结论第一
是的, 铝制零件的公差为 ±0.005mm 是可以实现的——但只能通过受控的工程流程.
许多供应商都可以在一个样品上达到公差. 能够在实际生产批次中维护它的人要少得多.
如果您当前的供应商遇到困难 轴承配合, 同心度, 平整度, 或重复性, 问题通常不在于机器本身,而在于其背后的流程.
快速地, 我们制造精密铝部件,其公差经过验证低至 ±0.005mm, 由夹具工程支持, 温度控制, 分级加工, 刀具补偿, 和完整的 CMM 验证.
没有可重复性,能力就毫无意义. 紧公差加工前, 选择正确的合金很重要. 阅读我们的 5052 与 6061 铝导轨
为什么铝材精度达到 ±0.005mm 很困难
铝质轻且易于加工, 但很难达到微米级的公差.
主要挑战
| 因素 | 实际生产风险 |
|---|---|
| 热膨胀 | 加工过程中的尺寸漂移 |
| 软质材料 | 钳位变形 |
| 残余应力 | 粗加工后的形状移动 |
| 刀具磨损 | 孔逐渐漂移 |
| 检查不力 | 好的样品批次不稳定 |
铝的膨胀系数约为 23.1 × 10⁻⁶ /K.
即使很小的温度变化也会影响 5 微米的公差.
材料硬度和切削加工性也会影响公差稳定性. 看看我们的 铝与不锈钢加工比较
我们解决的实际客户问题
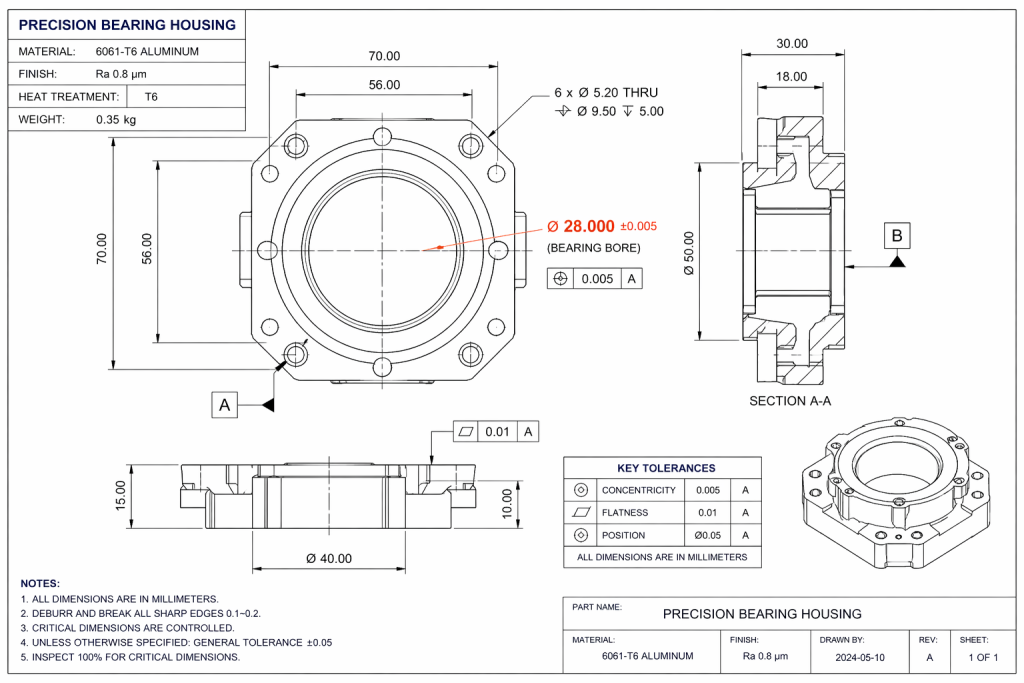
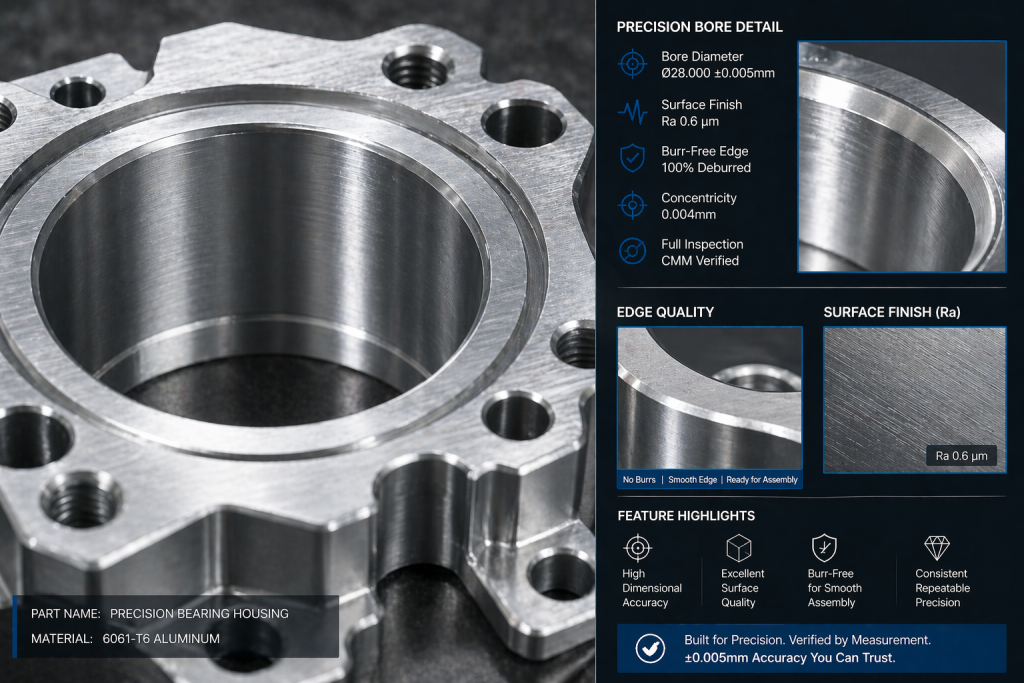
运动控制客户需要精密铝制轴承座:
| 特征 | 要求 |
|---|---|
| 材料 | 6061-T6 |
| 轴承孔 | Ø28.000 ±0.005mm |
| 同心度 | ≤0.005mm |
| 平整度 | ≤0.01mm |
| 表面处理 | 拉 0.8 μm |
他们之前的供应商交付了可以接受的第一批样品,但在批量生产过程中失败了.
装配停机时间成本高于加工价格差异.
我们如何实现稳定的生产精度
1. 材料稳定性第一
我们选择了经过认证的 6061-T6 应力消除库存.
低质量材料在粗加工后经常移动, 即使加工看起来正确.
2. 粗糙的 + 休息 + 完成策略
步 1: 粗加工
步 2: 控制休息时间
步 3: 半精加工
步 4: 最终终点传球
这可以在最终尺寸调整之前释放压力.
3. 定制软爪夹具
加工软爪以匹配零件轮廓并均匀分布负载.
这减少了:
- 孔椭圆度
- 基准平移
- 墙壁变形
- 重复性不一致
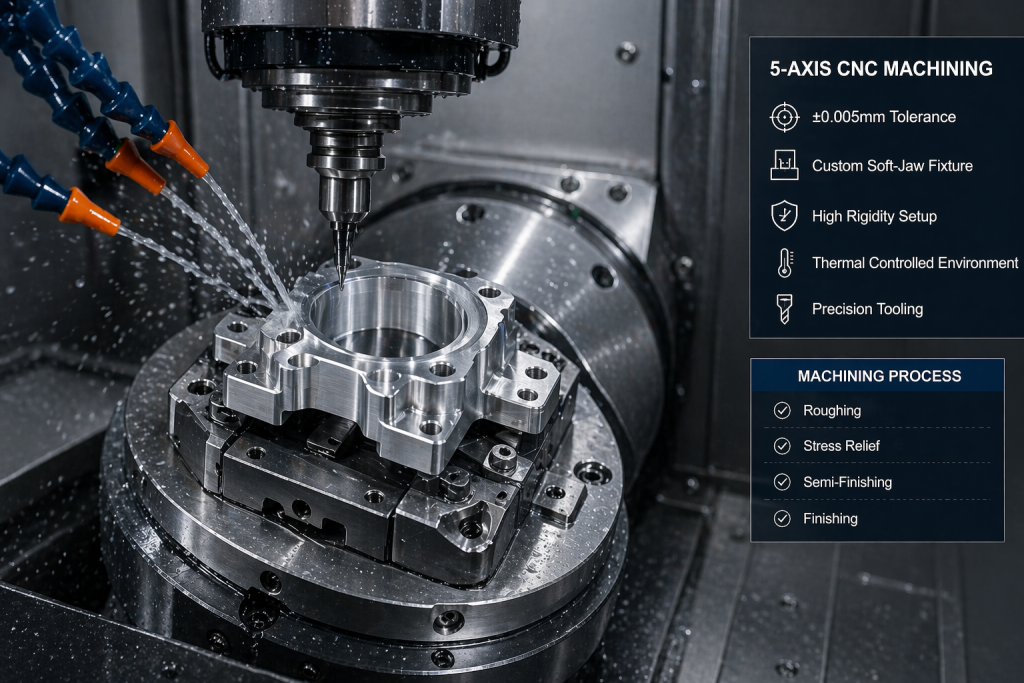
4. 温控生产
关键零件在受控环境中加工和测量.
对于 ±0.005mm 项目, 我们推荐 ±1°C 车间稳定性 只要有可能.
热行为会影响尺寸漂移. 在我们的网站中了解更多信息 最佳散热铝指南
5. 刀具寿命补偿
通过周期计数跟踪精加工工具,并在偏差影响最终尺寸之前进行更换.
6. 全面的坐标测量机验证
所有关键功能在发货前均使用专业 CMM 系统进行了检查.
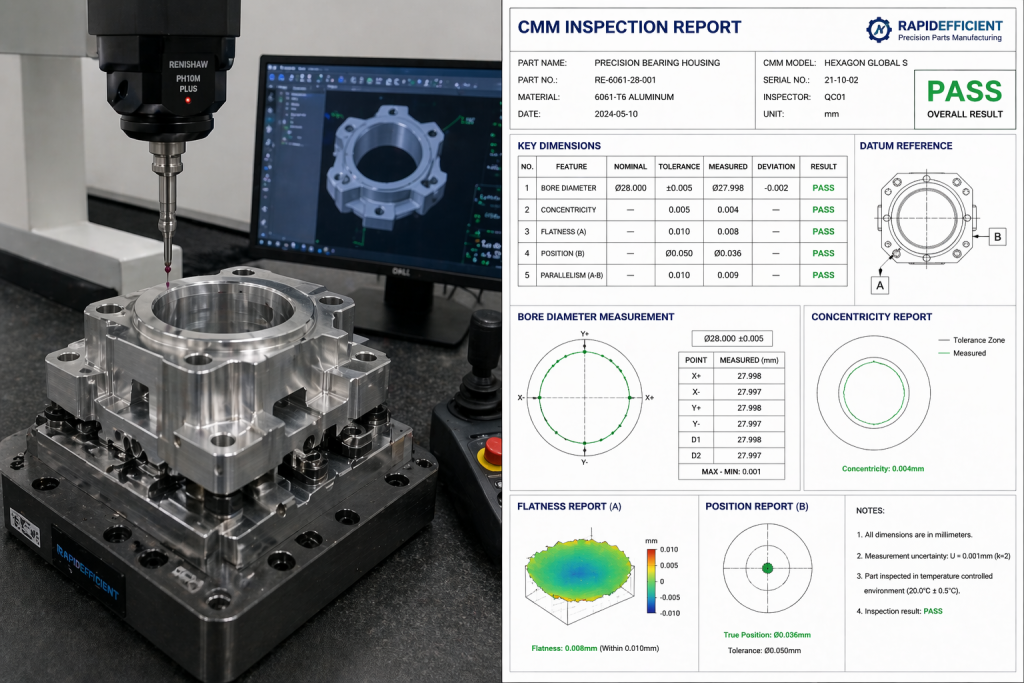
最终验证结果
| 特征 | 必需的 | 已达成 |
|---|---|---|
| 缸径 | ±0.005mm | ±0.003mm |
| 同心度 | ≤0.005mm | 0.004毫米 |
| 平整度 | ≤0.01mm | 0.008毫米 |
| 表面处理 | 拉 0.8 | 拉 0.6 |
重复批次结果保持稳定.
需要类似的微米级元件? 将您的图纸发送给我们进行工程审查 12 小时
买家为何更换供应商
许多精密项目失败是因为供应商:
- 无需工艺规划即可报价严格公差
- 依靠机器品牌而不是过程纪律
- 仅检查第一篇文章
- 忽略热漂移和工具磨损
- 无法将精度扩展到生产中
最便宜的报价往往会成为最昂贵的项目.
工程师注意事项
用于精密装配, 重复性比一份完美的样品更重要.
能够保持宽容的供应商 100 零件比能拿住的人更有价值 1 部分.
±0.005mm 适合您的项目?
| 应用 | 推荐公差 |
|---|---|
| 装饰外壳 | ±0.05毫米 |
| 通用括号 | ±0.02mm |
| 机械配合 | ±0.01毫米 |
| 轴承 / 光学 / 伺服运动 | ±0.005mm |
并非每个零件都需要微米公差.
但当它发生时, 失败成本快速上升.
相关精密导轨
常问问题
铝真的能保持±0.005mm吗?
是的——使用适当的固定装置, 热控制, 工具策略, 和检查.
哪种合金最好?
通常 6061-T6 实现机械加工性和稳定性的平衡.
这个贵吗?
高于标准加工, 但通常比组装失败便宜, 停机时间, 或被拒绝的批次.
这可以在生产中重复吗?
是的. 这就是真正的工程系统的重要性.
需要一个真正可以容纳 ±0.005mm 的供应商?
如果您的项目需要 真实批次重复性, 不仅仅是幸运的第一个样品, 我们可以提供帮助.
RapidEfficient 为运动系统提供精密 CNC 铝制零件, 机器人技术, 光学, 半导体设备, 和高要求的工业装配.
今天将您的图纸发送给我们以获取报价, 耐受性审查, 和可制造性反馈.