快速解答: 用于 CNC 加工的铝或不锈钢?
当零件要求较轻重量时,选择铝(通常为 6061-T6 或 6061-T651), 高导热率, 实用机械加工, 阳极氧化选项, 广泛的材料可用性, 或更低的成品总成本.
当零件需要更大的刚度时选择不锈钢, 更高的拉伸强度, 较硬的磨损表面, 重复负载能力, 更强的螺纹啮合, 或适合指定环境的耐腐蚀性.
不要单独选择金属系列.
铝和不锈钢都包括许多牌号:
- 6061 是一种常见的通用型CNC铝材.
- 7075 提供比 6061.
- 303 当可以接受改进的机械加工性能时,选择不锈钢.
- 304 和304L是常见的一般耐腐蚀牌号.
- 316 和 316L 在含氯化物环境中具有更好的抗点蚀和缝隙腐蚀能力.
- 17-4当需要更高的不锈钢强度时使用PH.
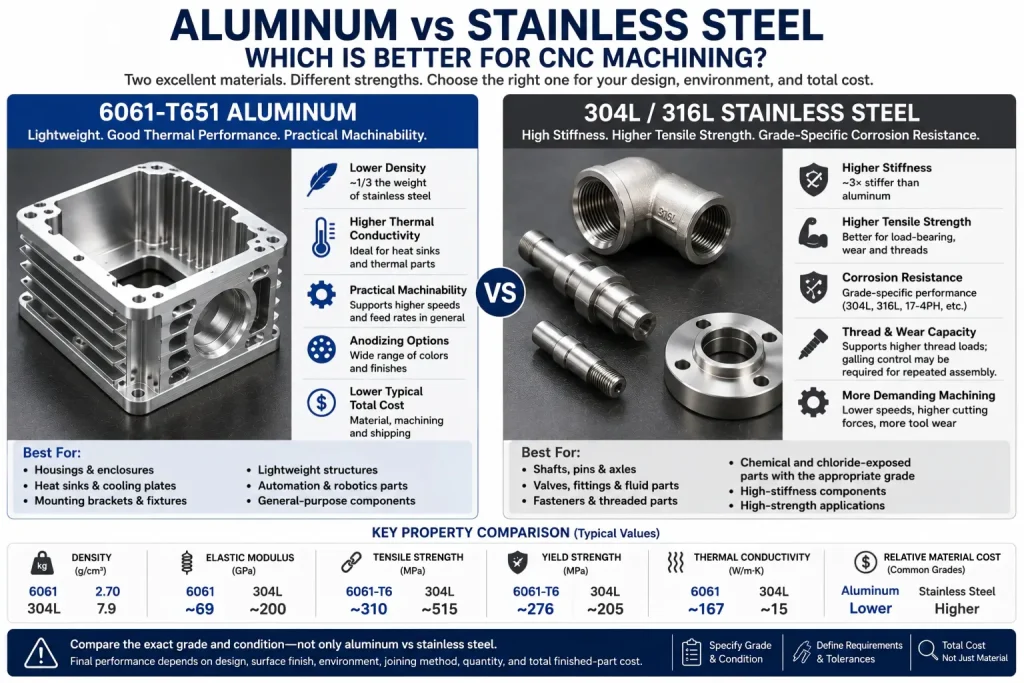
铝的密度约为普通奥氏体不锈钢的三分之一. 不锈钢的弹性模量大约是不锈钢的三倍. 这些差异会影响重量和挠度, 但它们不会自动决定强度, 宽容, 表面饰面, 或成品成本.
正确的选择取决于具体的合金或牌号, 脾气或物质条件, 几何学, 加载, 环境, 加盟, 结束, 数量, 检查, 和总制造成本.
6061 密度约为 2.70 克/立方厘米, 而常见的 304L 和 316L 不锈钢牌号约为 7.9–8.0 g/cm3. 它们的弹性模量大致为 69 GPa 和 200 分别为.
铝与不锈钢 CNC 加工比较
| Comparison Item | 铝 | 不锈钢 | 买家应检查 |
|---|---|---|---|
| Common CNC grades | 6061, 7075, 2024, 5052, 6082, 6262 | 303, 304/304l, 316/316l, 17-4PH值, 416, 420, 双相钢种 | 始终指定准确的等级和条件 |
| 密度 | 许多常见合金约为 2.70–2.80 g/cm3 | 对于许多常见等级,约为 7.8–8.0 g/cm3 | 相同体积的不锈钢零件通常重近三倍 |
| 弹性模量 | 约 69–72 GPa | 大约 190–215 GPa,具体取决于等级 | 对于相同的几何形状,不锈钢的硬度明显更高 |
| 机械强度 | 高品位- 和脾气相关 | 高品位- 且取决于条件 | 不要仅将“铝”与“不锈钢”进行比较 |
| 加工行为 | 通常支持更高的材料去除率, 但仍然出现切屑粘附和毛刺 | 304/316 可以加工硬化并产生高切削载荷; 303 更容易加工 | 工具和等级与材料系列一样重要 |
| 导热系数 | 相对较高; 6061 是关于 167 瓦/米·K | 常见的 304/316 等级约为 15–16 W/m·K | 铝通常更适合散热器和热外壳 |
| 耐腐蚀 | 在许多大气条件下都表现良好; 阳极氧化或涂层可能有帮助 | 特定年级; 316 通常比 304 | 没有任何材料能够在所有环境中免疫 |
| 焊接 | 许多铝牌号都可以焊接, 但热量可能会降低局部强度 | 304L 和 316L 常用于焊接耐腐蚀组件 | 年级, 填料, 失真, 和焊后状况很重要 |
| 表面处理 | 阳极氧化, 转化涂层, 喷砂, 绘画, 粉末涂料 | 钝化, 抛光, 刷牙, 电解抛光, 电镀, 喷砂 | 光洁度影响尺寸, 掩蔽, 外貌, 和成本 |
| 螺纹和磨损 | 较软的铝螺纹可能需要更长的啮合或嵌件 | 不锈钢螺纹可以承受更高的负载,但在组装过程中可能会磨损 | Define torque, 润滑, 订婚, and assembly cycles |
| 成品成本 | 对于较大或经过大量加工的部件,通常较低 | 由于材料的原因通常会更高, 切削时间, 刀具磨损, 和重量 | 比较完整的报价, 不仅仅是原材料 |
| 典型贴合度 | 外壳, 括号, 散热器, 盘子, 固定装置, 轻质结构 | 轴, 配件, 阀门零件, 紧固件, 流体接触部件, 高刚度部件 | 从零件功能和环境中选择 |
不锈钢系列包括注重机械加工性能的不锈钢, 注重腐蚀和高强度等级. 例如, 奥托昆普确定了 304L 和 316L 的机械加工性能得到改善的版本, 而 17-4PH 则满足不同的更高强度要求.
重量和运输影响
重量是铝和不锈钢之间最明显的区别之一.
典型的密度示例是:
- 6061 铝: 大约 2.70 克/立方厘米
- 304L 不锈钢: 大约 7.9 克/立方厘米
- 316L 不锈钢: 大约 8.0 克/立方厘米
- 17-4PH不锈钢: 大约 7.8 克/立方厘米
对于相同的几何形状和体积, 奥氏体不锈钢部件的重量通常接近金属部件的三倍 6061 铝部件.
这会影响:
- 运费
- 移动质量
- 电机和执行器负载
- 转动惯量
- 人体工学
- 支撑结构
- 便携式设备
- 总装重量
当减重是主要设计要求时,铝通常是实际的起点.
当零件较小或刚度较高时,不锈钢可能仍然是首选, 腐蚀性能, 螺纹强度, 穿, 或者使用寿命比质量更重要.
密度值与公布的一致 6061, 304l, 316L和17-4PH材料数据.
力量, 刚性, 和硬度不同
在未定义所需属性的情况下,请勿使用“更强”一词.
材料比较可能涉及:
- 屈服强度
- 抗拉强度
- 疲劳性能
- 硬度
- 冲击韧性
- 耐磨性
- 弹性模量
- 螺纹强度
普通退火 304 或者 316 不锈钢板的拉伸强度一般比6061-T6铝高得多, 但其最小屈服强度可能类似于或低于6061-T6.
高强度铝如 7075-T6/T651 可以超过退火状态 304 或者 316 屈服强度.
在适当的条件下使用时,17-4PH 等高强度不锈钢牌号可以大大超过普通铝合金.
刚性
不锈钢的弹性模量约为铝的三倍.
对于具有相同几何形状和载荷的两个零件, 不锈钢通常弹性偏转较小.
然而, 从铝改为不锈钢也大大增加了重量. 因此,设计师应该比较几何形状, 刚性, 力量, 并一起进行弥撒.
磨损和冲击
不锈钢通常比普通不锈钢更硬,更耐压痕 6061 铝, 但磨损性能仍取决于:
- 年级
- 热处理
- 表面光洁度
- 润滑
- 接触压力
- 滑动速度
- 污染
- 配合面材质
奥氏体不锈钢在滑动接触或螺纹装配过程中也会磨损或卡住.
奥托昆普列出了 304L 钢板的最低屈服强度约为 200 MPa及316L板材左右 220 兆帕, 拉伸强度范围接近 500–700 MPa. 该值因产品形状和状况而异, 所以图纸上必须注明等级和标准.
加工时间和成品成本
铝通常比普通材料支持更高的切削速度和材料去除率 304 或者 316 不锈钢, 但这并不意味着每种铝合金都容易加工.
可能的铝加工问题包括:
- 内置边缘
- 芯片焊接
- 长切屑
- 毛刺
- 薄壁变形
- 切屑重切造成的划伤
- 钻孔和车削时断屑困难
可能的不锈钢加工问题包括:
- 加工硬化
- 高切削力
- 热量集中在工具附近
- 缺口磨损
- 内置边缘
- 长或困难的切屑
- 毛刺
- 螺纹磨损
- 更高的工具和夹具负载
成品成本可能包括:
- 原料
- 材料重量
- 切削时间
- 刀具消耗
- 工具更换
- 去毛刺
- 打扫
- 表面处理
- 检查
- 报废风险
- 包装
- 船运
对于重型机械加工的零件来说,不锈钢通常更昂贵, 但最终的差异取决于所选的不锈钢等级, 特征几何, 数量, 结束, 及检验要求.
6061 其本身仅被描述为具有足够的可加工性, 在钻孔和车削过程中,其切屑很难折断. 还存在可加工性增强的不锈钢产品, 因此不应使用一种固定的速度或成本比率.
加工硬化和工具磨损风险
奥氏体不锈钢,例如 304 和 316 当工具摩擦时可以硬化, 居住, 或重复切割先前变形的表面.
常见原因包括:
- 饲料太低
- 钝的切削刃
- 刀具跳动过大
- 工具住所
- 重复光整加工
- 排屑不良
- 工件夹具不稳定
- 长刀具悬伸
- 冷却剂输送不足或不一致
可能的结果包括:
- 刀具快速磨损
- 缺口磨损
- 碎屑
- 表面光洁度差
- 毛刺形成
- 尺寸漂移
- 硬点影响后期操作
稳定的工艺应保持积极的切削作用并避免摩擦.
有用的控件可能包括:
- 合适的硬质合金牌号和几何形状
- 短实用刀具悬伸
- 刚性工件夹具
- 进给稳定
- 一致的参与
- 有效排屑
- 受控冷却剂输送
- 计划更换工具
减少每个切削参数并不一定是正确的解决方案. 进给量过低会加剧摩擦和加工硬化.
山特维克的加工指南处理不锈钢加工硬化, 切削力, 刀具路径和切屑控制是相关的工艺问题,而不是仅通过降低主轴速度来解决的问题.
表面处理和后处理
铝饰面
常见的铝饰面选项包括:
- 加工状态
- 珠光喷砂
- 透明或彩色阳极氧化
- 硬质阳极氧化
- 化学转化膜
- 粉末涂料
- 绘画
- 抛光
- 适用于选定应用的电镀
阳极氧化改变表面并影响尺寸. 线程数, 钻孔, 电触点, 热面, 密封面, 紧密贴合可能需要遮盖或余量.
不锈钢饰面
常见的不锈钢表面处理选项包括:
- 加工状态
- 拉丝饰面
- 机械抛光
- 镜面抛光
- 珠光喷砂
- 钝化
- 电解抛光
- 满足选定要求的电镀
- 需要时,焊接后去除热色
钝化不会将错误的不锈钢等级变成耐腐蚀材料. 应该与清洁一起计划, 污染控制, 盲孔, 线程, 表面状况, 及服务环境.
外观比较
铝提供多种阳极氧化和涂漆颜色.
不锈钢提供耐用的金属, 拉丝的, 抛光的, 和电解抛光外观.
这两种材料都不会自动生产出更好的装饰部件. 最终外观取决于:
- 原料
- 工具痕迹
- 表面处理
- 饰面规格
- 可见表面定义
- 批量控制
- 处理
- 包装
用于完成选择, 掩蔽, 尺寸余量, 钝化, 抛光, 阳极氧化, 和涂层风险, 回顾我们的 CNC 加工零件的表面光洁度.
6061 对常见的阳极氧化路线反应良好, 而不锈钢精加工路线包括钝化, 根据等级和使用条件选择抛光和其他表面处理.
用于数控加工的常见不锈钢牌号
303 不锈钢
选择 303 当改进的机械加工性很重要并且应用可以接受较低的耐腐蚀性和较差的焊接性能时 304 或者 316.
常见用途可能包括:
- 车削配件
- 衬套
- 紧固件
- 轴
- 针脚
- 螺纹组件
304 和 304L 不锈钢
304 是常见的通用耐腐蚀牌号.
304L 的碳含量较低,对于敏感风险很重要的焊接部件或受控规格可能是首选.
典型用途包括:
- 外壳
- 括号
- 配件
- 一般工业零部件
- 食品加工设备零件
- 流体处理组件
316 和 316L 不锈钢
316 含有钼,通常比 304 含氯化物环境中的点蚀和缝隙腐蚀.
它不能完全免受氯化物的攻击, 缝隙腐蚀, 或应力腐蚀开裂.
典型用途包括:
- 船舶相关硬件
- 化学加工组件
- 阀门和泵零件
- 流体接触配件
- 暴露于盐或强力清洁的室外部件
17-4PH不锈钢
17-4PH是一种沉淀硬化不锈钢,当项目需要比普通退火更强的强度和耐腐蚀性组合时选择 304 或者 316.
图纸必须指定热处理条件,因为加工行为和最终性能会随条件而变化.
对于特定等级的工具, 加工硬化, 毛刺, 钝化, 热处理, 和检验风险, 回顾我们的 不锈钢CNC加工指南.
316 通常比其他材料具有更好的抗点蚀和缝隙腐蚀能力 304 在氯化物环境中, 尽管 303 以一些腐蚀和可焊性换取可加工性.
导热性和散热器设计
导热性是铝相对于普通奥氏体不锈钢最明显的优势之一.
典型参考值为:
- 6061 铝: 大约 167 瓦/米·K
- 304 不锈钢: 约 15–16 W/m·K
- 316 不锈钢: 大约 15 瓦/米·K
这使得 6061 导热率比普通导热率高大约十倍 304 或者 316 不锈钢.
铝通常是更实用的材料:
- 散热器
- 隔热外壳
- 冷却板
- 电子产品外壳
- 热量必须快速扩散的组件
然而, 完整的热结果还取决于:
- 壁和翅片几何形状
- 接触平面度
- 热界面材料
- 空气流动
- 表面光洁度
- 涂层厚度
- 安装压力
- 工作温度
在腐蚀的情况下仍然可以选择不锈钢, 压力, 结构刚度, 卫生, 或高温服务比快速散热更重要.
公布的数据给出了常见的304L和316L的导热系数接近 15 瓦/米·K, 与大约 167 W/m·K 为 6061.
铝和不锈钢在同一组件中
铝和不锈钢可用于同一组件, 但在潮湿或导电环境中直接接触可能会对铝造成电偶腐蚀风险.
风险取决于:
- 潮湿或电解质暴露
- 接触面积
- 涂装条件
- 紧固件材质
- 引流
- 滞留液体
- 工作温度
- 使用寿命
可能的控制措施包括:
- 绝缘垫圈或套管
- 合适的涂料
- 密封剂
- Compatible fasteners
- 排水和通风
- 避免滞留水分
- 保护受损涂层区域
- Environmental testing
询价应说明铝和不锈钢部件在最终组装中是否会相互接触.
海德鲁特别警告铝和异种金属之间的直接接触可能会导致电偶腐蚀.
常见数控应用
| 零件要求 | 实用的起点 | 为什么 |
|---|---|---|
| 轻质外壳或外壳 | 6061 铝 | 低密度, 广泛的可用性, 加工, 和完成选项 |
| 散热器或热外壳 | 6061 或者 6063 铝 | 更高的导热率 |
| 大型机加工板或夹具 | 6061-T651或合适的工装板 | 重量更轻,材料去除更实用 |
| 紧凑型高强度铝支架 | 7075-T651 | 铝强度高,无需焊接 |
| 一般耐腐蚀管件 | 304 或304L不锈钢 | 广泛的可用性和腐蚀性能 |
| 暴露于氯化物的配件或阀门部件 | 316 或316L不锈钢 | 比其他产品具有更好的抗点蚀和缝隙腐蚀能力 304 |
| 注重机械加工性能的不锈钢车削零件 | 303 不锈钢 | 提高切屑控制和加工生产率 |
| 高强度不锈钢轴或支架 | 17-4指定条件下的PH值 | 更高的强度和不锈钢腐蚀特性 |
| 重复组装的螺纹零件 | 取决于负载和环境 | 铝可能需要插入件; 不锈钢可能需要防磨损控制 |
| 同体积刚度关键组件 | 不锈钢 | 弹性模量更高 |
这些是起点而不是自动规范. 最终选择还是要看年级, 状况, 几何学, 加载, 结束, 环境, 和数量.
隐藏的成本因素
| 成本动因 | 铝 | 不锈钢 |
|---|---|---|
| 原料 | 对于常见的 CNC 牌号来说通常较低 | 牌号和合金含量可能会增加成本 |
| 装运重量 | 相同体积下更低 | 比普通铝重近三倍 |
| 材料去除 | 通常支持更高的切割速度和去除率 | 通常需要较低的切削速度和较高的切削力 |
| 工装 | 附着力, 毛刺, 切屑控制仍然需要合适的工具 | 刀具磨损, 加工硬化, 热, 并且碎裂可能会增加成本 |
| 去毛刺 | 铝毛刺可能会变软并被涂抹 | 不锈钢毛刺可能很坚硬且难以去除 |
| 线程数 | 可能需要插入或增加参与度 | 可以支持更高的负载,但磨损可能需要控制 |
| 精加工 | 阳极氧化和掩蔽可能会增加成本 | 钝化, 抛光, 电解抛光, 或去除热色调可能会增加成本 |
| 检查 | 薄或大的铝制零件在松开后可能会移动 | 坚硬的部件可能是稳定的, 但加工热和刀具磨损仍然影响尺寸 |
| 废料 | 较低的材料价值并不能消除废品风险 | 较高的毛坯和加工价值可能会使后期废品变得昂贵 |
| 交货时间 | 取决于库存, 几何学, 工装, 结束, 和报告 | 取决于年级, 工具可用性, 处理时间, 结束, 和报告 |
比较完整的成品报价,而不是假设一种材料总是更便宜.
如何选择铝和不锈钢
当项目优先考虑时选择铝:
- 重量轻
- 高导热率
- 通用数控加工
- 阳极氧化颜色
- 运输质量更低
- 大型外壳或板
- 结构要求适中
- 降低总成本
当项目优先考虑时选择不锈钢:
- 更大的刚度
- 高拉伸强度
- 更强的磨损或接触表面
- 更高的螺纹负载
- 液体或化学品暴露
- 正确等级的耐氯性
- 重复机械加载
- 金属拉丝或抛光表面
不要仅仅“为了安全”而选择不锈钢。
当设计不需要其重量时,材料升级可能会产生不必要的成本, 刚性, 力量, 腐蚀性能, 或终点路线.
不要仅仅因为铝更容易加工而选择铝.
支撑不良的薄壁铝部件可能比紧凑的不锈钢部件更难以保持尺寸.
铝和不锈钢 CNC 零件的询价信息
| 询价项目 | 需要指定什么 | 为什么它很重要 |
|---|---|---|
| 精确的材料 | 6061-T651, 7075-T651, 303, 304l, 316l, 17-4PH值, 或其他年级 | 材料族没有定义确切的属性 |
| 物质条件 | 铝回火或不锈钢热处理条件 | 控制力度, 残余应力, 加工, 和认证 |
| 库存形式 | 盘子, 酒吧, 挤压, 管子, 锻造, 或铸造 | 影响几何形状, 晶粒方向, 成本, 和扭曲 |
| 机械要求 | 加载, 刚性, 疲劳, 硬度, 穿, 和最大重量 | 防止不必要的材料升级 |
| 环境 | 室内的, 户外的, 氯化物, 海军陆战队, 化学, 高温, 或食品接触 | 控制材料和精加工决策 |
| 加盟方式 | 焊接, 紧固件, 插入物, 钎焊, 或粘合 | 铝和不锈钢牌号具有不同的连接限制 |
| 线程数 | 尺寸, 深度, 扭矩, 订婚, and assembly cycles | 帮助计划插入, 磨损控制, 和检查 |
| 表面光洁度 | 阳极氧化, 钝化, 刷牙, 抛光, 涂层, 或加工后的 | 影响尺寸, 外貌, 和成本 |
| Mixed-metal contact | 铝和不锈钢在使用中是否会接触 | 帮助评估电偶腐蚀风险 |
| 关键尺寸 | 适合, 平整度, 钻孔, 线程, 位置, 和交配特征 | 定义流程和检查优先级 |
| 数量 | 原型和预期重复量 | 影响股票采购, 工装, 和单位成本 |
| 报告 | 材质证书, 维度报告, 三坐标报告, 或完成证书 | 定义接受和报价范围 |
Rapid Efficient可以审查材料等级, 状况, 几何学, 环境暴露, 线程, 精加工, 检查, 数量, 报价前的包装.
常问问题: 铝与不锈钢 CNC 加工
CNC加工铝比不锈钢便宜吗?
经常, 但并非总是如此.
铝通常具有较低的材料重量并支持更高的加工生产率. 最终费用还是要看等级, 库存形式, 几何学, 工具访问, 公差, 精加工, 检查, 和数量.
不锈钢比铝坚固吗?
这取决于所比较的等级和属性.
常见的 304 和 316 不锈钢通常比不锈钢具有更高的拉伸强度和刚度 6061 铝. 高强度 7075 铝可能比退火铝具有更高的屈服强度 304 或者 316, 而17-4PH不锈钢比普通铝合金更坚固.
不锈钢比铝硬吗?
是的.
普通不锈钢的弹性模量约为 200 GPa, 与大约相比 69 许多铝合金的 GPa. 相同几何形状的不锈钢零件通常偏转较小,但重量要重得多.
哪种材料更容易数控加工?
普通铝合金的加工速度通常更快, 但他们仍然可以创造优势, 毛刺, 长切屑, 和薄壁变形.
304 和 316 由于加工硬化,不锈钢通常要求更高, 切削力, 热, 和切屑控制. 注重机械加工性 303 不锈钢比不锈钢更容易 304 或者 316.
哪种材料的耐腐蚀性能更好?
这取决于合金和环境.
6061 铝在许多大气条件下表现良好. 304 不锈钢适用于许多一般环境, 尽管 316 通常提供更好的耐氯化物性. 没有一个自动适用于所有化学或海洋条件.
哪种材料散热更好?
铝通常更好.
6061 导热系数约为普通导热系数的十倍 304 或者 316 不锈钢, 使其成为散热器和隔热外壳更实用的起点.
哪种材料做螺纹比较好?
不锈钢通常支持更高的螺纹负载, 但奥氏体材质可能会磨损.
铝螺纹可以在适当的啮合和扭矩下很好地工作. 重复组装或更高的负载可能需要螺旋或实心螺纹嵌件.
铝和不锈钢可以一起使用吗?
是的, 但在潮湿环境中直接接触可能会对铝造成电偶腐蚀风险.
设计可能需要隔离, 涂料, 密封剂, 引流, 或兼容的紧固件.
户外配件哪种材料比较好?
如果正确指定,两者都可以适用.
该决定取决于铝或不锈钢等级, 涂层, 引流, 氯化物暴露, 电流接触, 化妆品要求, 加载, 和使用寿命.
不锈钢是否具有更严格的 CNC 公差?
不会自动.
其较高的刚度可以减少弹性变形, 但最终公差仍然取决于几何形状, 刀具磨损, 切削热, 夹具, 设置计数, 精加工, 温度, 和检查.
结论
铝和不锈钢解决不同的CNC加工要求.
重量轻时选择铝, 导热系数, 广泛的加工选项, 阳极氧化, 降低总成本是主要优先事项.
刚度时选择不锈钢, 抗拉强度, 穿, 线程负载, 腐蚀性能, 或苛刻的使用条件证明其额外的重量和加工成本是合理的.
最终决定应考虑:
- 准确等级
- 脾气或材料状况
- 库存形式
- 体重目标
- 强度和刚度
- 腐蚀环境
- 散热要求
- 螺纹和磨损
- 加盟方式
- 表面光洁度
- 检查
- 数量
- Total finished-part cost
不要仅将“铝”与“不锈钢”进行比较。比较图纸上显示的实际等级和条件.
检查您的铝或不锈钢零件
Send the STEP file, 2D图, 数量, 所需材料等级, 状况, 关键尺寸, 表面饰面, service environment, 连接方式, 及检验要求.
Rapid Efficient 可以审查铝或不锈钢是否更实用,并帮助识别涉及重量的风险, 刚性, 加工, 加工硬化, 腐蚀, 线程, 精加工, 检查, 包装, 以及报价前的成本.
适用于定制金属和工程塑料部件, 回顾我们的 数控加工服务.