
7075 当更高的强度和更低的重量很重要时,会选择铝来制造薄壁 CNC 零件. 然而, high material strength does not automatically make a thin-walled component dimensionally stable.
As material is removed, the remaining walls lose stiffness. Residual stress in the stock, 切削力, 热, 工具压力, and clamping force can then cause:
- Wall deflection during cutting
- Chatter and visible tool marks
- Tapered or bowed walls
- Dimensional movement after unclamping
- Flatness changes after machining
- Burrs around thin edges
- Color variation after anodizing
- Fit problems caused by anodic coating growth
A successful process therefore needs more than a rigid CNC machine. 物质条件, 库存形式, 加工顺序, 夹具支撑, 精加工津贴, inspection state, and anodizing requirements must be reviewed together.
快速解答
For a 7075 thin-wall CNC part, the main risk is not whether the cutter can remove the material. The real challenge is whether the component remains within tolerance after material removal, 松开, 稳定化, 检查, 和表面处理.
A practical process usually includes:
- Confirming the correct 7075 temper and stock form
- Selecting stress-relieved plate where appropriate
- Removing material gradually rather than finishing one side immediately
- Keeping temporary support around weak walls
- Leaving controlled stock for semi-finishing and finishing
- Releasing and reclamping the part before final inspection
- Using sharp aluminum-specific tools with short practical reach
- Separating roughing and critical finishing operations
- Inspecting the part in the required free or restrained condition
- Reviewing anodizing allowance, 掩蔽, and cosmetic expectations before machining
There is no universal minimum wall thickness or guaranteed tolerance for all 7075 成分. A short supported wall and a large unsupported housing may behave very differently even when both have the same nominal thickness.
为什么 7075 Thin-Wall Parts Deform
Thin-wall deformation normally comes from several effects acting together.
Loss of Structural Stiffness
The original billet or plate may be rigid before machining. Once large pockets are removed, the remaining walls can bend under relatively small forces.
This can happen during:
- 切割
- 夹紧
- Probing
- 去毛刺
- 处理
- 检查
- 表面处理
A wall may temporarily move away from the cutting tool and spring back after the tool passes. The machine position can be correct while the final wall dimension is not.
Residual Stress in the Stock
Aluminum plate may contain residual stress from rolling, 热处理, straightening, stretching, and other material-processing steps.
When material is removed unevenly, the original stress balance changes. The remaining part may bow, twist, or open after it is removed from the fixture.
Research on thin-wall milling consistently identifies initial residual stress, machining-induced stress, cutting load, and clamping conditions as major contributors to post-machining deformation.
Machining-Induced Stress
The cutting process can create additional stress near the machined surface.
Its effect depends on:
- 刀具锋利度
- 切削力
- Cutting temperature
- 刀具磨损
- 刀具路径
- 订婚
- 冷却剂输送
- 精加工余量
This is one reason why an aggressive final pass is not always suitable for a weak wall.
Clamping Distortion
A part can measure correctly while it is being forced into position by the fixture.
After the clamps are released, 它可能:
- Spring outward
- Bow upward
- Twist
- Change pocket width
- Lose parallelism
- Move outside the specified profile or flatness zone
Final acceptance must therefore define whether the part is inspected freely, supported, or restrained in an assembly-equivalent condition.
7075-T6 vs 7075-T651
The temper designation matters when selecting stock for a heavily machined component.
| 物质条件 | Practical meaning for machining |
|---|---|
| 7075-T6 | Solution heat-treated and artificially aged |
| 7075-T651 | Solution heat-treated, stress-relieved by stretching, and artificially aged |
| 7075-T73 or T7351 | Overaged conditions often selected where stress-corrosion resistance is more important |
| Extruded or bar conditions | Availability and stress-relief designation may differ from plate |
For machined parts produced from plate, 7075-T651 is often considered when dimensional stability matters because the material has been stress-relieved by stretching. It should not be described as completely free of residual stress, and it does not eliminate deformation caused by poor geometry, unbalanced machining, 弱夹具, or cutting heat.
Kaiser lists 7075-T651 as a low-residual-stress plate option, while its 7075 technical data distinguishes the available tempers and product forms.
The drawing and purchase order should identify:
- 合金
- 脾气
- 产品形态
- 材质标准
- Required certification
- Grain-direction requirement, when functionally relevant
Writing only “7075 aluminum” leaves too much room for interpretation.
Define the Inspection State Before Machining
Thin-wall disputes often begin because the drawing defines dimensions but not the condition in which they must be verified.
生产前, 确认:
- Is the part inspected immediately after machining or after stabilization?
- Is it measured in a free state?
- Can it be supported on specified datum points?
- Is a functional checking fixture required?
- Are dimensions required before or after anodizing?
- Does flatness apply to an individual surface or the complete assembly?
- Are cosmetic and dimensional requirements evaluated separately?
- 控制装配有哪些功能, 密封, 结盟, 或轴承配合?
A requirement such as flatness ±0.02 mm should also be corrected. Flatness is normally specified as a total tolerance zone, 例如 flatness 0.02 mm, rather than as a plus-or-minus dimensional tolerance.
For broader tolerance planning, 看看我们的 CNC加工公差指南.
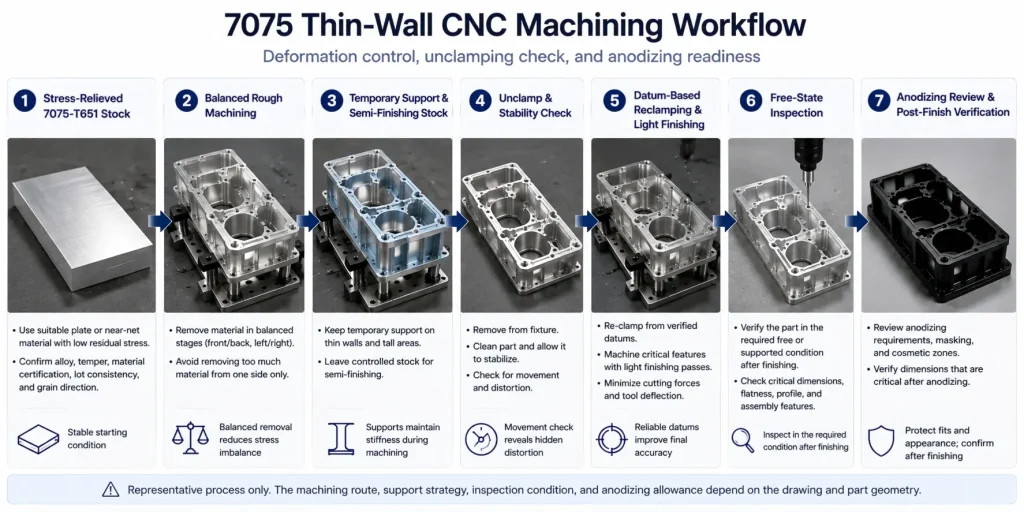
A Practical Machining Strategy for 7075 薄壁
No single toolpath works for every part, but the following sequence provides a useful planning framework.
1. Start With Appropriate Stock
Review whether the part should be made from:
- 盘子
- Bar
- 挤压
- 锻造
- Near-net material
For a heavily pocketed plate component, stock condition and stress relief may matter more than choosing the lowest raw-material price.
Also check:
- Stock flatness
- 表面状况
- Extra material for workholding
- 纹理方向
- Material lot consistency
- Certification requirements
2. Establish Stable Datums First
The first operation should create reliable locating surfaces without removing so much material that the part becomes unstable immediately.
A good datum plan should support:
- Repeatable reclamping
- Access to critical features
- 松开后检查
- Consistent orientation between machining and CMM inspection
- Surface-treatment masking references where required
3. Rough the Part in Balanced Stages
Avoid completely roughing and finishing one side while the opposite side remains fully solid when that sequence creates an unbalanced stress release.
取决于几何形状, the process may alternate between:
- Front and back surfaces
- Opposing pockets
- Inner and outer walls
- Symmetrical regions of a frame
The goal is not perfect geometric symmetry. It is controlled removal that avoids concentrating all deformation in one stage.
4. Keep Temporary Support
Weak walls may benefit from temporary material such as:
- An onion skin
- Support tabs
- Temporary ribs
- A connecting web
- Extra floor thickness
- A sacrificial perimeter
These features keep the component rigid during roughing and are removed later with lighter engagement.
Temporary supports must be planned so their final removal does not damage cosmetic surfaces or critical edges.
5. Leave Controlled Semi-Finishing Stock
Do not rough directly to the final wall size.
A semi-finishing allowance provides room to correct:
- Roughing deflection
- Stock movement
- 工具痕迹
- Local taper
- Fixture-related distortion
The correct allowance depends on wall height, cutter reach, 零件尺寸, and expected material movement. One fixed value should not be applied to every component.
6. Release, Stabilize, and Recheck
For deformation-sensitive parts, an intermediate release can reveal movement that was hidden by the first fixture.
The workflow may include:
- 粗加工
- Unclamping
- Cleaning and deburring
- 让零件稳定下来
- Checking movement
- Reclamping from confirmed datums
- Semi-finishing or finishing
This does not guarantee that all movement disappears. It allows the final process to respond to the part’s actual condition instead of assuming that the rough-machined geometry remained unchanged.
7. Finish Critical Features With Low and Stable Cutting Forces
The final operation should prioritize repeatability rather than maximum material-removal rate.
Typical considerations include:
- 小的, controlled radial engagement
- A consistent finishing allowance
- 锋利的切削刃
- 短刀具悬伸
- Stable tool entry and exit
- Reliable chip evacuation
- Minimal recutting
- Separate finishing tools for critical surfaces
- Tool wear control across the batch
A spring pass is not automatically a solution. If the wall is deflecting away from the cutter, repeating the same toolpath may produce little improvement or may create additional rubbing.
Fixture Design and Clamping Pressure
A fixture for a thin-wall component should support the part without forcing it into a false shape.
Useful approaches may include:
- Machined soft jaws
- Distributed support pads
- Low-force clamps
- Modular support close to the cutting zone
- Internal mandrels
- Sacrificial carriers
- Vacuum fixtures for suitable flat geometries
- Adhesive or encapsulation methods for selected special cases
Vacuum workholding is not automatically the best choice. It depends on:
- Available sealing area
- Cutting direction
- Leakage risk
- Part flatness
- Required holding force
- Surface-protection needs
The fixture should be reviewed in three conditions:
- Before clamping
- While clamped
- After release
If the part only meets tolerance under clamp pressure, the fixture may be hiding the actual deformation.
For general thin-wall strategies across different aluminum grades, 回顾我们的 thin-wall aluminum CNC machining guide.
Cutter Geometry, Tool Reach, and Chip Control
7075 machines well with suitable cutting tools, but a high-strength alloy and weak wall create a process where tool pressure matters.
A practical aluminum tool normally uses:
- 锋利的切削刃
- Positive cutting geometry
- Smooth or polished flutes
- Adequate chip space
- Suitable helix and core geometry
- 低跳动
- A rigid holder
The tool should be:
- As large as the geometry allows
- As short as the feature allows
- Long enough to clear the wall without unnecessary stickout
Long-reach tools increase:
- Deflection
- Chatter risk
- Wall taper
- Corner wear
- Sensitivity to runout
Chip evacuation is equally important. Recut chips can scratch a finished wall, increase cutting force, and damage a thin edge.
The coolant or air strategy should remove chips reliably without applying uncontrolled pressure to a delicate wall.
Common Problems and Likely Causes
| Observed problem | Possible causes | Process checks |
|---|---|---|
| Wall is oversized near the middle | Wall deflecting away from the cutter | Reduce cutting force, support the wall, revise finishing engagement |
| Wall is tapered | 刀具偏转, long reach, 夹紧不稳定 | Shorten tool, reduce engagement, inspect holder runout |
| Part bows after unclamping | Residual stress release or clamp distortion | Review stock condition, 平衡粗加工, intermediate release |
| Chatter marks appear on tall walls | Low wall stiffness, unstable tool engagement | Add temporary support, change toolpath, reduce overhang |
| Pocket width changes after machining | Opposing walls moved after release | Inspect in free state, revise roughing sequence |
| Flatness changes after anodizing | 涂层, 预处理, 处理, or existing part stress | Define pre- 和完工后检验要求 |
| Burrs form on thin exits | Dull edge, unsupported exit, incorrect feed | Use sharp tooling and controlled exit strategy |
| Color varies after anodizing | 合金化学, stock variation, 预处理, 表面纹理 | Control material lot and approved visual standard |
Inspect the Part After Unclamping
Inspection performed only while the part is clamped may not represent the delivered component.
The inspection plan should identify:
- 基准A, 乙, 和C
- Free-state or restrained-state condition
- Support-point locations
- Stabilization time, when required
- Temperature requirements
- Critical wall-thickness locations
- 轮廓, 平整度, 并行性, and position requirements
- Features requiring functional gauges
- Pre-anodize and post-anodize checks
- Report format
可能的检查设备包括:
- CMM
- 高度尺
- Surface plate
- 千分尺
- 卡尺
- 内径规
- Pin or plug gauges
- Dedicated checking fixture
- Optical measurement equipment
The method must suit the feature. A flexible wall can move under a measuring probe, so measurement force and part support can affect the result.
Tight tolerances should be assigned only to features that control function. Applying the same tight requirement to every wall, pocket, and cosmetic surface increases machining and inspection cost without necessarily improving the assembly.
Anodizing Risks on 7075 铝
7075 可阳极氧化, but its cosmetic result should not be assumed to match 6061.
Alloy chemistry affects the natural tone and response to pretreatment and dyeing. Higher-alloyed 7075 may produce a darker or less uniform appearance, and light decorative colors may be more difficult to match consistently.
The Aluminum Anodizers Council notes that anodizing results depend on the alloy and desired outcome, while finishing guidance commonly identifies high-strength alloys such as 7075 as more difficult to color-match than 6000-series aluminum.
Control the Material Source
For appearance-sensitive batches, try to keep consistent:
- 合金
- 脾气
- 产品形态
- Material supplier
- 材料批号
- 纹理方向
- Machined surface condition
Mixing stock from different sources or lots may increase visible variation.
Define the Visual Standard
Words such as:
- 黑色的
- 清除
- 制服
- 哑光的
- Satin
- No color difference
are not sufficient on their own.
Specify whether acceptance is based on:
- An approved physical sample
- A defined color range
- A gloss range
- A visual distance and lighting condition
- Separate cosmetic zones
- A first-article approval
A generated rendering or CAD color should not be treated as an anodizing color standard.
Do Not Treat Bead Blasting as a Color Guarantee
Bead blasting can help create a more uniform surface texture, but it cannot guarantee identical anodized color across every 7075 批.
The final appearance is also affected by:
- 合金化学
- 表面处理
- Existing tool marks
- 介质条件
- Bath control
- 涂层厚度
- Dyeing
- 密封
Protect Fits, 洞, and Threads
Anodizing changes the surface and can affect:
- 精密孔
- External diameters
- 螺纹配合
- 轴承座
- 接地表面
- 电接触区域
- Sealing interfaces
根据图纸而定, these features may require:
- 掩蔽
- 机械加工余量
- Post-anodize verification
- Thread plugging
- Controlled coating thickness
- Secondary machining
Dimensions should clearly state whether they apply before or after anodizing.
For a wider comparison of anodizing, 喷砂, coating allowances, 掩蔽, 和检查, 回顾我们的 surface finishes for CNC parts.
DFM Questions to Confirm Before Quotation
Before machining a 7075 thin-wall part, the buyer and supplier should confirm:
- 是 7075 required by load calculation, or would 6061 provide sufficient performance?
- What temper and stock form are required?
- What is the minimum wall thickness?
- What is the unsupported wall height and span?
- Which dimensions are functionally critical?
- Which surfaces are datums?
- Is the part inspected in a free or restrained condition?
- Are ribs, 鱼片, or temporary supports allowed?
- Is the part anodized?
- Which dimensions apply after anodizing?
- Are any bores, 线程, or contact areas masked?
- Does cosmetic appearance require an approved sample?
- Are material certificates or inspection reports required?
- Is the quantity a prototype, low-volume batch, or repeat order?
- Is assembly-level inspection required?
Answering these questions before production usually provides more value than applying an extremely tight tolerance to the complete drawing.
7075 与 6061 for Thin-Wall Parts
7075 is not automatically the best alloy simply because it is stronger.
| 要求 | 6061 | 7075 |
|---|---|---|
| 一般机械加工性 | 非常好 | Very good with suitable tooling |
| 力量 | 缓和 | 更高 |
| Dimensional-stability risk | Often easier to manage | Requires careful review of stock and process |
| Cosmetic anodizing | Usually easier to control | May be darker or more variable |
| 耐腐蚀 | 一般比较好 | Lower than 6061 in many environments |
| 成本 | 通常较低 | 通常较高 |
| Typical choice | General housings and fixtures | High-load lightweight structural components |
选择 7075 when its mechanical performance is needed. Do not select it only because it sounds more advanced.
常问问题
What Is Considered a Thin-Wall 7075 部分?
There is no universal thickness limit.
Wall behavior depends on its height, 长度, 形状, 支持, nearby ribs, cutter reach, and the amount of surrounding material. 一个 1 mm wall may be stable in a small supported feature but difficult across a large housing.
Is 7075-T651 Better Than 7075-T6 for Machining?
For plate components, T651 is often preferred when reduced residual-stress risk is important because it has been stress-relieved by stretching.
It still does not eliminate movement caused by unbalanced machining, weak geometry, excessive clamping, or cutting heat.
Can a 7075 Thin-Wall Part Hold ±0.02 mm?
Selected dimensions may be achievable after engineering review, but ±0.02 mm should not be promised for every wall or across an entire large component.
Capability depends on feature size, wall stiffness, 数据结构, 加工顺序, inspection state, 和表面处理.
Why Does the Part Move After the Clamps Are Released?
The fixture may be elastically deforming the component, or machining may have changed the balance of residual stress in the stock.
After clamp pressure is removed, the part moves toward its free-state shape.
能 7075 Be Black Anodized?
是的, 7075 can be black anodized.
然而, shade, 光泽度, and uniformity may differ from 6061. 材料批号, 预处理, 表面纹理, coating process, 染色, and sealing all affect the final result.
Should Dimensions Be Checked Before or After Anodizing?
这取决于功能.
关键配合, 钻孔, 线程, 密封面, and assembly interfaces may need post-anodize verification. The drawing should identify which dimensions apply to the finished condition.
Can Bead Blasting Eliminate Anodizing Color Variation?
福田街道.
Bead blasting can make the texture more consistent, but it cannot remove variation caused by alloy chemistry, 库存状况, bath control, 涂层厚度, 染色, or sealing.
Should Thin Walls Be Finished in One Pass?
Usually not as a universal strategy.
A controlled roughing, 半精加工, release, reclamping, and finishing sequence may provide better stability. The exact route depends on the geometry and quantity.
回顾你的 7075 Thin-Wall Part Before Production
Send the complete project information, 包括:
- STEP or other 3D CAD file
- 2D图
- 7075 alloy and temper
- 数量
- 临界公差
- Datum requirements
- Minimum wall thickness
- Anodizing specification
- Cosmetic zones
- 遮蔽要求
- Inspection and reporting needs
- Assembly requirements
Rapid Efficient can review the geometry, 物质条件, 工具访问, fixture risks, 加工顺序, 表面处理要求, and inspection priorities before quotation.
For prototype, 低容量, and repeat projects, 回顾我们的 CNC铝加工服务.





