
结论第一
当基准出现小误差时,CNC 加工公差就会叠加, 固定装置, 锁模力, 刀具磨损, 热膨胀, 和检查方法在多个功能或设置中累积.
A single tight-tolerance feature may be achievable under suitable machining and inspection conditions. 但如果数据策略较弱, 夹具不稳定, 或者检查方法与绘图意图不符, small deviations can combine into assembly failure.
用于精密数控零件, 公差叠加不仅仅是一个绘图问题. 这是一个制造控制问题. 降低风险, 工程师必须调整设计数据, 加工基准, 夹具策略, 刀具路径, 以及生产开始前的检验方法.
快速高效, tolerance stack-up is reviewed through datum planning, 夹具策略, rough-rest-finish machining, and inspection planning for critical dimensions when the project requires tighter control.
快速决策表: 公差叠加开始的地方
| 堆叠源 | 它是如何产生错误的 | 实用控制方法 |
|---|---|---|
| 弱基准选择 | Features are measured from a reference that does not match the functional datum | 使用功能基准并验证基准的重复性 |
| 夹具移动 | Part position changes between roughing, 精加工, or repeated setups | 使用自定义夹具, 软颚, 或真空夹具 |
| 夹紧变形 | 薄壁在压力下弯曲 | 减少夹紧力并使用平衡支撑 |
| 热膨胀 | 切割过程中热量会改变零件尺寸 | 控制冷却液, 刀具路径, 和切割顺序 |
| 刀具磨损 | 特征尺寸在生产过程中逐渐漂移 | 监控刀具寿命并检查关键特征 |
| 多种设置 | 每个设置都会增加对齐误差 | Use common datums, probing, 定位销, 和三坐标验证 |
| 检查不匹配 | Inspection reference does not match the drawing datum structure | 使 CMM 检测与 GD 保持一致&T 基准结构 |
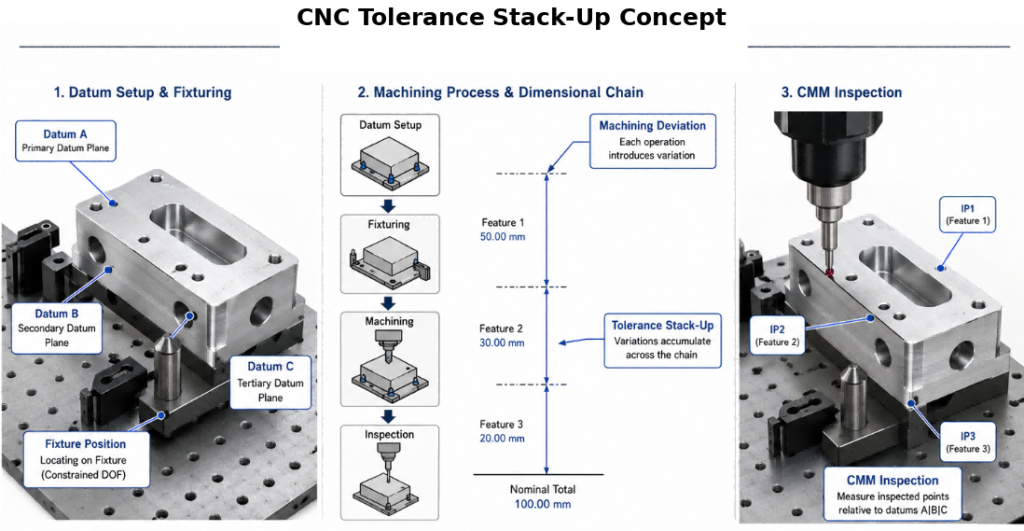
什么是 CNC 加工中的公差叠加?
公差叠加是零件上小尺寸变化的累积, 集会, 或机械加工过程.
在数控加工中, 每个特征可能看起来都在公差范围内. 但是当多个功能相互依赖时, 组合误差可能超出功能要求.
例如, 住房可能有:
- 轴承孔公差为±0.005 mm
- 螺栓孔位置公差±0.02mm
- 密封面平面度要求 0.01 毫米
- 两个加工特征之间的同心度要求
每个公差在图纸上看起来都可以管理. 但如果数据不稳定, 夹具发生变化, 或者粗加工后零件变形, 即使几个单独的尺寸看起来可以接受,最终的组装也可能会失败.
如果仅在最终检查期间发现公差叠加, 已经太晚了. 那时, 该零件在个别尺寸上可能看起来可以接受,但当轴承, 螺栓图案, 和配合面一起检查.
This is why tolerance stack-up should be reviewed before machining begins, not only checked after the part is finished.
为什么小的 CNC 错误会变成昂贵的废品
精密零件很少会因为一个明显的错误而失效. 更多时候, 他们失败是因为同时发生了几个小偏差.
典型的链条如下所示:
- 绘图定义了功能基准.
- 机械师选择不同的物理数据以方便设置.
- 夹具对薄壁的夹紧力太大.
- 粗加工释放内部材料应力.
- 精加工去除轻微扭曲零件上的材料.
- CMM 检查显示最终特征偏离真实位置.
没有哪一步看起来是灾难性的. 但在一起, 他们造成了公差叠加问题.
实际生产中, 公差叠加很少会提前显现出来. 该零件可能会通过卡尺快速检查, 孔径可能看起来正确, 表面光洁度符合图纸要求. 问题稍后出现, 组装零件时和螺栓图案, 轴承孔, 和配合面不再一致.
这就是为什么经验丰富的机械师不会仅将公差叠加视为数学问题. 这是设置问题, 夹具问题, 散热问题, 最后是检查问题.
这尤其常见于:
- 薄壁铝制外壳
- 电机外壳
- 光学安装座
- 半导体套管
- 散热器
- 精密治具组件
基准问题: 设计基准与加工基准
公差叠加的最大原因之一是设计基准与加工基准之间的差距.
工程师创建设计数据来定义功能关系. 加工基准是车间中用于定位零件的物理参考. 如果这两个不对齐, 公差叠加变得更难控制.
| 日期类型 | 谁定义它? | 主要目的 | 叠加风险 |
|---|---|---|---|
| 设计日期 | 工程师 / 设计师 | 控制功能和 GD&意图 | 物理上可能难以访问 |
| 加工基准 | 数控机械师 / 工艺工程师 | 在加工过程中定位零件 | 可能与最终组装功能不匹配 |
| 检验数据 | 质量控制 / 三坐标工程师 | 根据图纸验证零件 | 如果不对齐可能会产生误导性结果 |
| 功能基准 | 最终装配要求 | 确保现实世界的契合度 | 在生产中常常被太晚地忽视 |
工程师注意事项
在Precision CNC加工中, 最差的数据并不总是最小的表面. Sometimes it is a large surface with poor flatness or poor repeatability.
如果主要基准在探测或夹紧过程中晃动, 每个下游功能都会继承该错误.
对于公差要求严格的零件, one practical question should be asked before machining:
哪个表面或特征控制零件的最终功能?
该功能应该指导基准策略.
相关基准选择原则, 看:
CNC加工数据的类型
夹具如何影响公差叠加
夹具不仅仅是工件夹持工具. 它们是公差系统的一部分.
夹具可以减少误差, 否则可能会产生错误.
例如, 如果夹紧薄壁铝部件时用力过大, 在加工过程中它可能看起来很稳定. 但一旦松开夹子, 零件弹回并且最终尺寸发生变化. This is a common cause of tolerance failure in thin-wall CNC machining.
一个常见的错误是假设刚性夹具总是可以提高精度. 在薄壁加工中, 刚性过高会在切削过程中产生错误的稳定感, 仅适用于释放后零件弹回.
与夹具相关的叠加风险
| 夹具问题 | 结果 | 更好的方法 |
|---|---|---|
| 过夹紧 | 薄壁变形 | 使用软钳口或低压夹紧 |
| 支持不佳 | 振动和表面颤振 | 添加自定义支撑点 |
| 定位销不稳定 | 位置重复性损失 | 使用硬化定位销或精密定位器 |
| 夹具热增长 | 尺寸漂移 | 控制加工温度 |
| 探测通道不畅 | 数据不一致 | 设计探针可访问的参考点 |
有关变形控制的更多详细信息, 看:
如何减少数控加工过程中的变形
热膨胀: 隐藏的叠加因素
CNC 公差叠加中的热膨胀经常被低估.
加工时, 热量来自于:
- 工具摩擦力
- 高主轴转速
- 排屑不良
- 冷却液不足
- 加工周期长
- 材料应力释放
即使数控机床是精确的, 零件本身在切割过程中可能会膨胀. 一旦冷却, 最终尺寸可能会改变.
这对于:
- 铝件
- 薄壁部件
- 长零件
- 高速加工
- 精密孔
- 密封面紧密
用于轴承孔, 密封面, 和螺栓图案, 热漂移可能会将小的设置错误变成装配级故障.
For precision aluminum components, thermal control should be combined with a proper roughing strategy and finishing allowance, 零件在加工过程中可能测量正确,但在冷却后会出现故障.
粗加工-休息-精加工: 减少堆积的实用方法
用于精密零件, 最有效的策略之一是 粗加工-休息-精加工 方法.
这意味着:
- 对零件进行粗加工并留出精加工余量.
- 让材料在应力释放后稳定.
- 如果需要,重新夹紧或重新检查零件.
- 在稳定条件下完成机器关键特性.
此方法特别适用于:
- 7075 铝制零件
- 薄壁电机外壳
- 机器人支架
- 光学元件
- 高精度夹具板
当零件在重型粗加工后立即完成时, 残余应力可能仍在材料内部移动. 该运动变成了公差叠加.
工程师注意事项
用于薄壁铝制零件, 我们不会在粗加工后立即追求最终公差. 内应力释放后材料经常发生移动.
我们通常的方法是先对零件进行粗加工, 让它稳定下来, 重新检查数据, 然后完成关键功能.
这个额外的步骤可能看起来很慢, but it helps prevent final tight-tolerance features from being machined on a moving or unstable part.
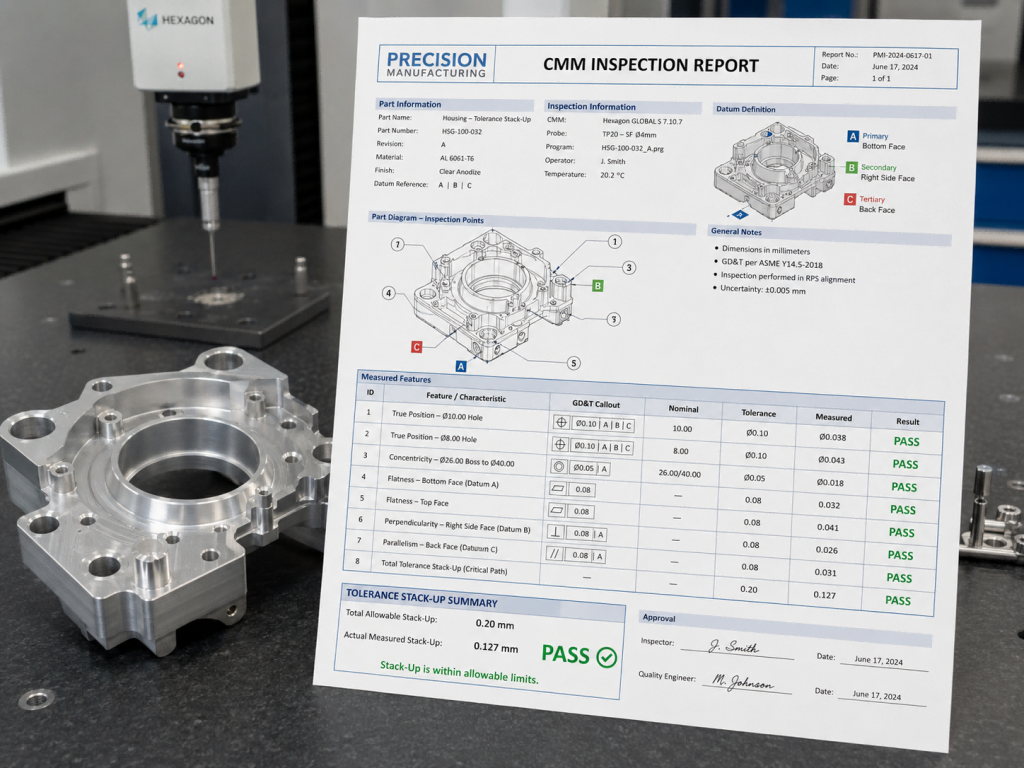
三坐标检测: 对抗堆叠的最后防御
CMM 检测不仅仅是质量控制步骤. 它是确认加工过程是否遵循预期数据逻辑的一种方法.
强有力的 CMM 检查报告应验证:
- 关键尺寸
- 平整度
- 并行性
- 垂直度
- 同心度
- 真实位置
- 基准参考系
- 首件检验结果
如果 CMM 程序使用了错误的基准结构, 检查可能会通过装配失败的零件. 这就是为什么检查计划必须与图纸的 GD 相匹配&意图.
Inspection is the final verification step for tolerance stack-up, but it should be planned together with datum strategy, 夹具, and machining sequence before production. 用于买方质量审核, 请参阅我们的指南 CNC 加工零件的 CMM 检测.
公差叠加示例: 轴承孔和螺栓型式
考虑具有精密轴承孔和螺栓孔图案的 CNC 加工铝制外壳.
绘图可能需要:
- 轴承内孔直径: tight tolerance requirement
- 孔同心度: controlled by the drawing requirement
- 螺栓孔真实位置: controlled by the drawing requirement
- 安装面平整度: controlled by the drawing requirement
如果以安装面为主要基准,但粗加工后不够平整, 孔位置可能会移动. 如果螺栓图案是在第二个设置中使用不同的基准加工的, 真实位置误差进一步增加.
最终的结果可能是:
- 孔径可接受
- 螺栓孔单独可接受
- 安装面可接受
- 但装配仍然失败,因为特征之间的关系是错误的
这是公差叠加.
对于此类零件, 加工计划不应从最简单的夹紧表面开始. 它应该从装配中最重要的特征关系开始.
如何减少 CNC 加工公差叠加
1. 从功能基准规划开始
机加工前, 确定最终装配中最重要的功能. 这可能是轴承孔, 密封面, 定位孔, 或配合面.
加工策略应保护特征关系.
2. 使用稳定的固定装置
夹具应支撑零件而不使其变形. 用于薄壁零件, 软颚, 真空夹具, 和定制支撑可以减少与夹紧相关的堆叠.
3. 控制粗加工应力
重粗加工可释放残余应力. 对关键特征使用平衡粗加工和留精加工余量.
4. 管理热量
使用适当的冷却液, 切削参数, 和加工顺序以防止热漂移.
5. 通过 CMM 检查进行验证
应根据正确的基准参考系检查关键特征, 不仅仅是作为孤立的维度来测量.
6. 在 DFM 期间审查公差可行性
如果绘图需要多个设置的严格公差, DFM review should be done before quotation and production to identify datum, 夹具, 加工, 和检验风险.
隐性成本: 为什么公差叠加会增加 CNC 加工成本
公差叠加不仅会增加废品风险. 也增加了成本.
| 成本动因 | 为什么会发生这种情况 |
|---|---|
| 更多设置时间 | 基准和固定装置需要额外规划 |
| 加工速度较慢 | 必须控制热量和压力 |
| 更多检查 | 关键尺寸需要 CMM 检查 |
| 夹具成本较高 | 可能需要定制工件夹具 |
| 更多返工风险 | 小错误可能只有在组装后才会出现 |
| 更长的交货时间 | 稳定的加工需要更多的过程控制 |
这就是为什么最便宜的报价并不总是最低的实际成本.
如果忽略公差叠加, 买方可以稍后通过返工付款, 延迟组装, 或被拒绝的零件.
相关技术指南的内部链接
更好地了解公差叠加如何与精密 CNC 加工联系起来, 请参阅这些相关指南:
常问问题: CNC 加工公差叠加
CNC加工中什么是公差叠加?
Tolerance stack-up happens when small dimensional errors from multiple features, 日期, 设置, 固定装置, 热膨胀, 刀具磨损, or inspection methods accumulate and affect final assembly or function.
Why does tolerance stack-up cause scrap?
A single feature may still be within tolerance, but several small deviations can combine across different features or setups. This can lead to poor fit, misalignment, bearing issues, sealing problems, 或组装失败.
如何减少公差叠加?
Tolerance stack-up can be reduced by using functional datums, 稳定的夹具, suitable machining sequence, rough-rest-finish strategies, 热控制, tool wear monitoring, and inspection methods that match the drawing datum structure.
Is CMM inspection enough to control tolerance stack-up?
CMM inspection helps verify final dimensions, but it cannot fix a poor datum strategy or unstable fixture after machining. Inspection should be planned together with machining datums, 夹具策略, and critical tolerance requirements before production.
Do tighter tolerances always improve part quality?
并不总是. Unnecessary tight tolerances can increase machining cost, inspection time, 报废风险, 和交货时间. Tight tolerances should be applied only to features that affect assembly, 密封, 运动, 结盟, 或功能.
What should buyers provide before quoting tight-tolerance CNC parts?
Buyers should provide 2D drawings, 3D CAD 文件, 材料等级, 公差要求, datum information, 表面饰面, 检查需要, 数量, and application notes. This helps the supplier review tolerance stack-up risk before quotation.
结论
CNC加工公差叠加不是由单一错误引起的. 这是基准选择出现微小偏差的结果, 夹具设计, 锁模力, 热膨胀, 刀具磨损, 和检查策略.
适用于高精度数控零件, 控制公差叠加需要的不仅仅是精确的机器. 需要流程规划, 稳定的工件夹持, 压力控制, 和可靠的检验.
快速地, 我们通过 DFM 审查帮助工程师减少公差叠加, 精密数控加工, 夹具规划, 和三坐标测量机检查.
如果您的零件需要紧密的尺寸关系, 复杂的数据, 或±0.005毫米精度, 我们的工程团队可以在生产开始前帮助识别风险.
立即为您的高精度 CNC 加工项目索取报价.





