
Why Datum Selection Matters in CNC Machining
A CNC datum is not simply a convenient point selected by the operator. A datum is a theoretically exact point, 轴, or plane used to establish the location and orientation of other features.
The physical surface, 洞, slot, 宽度, or feature pattern from which that reference is derived is called a datum feature.
生产中, the drawing datum structure must be translated into a repeatable fixture, work coordinate system, 加工顺序, and inspection alignment. A large surface is not automatically a reliable reference if it is bowed, 粗糙的, 灵活的, unfinished, or inconsistent between parts.
这 3-2-1 principle is a common method for constraining a rigid workpiece, but it does not automatically guarantee ±0.005 mm or any other machining tolerance. Final capability depends on the part geometry, 物质条件, 夹具, 机器, 工装, 温度, 探测, 加工顺序, 及检验方法.
工程师注意事项
A good primary datum should support the functional intent of the part while providing stable and repeatable contact. A large but uneven surface may introduce rocking, while a smaller qualified surface may provide a more reliable setup.
快速解答
The main CNC machining datum references are:
- Primary datum: Establishes the main orientation of the part.
- Secondary datum: Controls an additional direction and prevents rotation relative to the primary datum.
- Tertiary datum: Completes the part location by constraining the remaining required movement.
These references create an ordered datum reference frame.
In the workshop, the drawing datums must be connected to:
- Physical fixture contact
- Machining datums
- CNC work offsets such as G54 or G55
- Probe alignment
- Inspection alignment
- Functional assembly requirements
The best datum is not always the largest or easiest surface to clamp. It should be selected according to function, 稳定, 重复性, accessibility, 零件刚性, 及检验要求.
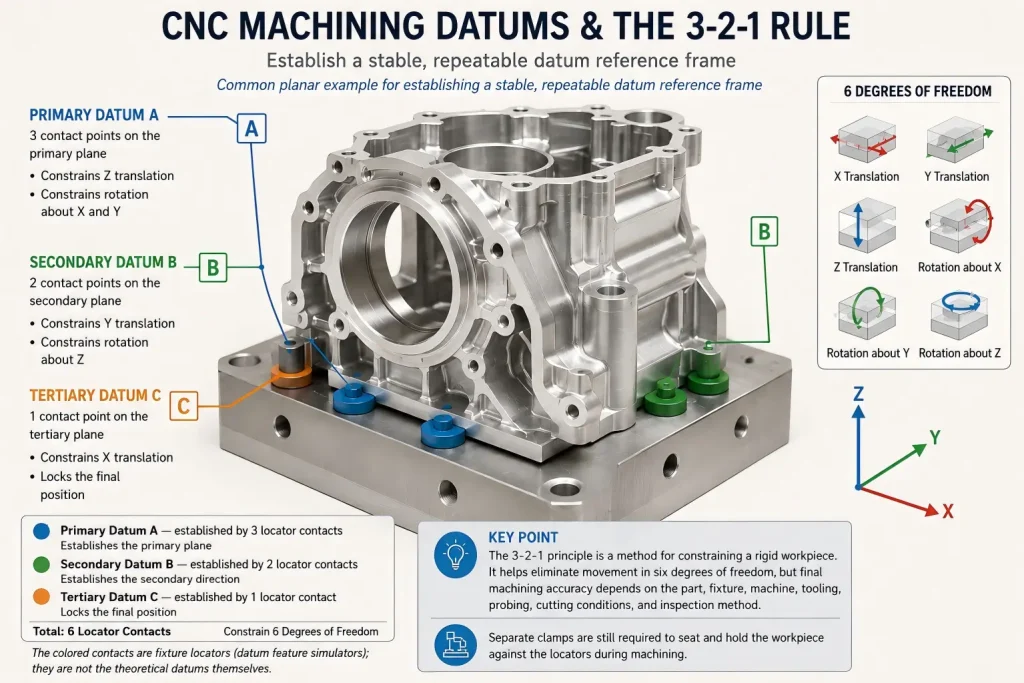
这 3-2-1 原则: Eliminating 6 Degrees of Freedom
A rigid part in three-dimensional space can move along three linear directions and rotate around three axes. 一个常见的 3-2-1 fixture arrangement uses six contact points to constrain these six degrees of freedom.
Primary Datum: Three Contact Points
Three non-collinear contact points establish the primary plane.
In a common planar setup, this constrains:
- Translation normal to the primary plane
- Rotation around two axes lying in the primary plane
The three supports must be stable and positioned so that the workpiece does not rock or deform.
Secondary Datum: Two Contact Points
Two additional contact points establish a secondary direction.
In a common planar setup, they constrain:
- One remaining linear movement
- Rotation around the normal axis of the primary plane
The secondary contacts should not force the part away from the primary supports.
Tertiary Datum: One Contact Point
The final contact point constrains the remaining linear movement and completes the location of the part.
这 3-2-1 model explains how a fixture can locate a rigid component without unnecessary over-constraint. Flexible parts, castings, freeform surfaces, and components using datum targets may require a different practical contact and support strategy.
Small errors can still accumulate when the datum changes between setups, 固定装置, and inspection alignments.
To see how small datum and setup errors accumulate across related features, 回顾我们的 CNC加工公差叠加 指导.
Datum, Datum Feature, and Datum Reference Frame
These terms are related but should not be treated as interchangeable.
| 学期 | 实际意义 | 例子 |
|---|---|---|
| Datum | A theoretically exact point, 轴, 线, or plane | The exact plane established as Datum A |
| Datum feature | The physical part feature identified on the drawing | A machined mounting face marked as Datum Feature A |
| Datum feature simulator | The physical or mathematical interface used to establish the datum | Fixture pads, a gauge pin, a CMM-fitted plane, or another specified simulator |
| 基准参考系 | The ordered coordinate system created from the referenced datums | A primary-secondary-tertiary reference such as A-B-C |
| Machining reference | The physical or constructed reference used during a machining operation | A qualified face, 钻孔, pin hole, or temporary boss |
| CNC work offset | The coordinate location stored in the machine controller | G54, G55, or another work coordinate system |
The fixture itself is not automatically the drawing datum. It must contact or simulate the relevant datum features in a way that supports the drawing intent.
相似地, entering a G54 value does not create a reliable datum structure by itself. The work offset is only useful when it is established from a stable and correctly identified physical reference.
ASME’s Y14.5 materials explicitly distinguish datum, datum feature, datum reference frame, material-boundary conditions, and datum feature simulation.
Drawing Datums, Machining References, Inspection Alignment, and Work Offsets
| Reference Type | 主要目的 | Practical Risk |
|---|---|---|
| Drawing datum structure | Defines the functional relationship between features using the controlled drawing or model | The datum feature may be difficult to access, 灵活的, unfinished, or unavailable during an early operation |
| Machining reference | Locates the workpiece during a specific machining setup | A convenient reference may not reproduce the final functional datum relationship |
| Fixture locator | Provides repeatable physical contact and support | Dirt, 毛刺, 穿, uneven contact, or excessive clamping can shift or distort the part |
| Inspection alignment | Reproduces the required datum reference frame for measurement | A convenient best-fit or edge alignment may not represent the drawing intent |
| WCS / Work Offset | Stores the CNC program origin and orientation, such as G54 or G55 | Touch-off, 探测, 工具, 设置, or offset errors can shift every related feature |
| Functional assembly reference | Controls how the finished component fits or operates in the final assembly | It may be overlooked when machining and inspection use easier but unrelated references |
The drawing datum structure should guide manufacturing and inspection planning. Temporary machining references may still be required, but the process must explain how the part will eventually be related back to the final functional datums.
For inspection-side datum alignment and report review, 请参阅我们的指南 CNC 加工零件的 CMM 检测.
How to Select CNC Machining Datums
1. Start with the Functional Relationship
A mating face, 轴承孔, 定位孔, sealing surface, or rotational axis may be important to the final assembly.
然而, the most important functional feature does not automatically have to become the primary datum in every machining operation. The datum sequence should follow the controlled drawing and the required degrees of freedom.
The process planner should identify which relationships must be protected and determine how they can be reproduced during machining and inspection.
2. Use Stable and Repeatable Datum Features
A useful machining reference should be:
- Rigid enough to resist clamping and probing forces
- Accessible in the required setup
- Free from burrs and contamination
- Repeatable between parts
- Suitable for the intended fixture or probe
- Available throughout the required process stage
An unfinished casting, 锻造, saw-cut surface, 薄壁, or cosmetic edge may require an initial qualification operation before it can become a reliable reference.
3. Plan Datum Access Before Removing Material
A datum may disappear when:
- The original stock face is machined away
- A temporary boss is removed
- The outer profile is cut free
- A surface is coated
- A locating hole is enlarged
- A fixture tab is removed
Before removing the original reference, the next setup should have another qualified feature available.
Possible transfer features include:
- Reamed locator holes
- Finished bores
- Machined mounting faces
- Dowel-pin locations
- Temporary bosses
- Probed reference surfaces
4. Use Hole or Axis Datums Only When They Match the Function
A bored or reamed hole can provide a useful datum axis when it represents a bearing, locating pin, shaft, or another functional relationship.
然而, a hole centerline is not automatically more reliable than every edge or plane.
The result can be affected by:
- Bore taper
- 圆度
- 毛刺
- 探测策略
- Gauge or pin clearance
- 特征尺寸
- Datum feature simulation
- Material-boundary modifiers
On ASME drawings, RFS applies to a controlled feature of size when no material-condition modifier is specified. Datum features of size use datum material-boundary terminology such as RMB, MMB, or LMB. RFS should therefore not be used as a reason to automatically prefer hole centerlines.
5. Avoid Over-Constraining Flexible Parts
Adding more contact points or more clamping force does not always improve accuracy.
A thin or flexible part may be forced into the fixture shape during machining and then spring back after release.
Supports should stabilize the component without creating conflicting locators or excessive deformation. The drawing or inspection plan should also state whether the part is measured freely supported or in a defined restrained condition.
Datum Transfer Across Multiple CNC Setups
Complex parts often require more than one machining orientation.
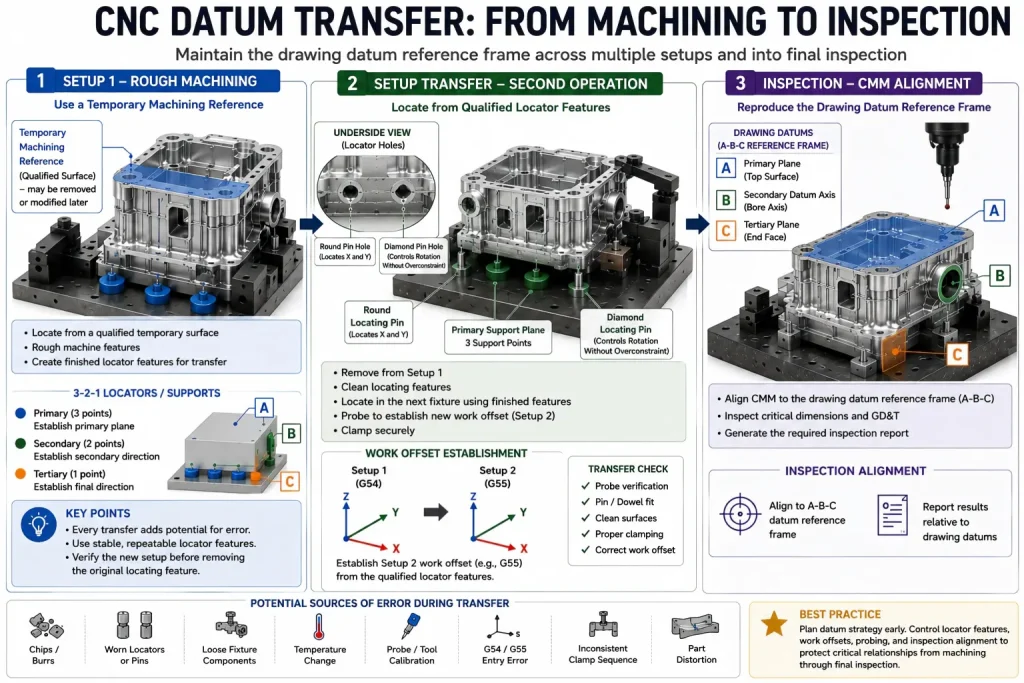
A typical process may include:
- Qualifying an initial reference surface.
- Rough machining the main geometry.
- Creating finished locator holes or bores.
- Transferring the part to a second fixture.
- Probing or locating from the qualified features.
- Finishing critical relationships.
- Inspecting the completed part from the drawing datum reference frame.
Every datum transfer creates another opportunity for error.
Possible sources include:
- Chips or burrs under the part
- Worn locating pins
- Loose fixture components
- Incorrect probe calibration
- Work-offset entry errors
- Part distortion
- Temperature change
- Inconsistent clamp sequence
- Different machining and inspection alignments
Features with important positional, angular, or coaxial relationships should be machined in the same setup where practical. When that is not possible, the transfer features and inspection plan should be defined before production.
For broader tolerance, 基准, 和检查计划, 回顾我们的 CNC加工公差 资源.
常问问题: CNC Machining Datums
What is the difference between a datum and a datum feature?
A datum is a theoretically exact reference, such as a plane or axis. A datum feature is the physical surface, 洞, slot, 宽度, or feature pattern on the part from which that datum is established.
What are primary, 中学, 和第三级基准?
They are an ordered set of references used to establish a datum reference frame. The primary datum provides the first orientation, the secondary datum constrains additional movement, and the tertiary datum completes the required location.
Does the 3-2-1 principle guarantee a specific machining tolerance?
福田街道. 这 3-2-1 principle explains how a rigid part can be located by constraining six degrees of freedom. Final machining accuracy still depends on the part, 夹具, 机器, 工具, 温度, 探测, 加工顺序, 及检验方法.
Can a hole be used as a CNC machining datum?
是的. A hole or bore may provide a useful datum axis when it represents a functional locating, 轴承, or shaft relationship and can be simulated repeatably. Bore quality, 毛刺, 尺寸, 锥度, 使用权, and the drawing’s material-boundary requirements must still be considered.
Can an as-cast or forged surface be used as a primary datum?
It can be used when the drawing and process permit it, but variation in texture, 草稿, 平整度, and stock condition may reduce repeatability. Tight-control parts often require qualified datum targets or an initial machining operation.
Must machining and inspection use the same physical setup?
Not necessarily. The machining fixture and CMM fixture may be different. 然而, the inspection alignment should reproduce the controlled drawing datum reference frame rather than using an unrelated convenient edge or best-fit alignment.
How does datum selection affect five-axis machining?
Five-axis machining still requires a valid workpiece datum and work coordinate system. The machine rotary-center calibration and tool-center-point control are machine kinematic references; they are not automatically the design datum.
A workpiece datum may be established from a face, 钻孔, pin hole, probing feature, or another controlled reference. Angular setup error can create larger positional deviation at features located farther from the effective rotation center, so workholding, 探测, 校准, and inspection must be considered together.
How should a datum be transferred between setups?
The next setup should locate from a qualified feature that remains available, such as a finished face, reamed hole, controlled bore, dowel-pin location, or temporary reference feature. The transfer should be verified before the original datum is removed.
最后的想法
CNC machining datums control how a component is located, machined, measured, and assembled.
A reliable datum strategy should connect:
- Functional design intent
- 基准特征
- Fixture contact
- CNC work offsets
- Setup transfer
- 探头接入
- 零件刚性
- Inspection alignment
这 3-2-1 principle provides a useful foundation for locating rigid components, but it should not be treated as a universal fixture design or a guarantee of a fixed machining tolerance.
用于精密零件, datum planning should be reviewed together with GD&时间, 工件夹持, 加工顺序, deformation risk, 以及生产前的检验要求.
Need Help Reviewing CNC Datums?
Send Rapid Efficient your 2D drawing, 3D型, 材料, 数量, 公差, 及检验要求.
We can review:
- Drawing datum structure
- Machining references
- Workholding and locator access
- Setup-transfer risks
- 薄壁变形
- Critical feature relationships
- CMM datum alignment
- 检查报告要求
了解更多关于我们的 精密加工服务.
Rapid Efficient can coordinate drawing review, machining planning, 尺寸检验, and requested CMM reporting according to the actual project requirements.





