
- 螺纹质量差
- 表面划痕
- Oxidation after shipment
- Contact surface damage
- Dimensional drift from tool pressure
- Rework during final inspection
The real cost is not only machining time. It is the time spent fixing burrs, 抛光表面, cleaning stains, rechecking threads, and explaining cosmetic issues to the customer.
For copper parts, stable production depends on controlling both the cut and everything that happens after the cut.
最后的收获
Copper CNC machining requires more than standard milling or turning. Because copper is 柔软的, 延展性的, conductive, and surface-sensitive, the process must control tool sharpness, 毛刺形成, 氧化, 螺纹质量, surface handling, 检查, 和包装.
For precision copper parts, the best results come from reviewing the drawing before machining and identifying which surfaces are functional, 化妆品, conductive, or tolerance-critical.
快速高效, 我们的 质量保证流程 可以包括图纸审查, 材料验证, 尺寸检验, thread gauge checks, 表面检查, and packaging review before shipment. If your copper parts require tight tolerances, clean conductive surfaces, 电镀, oxidation control, or inspection reports, 你可以上传你的STEP, PDF, 或通过我们的 2D 绘图 联系门户 用于报价前的工程审查.





