结论第一
客户需要一个高复杂性的铝制外壳,其功能在标准 3 轴铣床上无法精确加工. 通过利用我们的 5-轴联动数控加工 采用优化的混合策略, RapidEfficient 将设置数量从 5 个减少到 1 个, 确保完美的 ±0.01 mm 位置公差和更快的交付.
项目背景
之前的供应商一直在努力解决“基准偏移”问题,即每次重新夹紧时零件都会轻微移动. 这导致了 15% 关键密封面和倾斜连接器孔的废品率. 了解我们如何在我们的产品中实现类似的高精度公差 黄铜连接器案例研究.
主要制造挑战
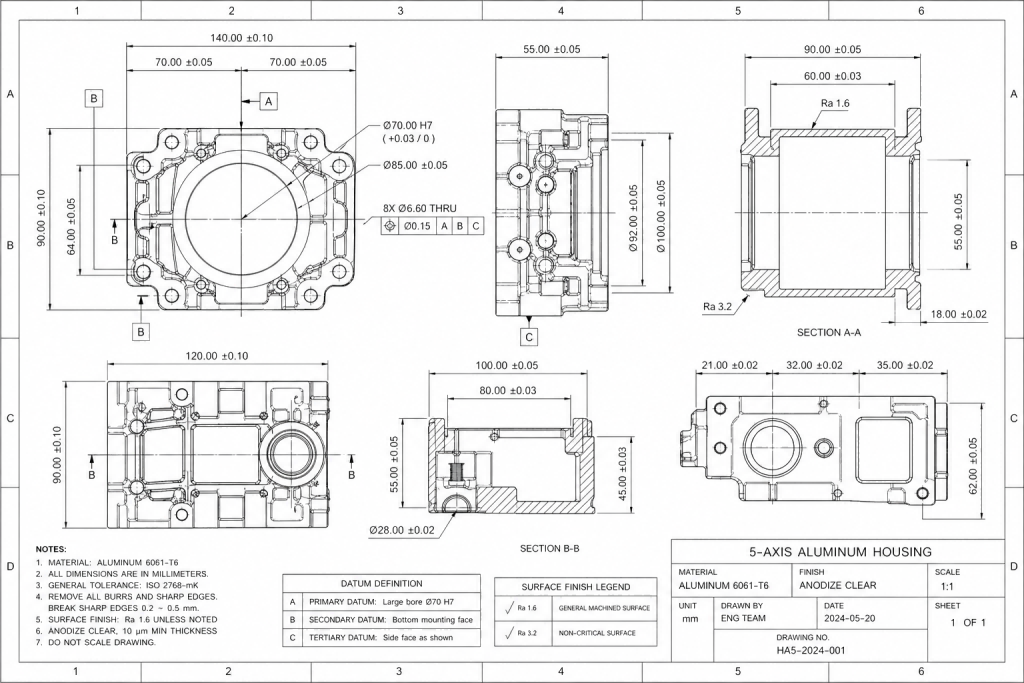
- 复合角: 15° 和 45° 的多个侧端口需要精确的位置控制.
- 薄壁区域: 深内腔需要具有振动抑制功能的长距离刀具.
- 公差叠加: 由于累积误差,3 轴上的多次重新夹紧不可能达到 ±0.01 mm. 检查我们如何解决严格公差问题 CNC 铝材表面光洁度指南.
我们的 5 轴解决方案
我们利用了一个 耳轴式五轴机 采用混合策略:
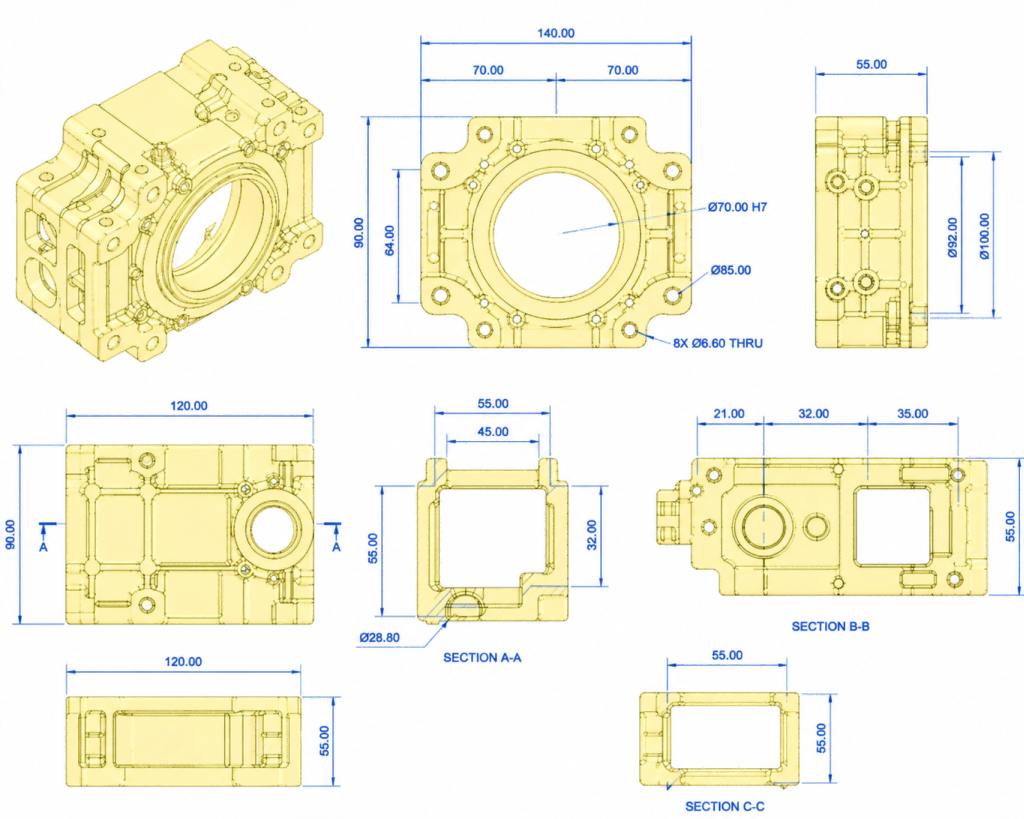
- 3+2 刚性特征的位置设置: 用于有角度的侧端口, 我们编程 3+2 定位以最大限度地提高刚性和精度.
- 同步 5 轴轮廓加工: 用于内部曲面, 我们使用同步 5 轴轮廓加工来确保光滑的表面光洁度,无需手动抛光.
- 单夹具操作: 消除了多次夹具更换并防止公差叠加. 适用于复杂的 5 轴铝制外壳, 减少设置不仅可以节省时间. 这也有帮助 减少公差叠加 不同加工方向的关键特征之间.
- 短而刚性的工具: 通过倾斜零件, 我们使用具有更好刚性的较短刀具来提高表面光洁度.
- 进程内探测: 在关键精加工切割之前,过程中探测验证了基准对准. 详细了解我们如何优化 刀具磨损 在我们的 刀具磨损指南.
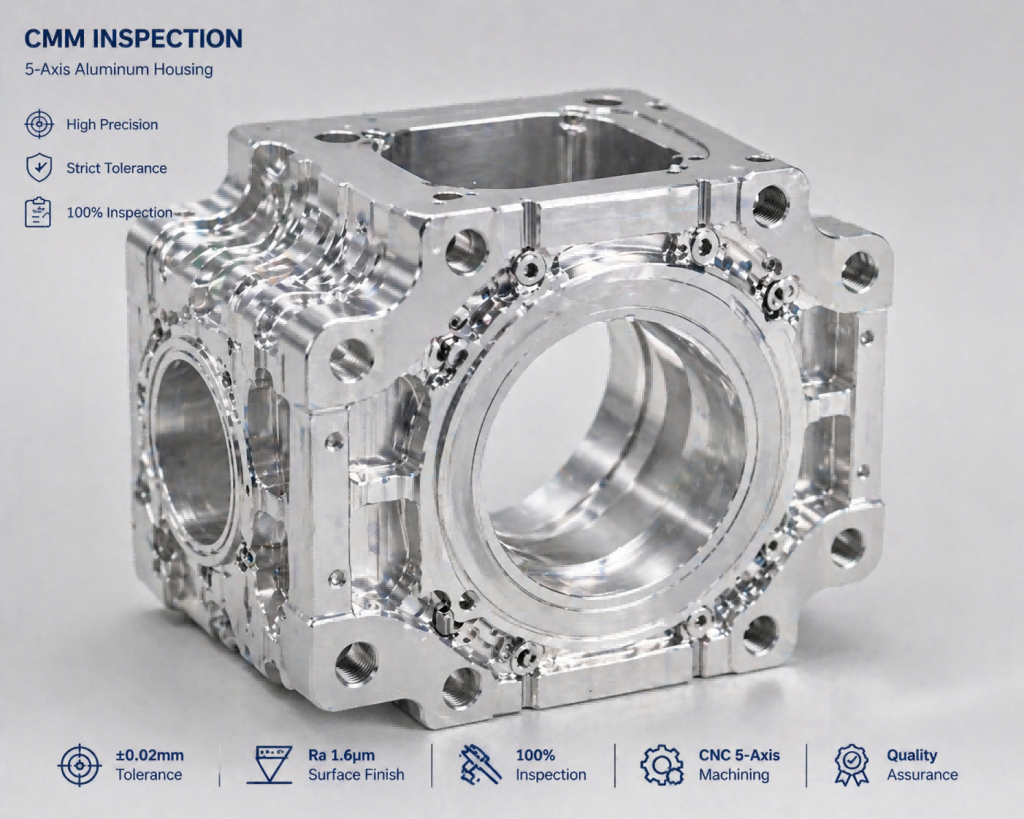
必须验证复杂的 5 轴几何形状, 不仅是机械加工. 三坐标检测 帮助确认真实位置, 平整度, 以及最终交付前的基准对准.
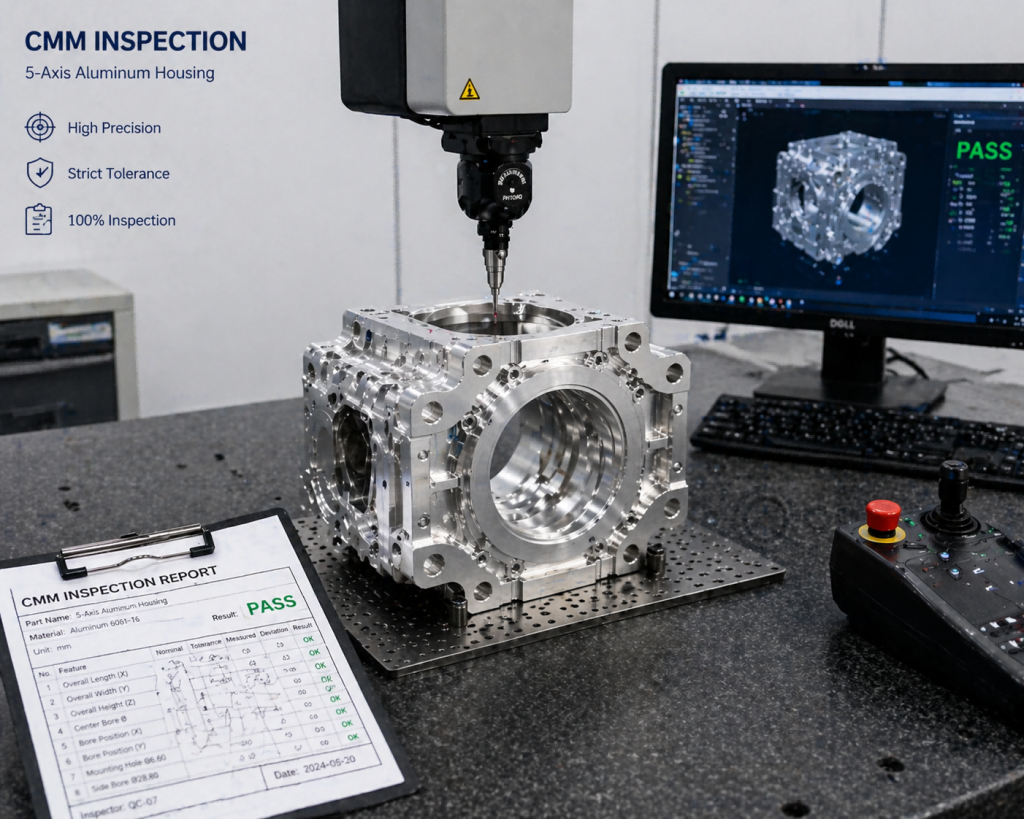
质量验证
每个房屋都经过全面检查 三坐标测量机 (CMM):
- 平整度: 已验证为 0.02 毫米横跨 120 毫米长度.
- 真实位置: 关键角度端口相对于主要基准的真实位置保持在 ±0.015 毫米以内.
- 失真控制: 因为大量材料去除会产生应力, 我们进行了阶段性的减压 (粗加工和精加工之间的休息循环) 使零件保持平整度,没有加工后翘曲. 更多关于 失真控制 和 公差叠加, 检查我们的 表面光洁度指南.
生产结果 (比较)
| 公制 | 传统 3 轴 (以前的) | 快速高效 5 轴 | 改进 |
|---|---|---|---|
| 所需设置 | 5 单独操作 | 1 单一设置 | -80% |
| 风险拒绝率 | 15.2% (基准平移) | < 0.5% | 接近零 |
| 位置精度 | ± 0.05 毫米 | ± 0.01 毫米 | 5× 更好 |
| 交货时间 | 12 天 | 8 天 | 33% 快点 |
工程师注意事项
如果您的零件需要在传统铣床上进行 2-3 次以上设置, 你可能会支付 公差叠加误差 以及不必要的固定费用. 真正的 5 轴工艺不仅减少了设置,而且显着提高了精度和一致性,特别是对于具有复合角度和严格位置要求的外壳.
需要复杂的 5 轴报价?
RapidEfficient 专注于高公差铝制外壳和精密加工.
上传您的绘图 24小时 DFM (制造性) 审查.