
结论
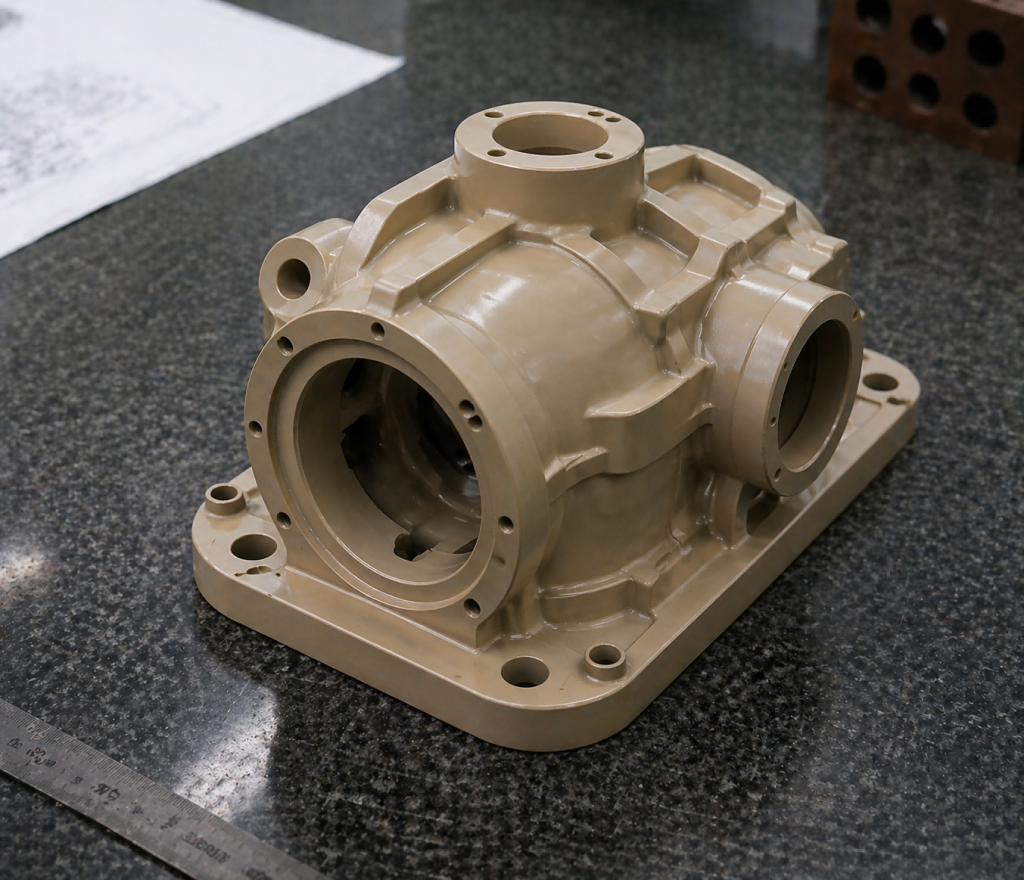
在这个高风险的案例研究中, 迅速的 成功实现了 ±0.005mm公差 为了 窥视 (聚醚醚酮) 用于飞机发动机传感器和手术机器人臂的组件. 通过结合 5-轴联动加工 和 先进的热稳定性, 我们提供的零件性能优于标准塑料公差 10x.
专家提示: 需要先比较材质? 检查我们的 CNC 铝材与塑料比较指南.
对金属和工程塑料进行更广泛的比较, 看看我们的 CNC材料选择指南.
项目背景:
- 行业: 航天 (传感器外壳) & 医疗 (手术插入物).
- 挑战: 窥视 是 “黄金标准” 用于高性能塑料, 但其较高的热膨胀系数使得 亚微米公差 期间极难维护 24-小时生产周期.
- 材料: 医疗级PEEK & 航空航天级碳填充 PEEK.
主要制造挑战:
- 热敏度: 即使温度发生轻微变化,PEEK 也会显着膨胀. 传统的加工摩擦会导致零件 “生长” 中间过程.
- 内应力: 从 PEEK 中去除大量材料可能会导致零件变形或 “蠕变” 从固定装置上取下后.
- 刀具磨损: 高性能 PEEK 具有惊人的耐磨性, 导致刀具偏转,破坏严格的公差.
PEEK数控加工风险控制表
| 加工系数 | PEEK 零件的风险 | 工程控制 |
|---|---|---|
| 热量积聚 | 尺寸增长或翘曲 | 锋利的工具, 受控冷却剂, 轻切削 |
| 内应力 | 加工后变形 | 平衡粗加工和应力消除 |
| 锁模力 | 表面痕迹或变形 | 软钳口和低压夹具 |
| 刀具磨损 | 光洁度差和公差漂移 | PCD 刀具或锋利硬质合金刀具 |
| 检查时机 | 冷却后尺寸变化 | 温度稳定后测量 |
适用于印刷尼龙或 SLS 塑料零件, 表面质量通常取决于适当的 SLS后处理方法 比如除粉, 媒体爆破, 染色, 密封, 和涂层.
了解更多控制翘曲的策略, 压力释放, 和维度运动, 请参阅我们的指南 CNC加工时如何减少变形.
快速高效的解决方案: 我们如何达到 ±0.005mm
为了解决这些问题, 我们对待这个 “塑料” 与零件一样严格 高精度钢构件:
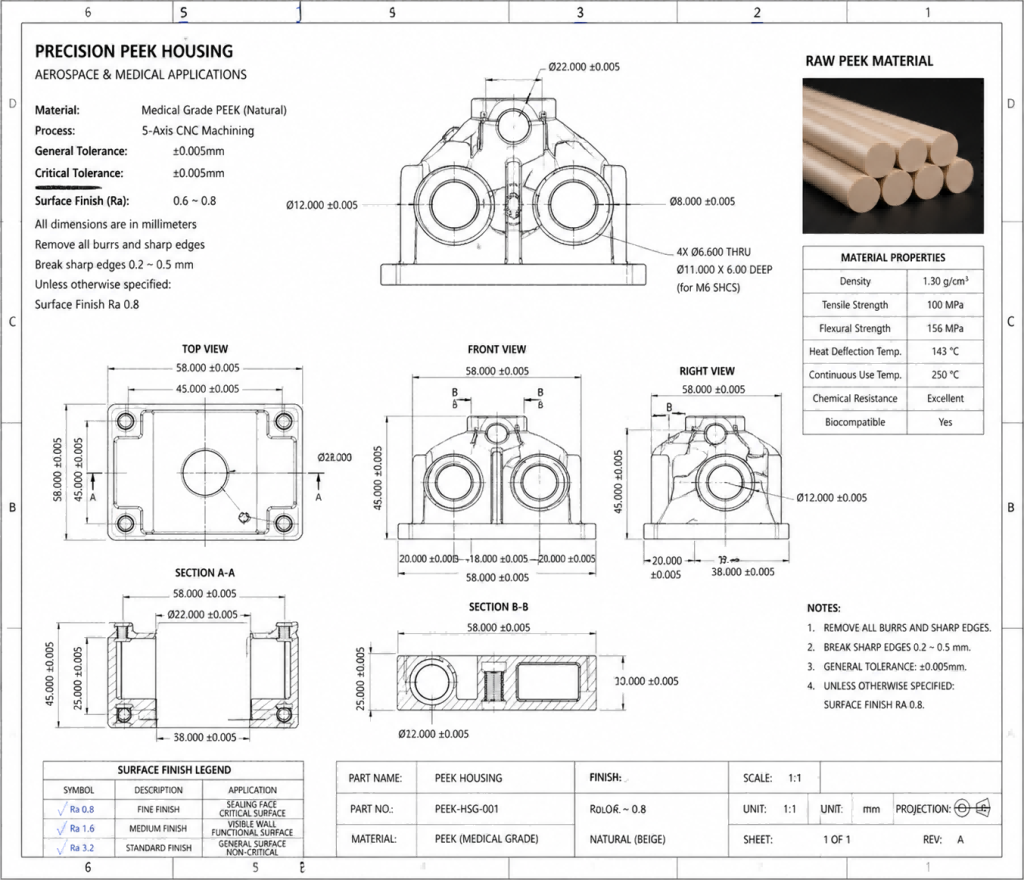
- 5-轴心同步策略: 我们用过 5-轴加工 在一次设置中完成复杂的内部几何形状, 消除重新夹紧过程中出现的对准误差.
- 低温级冷却剂控制: 我们利用了专门的 温控冷却液系统 在整个切割周期中将 PEEK 材料保持在恒定的 20°C.
- 金刚石涂层工具: 风俗 PCD (聚晶金刚石) 使用工具来保持锋利的边缘, 确保刀具零偏转和 拉 0.8 表面饰面.
- 分阶段缓解压力:
- 粗加工: 消除 90% 材料 让体积应力逸出.
- 休息: 24-小时稳定 在温控浸泡中.
- 精加工: 微切 用金刚石工具锁定最终 ±0.005mm.
因为PEEK材料成本, 刀具磨损, 检验时间会极大地影响最终报价, 评估公差要求和总加工成本非常重要. 请参阅我们的指南 中国CNC加工成本.
相关服务: 了解更多关于我们的高精度 5-轴数控加工能力.
📊 生产结果 (数据)
| 公制 | 客户需求 | 快速高效的结果 | 绩效差距 |
|---|---|---|---|
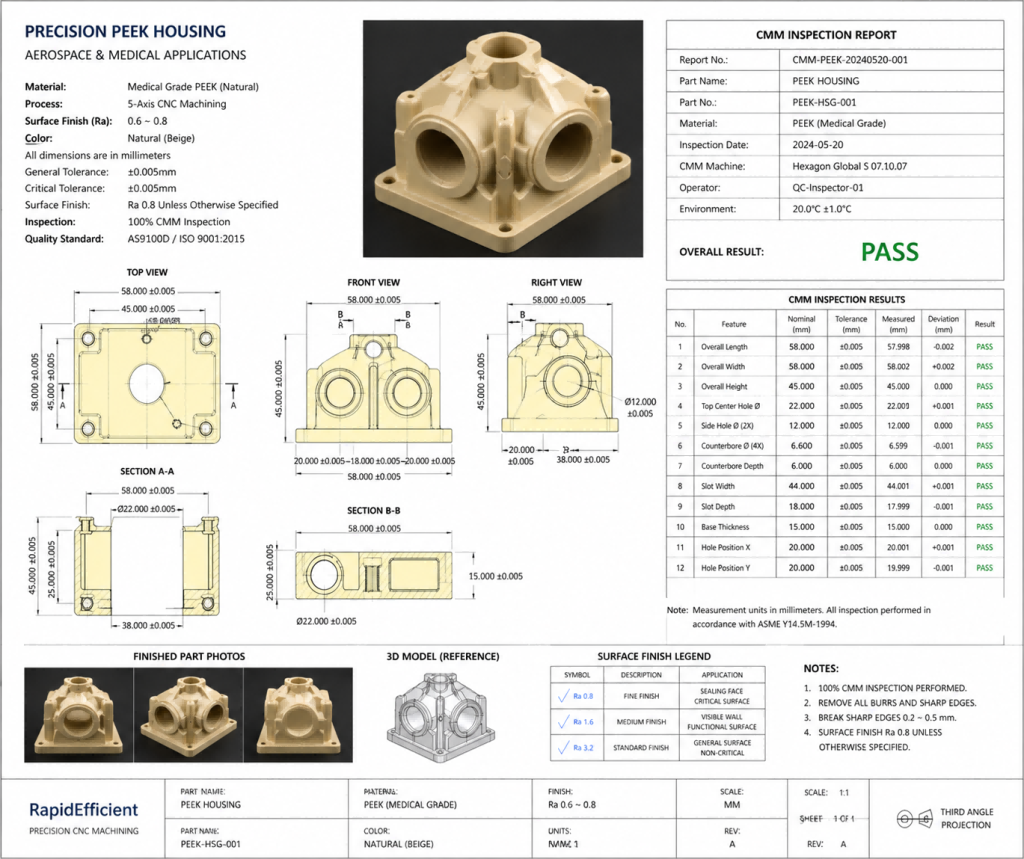
| 临界孔径公差 | ±0.008mm | ±0.004mm | 200% 更好的 |
| 位置精度 | ±0.015mm | ±0.005mm | 300% 更好的 |
| 表面粗糙度 (拉) | 1.6 拉 | 0.6 拉 | 透明镜子 |
| 交货时间 | 15 天 | 9 天 | 超越 |
工程师注意事项: PEEK 精度的秘密
“商店在使用 PEEK 时犯的最大错误是将其视为尼龙或 POM. ±0.005mm水平, PEEK 的行为更像有色金属. 你必须控制环境. 如果您的商店温度波动 5 学位, 到午餐时你的零件将不符合规格. 我们稳定一切——空气, 流体, 和机器。”
常问问题
- 问: 为什么是 PEEK “黄金标准” 用于航空航天和医疗应用?
一个: 窥视 结合了具体的力量 钛 具有化学惰性 贵金属. 在航空航天领域, 它可以承受高达 250℃ 节省的同时 70% 重量 与. 不锈钢. 在医疗领域, 它具有完全的生物相容性,可承受数千次 高压灭菌器灭菌 循环而不丢失其 ±0.005mm 精确. - 问: 你能达到Ra吗 0.4 在聚醚醚酮上?
一个: 是的, 与专门的 金刚石抛光, 但 拉 0.8 是我们高精度 CNC PEEK 的标准. - 问: PEEK如何应对医疗灭菌?
一个: 它兼容 高压灭菌器, 伽玛, 和 环氧乙烷灭菌, 使其成为可重复使用医疗工具的理想选择.
需要高精度 PEEK 零件?
迅速的 是高性能聚合物加工领域的领导者. 无论您需要单个航空航天原型还是大批量的医疗组件, 我们的 5-轴设施 准备好了.
联系我们的工程团队进行 DFM 审查





