
Conclusion First
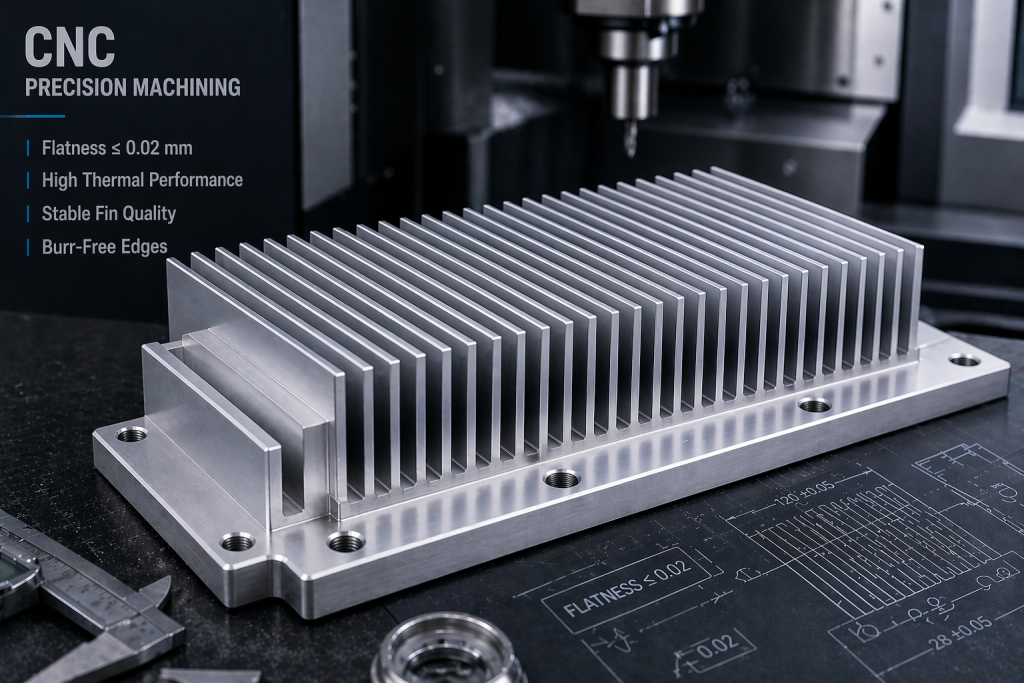
A customer in the power electronics industry needed CNC machined aluminum heat sinks with:
- Base flatness of ≤0.02 mm
- Stable thin-fin geometry
- Burr-free airflow channels
- Consistent anodized appearance
- Reliable thermal contact after assembly
The real challenge was not simply machining aluminum.
It was controlling flatness, fin integrity, and surface quality at the same time.
👉 We delivered production-ready heat sinks with stable dimensions, clean fins, and improved thermal contact performance.
Customer Challenge: Why the Previous Parts Failed
The customer’s earlier supplier had three recurring problems:
- Base surfaces were not flat enough for full thermal contact
- Thin fins showed burrs and minor chatter
- Black anodized finish looked inconsistent across batches
These problems created two downstream risks:
- Poor heat transfer between the heat source and the heat sink
- Extra assembly time caused by manual rework and inspection sorting
👉 In thermal components, a small machining defect can become a system-level cooling problem.
Why Precision Matters in Heat Sink Machining
Many buyers assume heat sinks are simple aluminum parts.
They are not.
In high-power electronics, the heat sink base must sit flat against the mating surface. Even a microscopic air gap increases thermal contact resistance.
Better flatness also allows a thinner and more uniform TIM (thermal interface material) layer, which can improve cooling performance in demanding assemblies.
Engineering Insight
For thermal assemblies, geometry is part of performance.
A heat sink with visible fin burrs, warped bases, or coating inconsistency is not just a cosmetic problem. It can reduce cooling efficiency, complicate assembly, and shorten product life.
Our Engineering Solution
1. Flatness-First Base Machining
The mounting base was treated as the critical functional surface.
We used staged machining with controlled stock removal and low-force finishing passes to keep the base flat after unclamping.
2. Symmetrical Roughing to Control Stress Release
Instead of removing material aggressively from one side, we used balanced roughing paths to release internal stress more evenly.
This reduced the risk of base distortion before the finishing stage.
3. Fin Protection Strategy
Thin fins are vulnerable to vibration, burr formation, and local deformation.
We optimized:
- cutter engagement
- step-over
- feed stability
- finishing direction
Tall fins can resonate during cutting and create chatter marks. We used staged machining sequences and stable toolpaths to reduce this risk.
4. Surface Preparation Before Anodizing
Anodizing does not hide machining defects. It usually makes them more visible.
That is why we controlled:
- pre-anodizing burr removal
- final surface texture
- edge condition
- handling cleanliness
before sending the parts to finishing.
Shop Floor Reality
Heat sink machining is a trade-off between thermal performance and structural rigidity.
If fin spacing is too tight, chips pack between fins and damage the surface.
If finishing passes are too aggressive, the fins begin to vibrate and “sing,” leaving chatter lines that become obvious after anodizing.
For bases, the danger is different:
Clamp too hard, and the part may look flat during machining but move after release.
This is why fixture force matters as much as machine accuracy.
Low-force custom fixtures or vacuum support are often better solutions for large flat thermal bases.
👉 Related topic:
Top 7 Aluminum Machining Problems and How to Fix Them
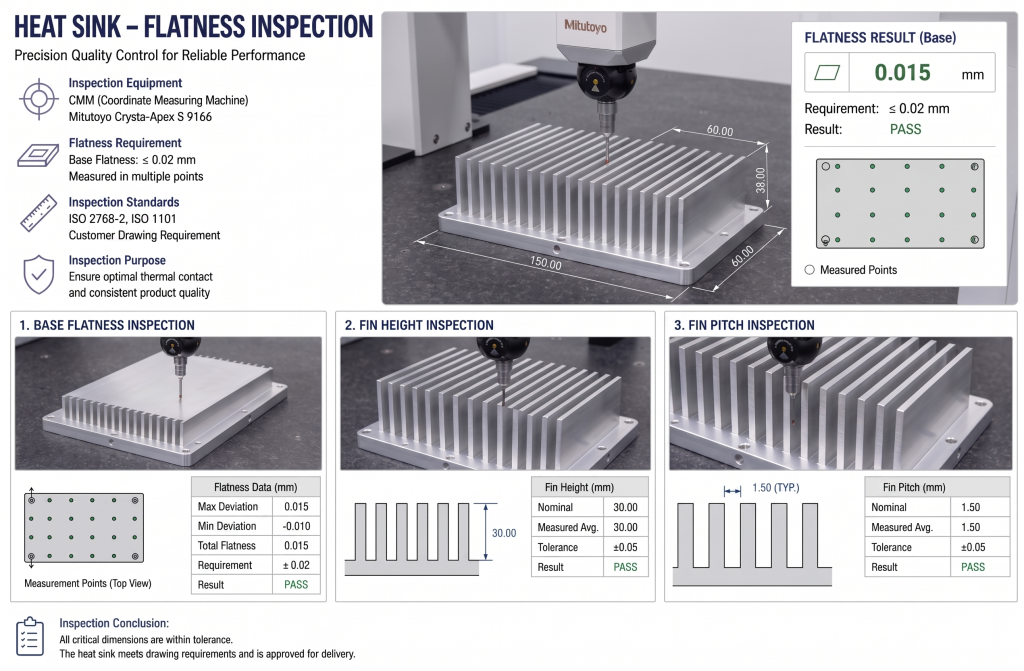
Key Production Results
| Feature | Requirement | Result | Why It Matters |
|---|---|---|---|
| Base Flatness | ≤0.02 mm | Passed | Improves thermal contact |
| Surface Finish | Ra 0.8–1.6 μm | Passed | Supports stable TIM interface |
| Fin Edge Condition | Burr-free | Passed | Prevents airflow disruption |
| Cosmetic Finish | Uniform black anodize | Passed | Better batch consistency |
Thermal Performance: The Real Engineering Difference
Aluminum heat sinks are widely used because aluminum offers strong thermal conductivity with low weight.
But machining quality still matters.
A heat sink base that is technically “within size” can still perform badly if:
- flatness is poor
- chatter creates local surface irregularity
- coating builds unevenly
- fin geometry varies across the part
👉 Good heat sink machining is not just dimensional control. It is thermal risk control.
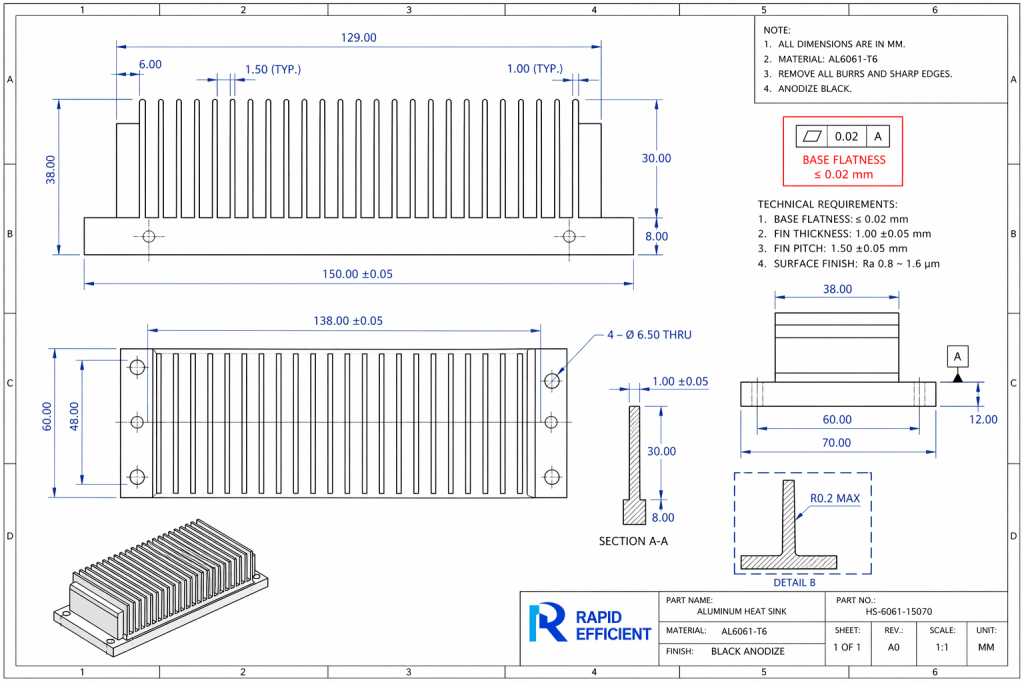
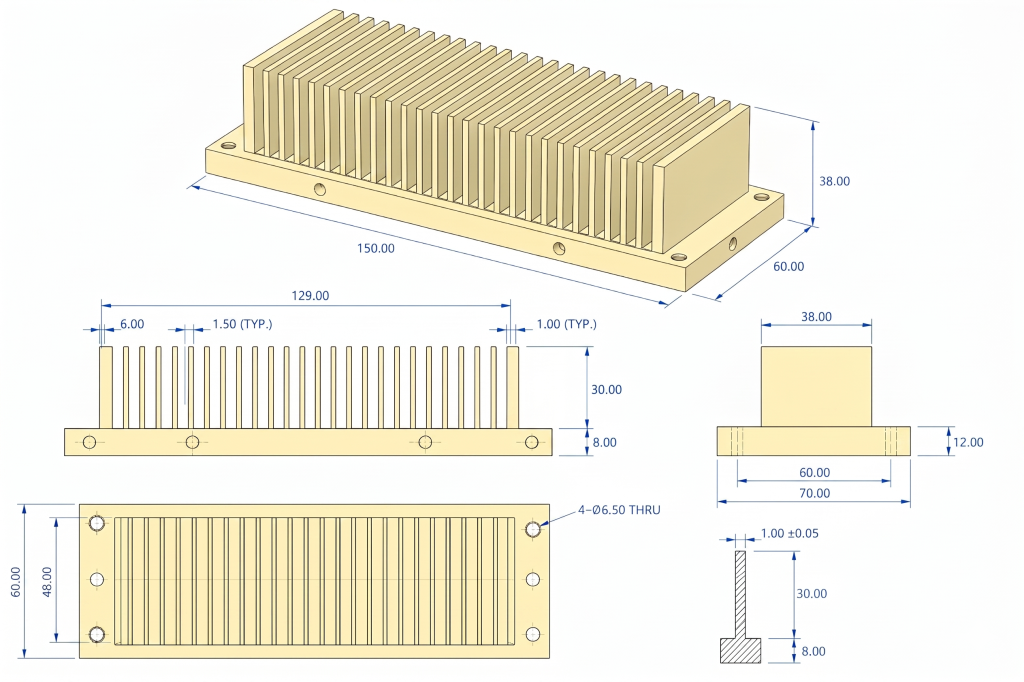
Materials Used
For this project, 6061-T6 aluminum was selected because it offered the best balance of:
- machinability
- dimensional stability
- anodizing quality
- cost efficiency
Engineer’s Note
Buyers sometimes over-specify higher-strength grades for thermal parts.
That is usually unnecessary.
For most electronic housings and heat sinks, 6061-T6 remains the practical choice because it machines cleanly, anodizes well, and helps maintain batch consistency.
See also:
👉 Best Aluminum for CNC Machining
Related Engineering Topics
If you are working on thermal parts or lightweight housings, these may also help:
👉 What Is a Heat Sink in CNC Machining?
👉 Aluminum Anodizing vs Powder Coating
👉 Top 7 Aluminum Machining Problems and How to Fix Them
Need Custom CNC Heat Sink Machining?
If your project needs:
- flat mounting bases
- clean fin geometry
- consistent anodized finish
- stable thermal performance
send us your drawing or STEP file.
We can review manufacturability, finishing risk, and thermal-critical features before production.
FAQ
What aluminum is best for CNC heat sink machining?
For most projects, 6061-T6 is the best choice because it balances thermal performance, machinability, and finish quality.
Why is flatness so important for heat sinks?
Because poor flatness increases thermal contact resistance and reduces cooling efficiency.
Does anodizing affect heat sink performance?
Anodizing can improve emissivity, but poor surface preparation or excessive coating variation can still hurt assembly quality.
What is the biggest machining risk in heat sinks?
Usually a combination of base distortion, fin burrs, and post-finish appearance inconsistency.





