
Conclusion First
Machining aluminum threads requires correct hole sizing, sharp tooling, lubrication, and stable chip evacuation.
For high-volume production, form tapping is efficient and chip-free.
For precision parts or expensive components, thread milling offers better control and lower scrap risk.
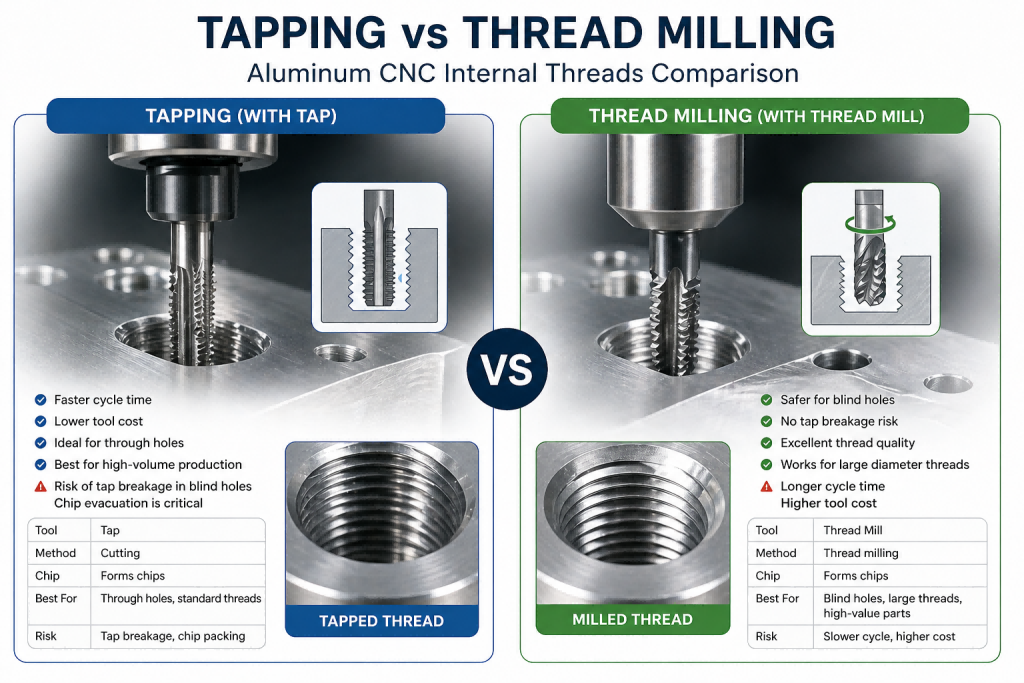
Tapping vs Thread Milling
| Method | Best For | Main Advantage | Main Risk |
|---|---|---|---|
| Cut Tapping | Standard holes | Fast and simple | Chip packing |
| Form Tapping | High volume 6061 | Stronger threads | Higher torque |
| Thread Milling | Precision parts | Best control | Longer cycle time |
Why Aluminum Threads Fail
Most thread defects come from:
- wrong pilot hole size
- dull taps
- poor lubrication
- trapped chips
- weak machine rigidity
- no chamfer entry
Even good machines produce poor threads when setup is wrong.
6061 vs 7075 for Threading
6061-T6
Softer and easier to form tap, but may smear if tooling is dull.
7075-T6
Harder and stronger, often cleaner cutting, but increases tool wear faster.
Read our full comparison of 6061 vs 7075 aluminum
How to Get Clean Threads
Use Correct Hole Size
Pilot hole size controls fit and torque.
Add Chamfer First
A clean lead-in reduces torn threads.
Use Proper Lubrication
Aluminum taps better with correct oil or coolant.
Control Chips
Blind holes often fail from packed chips.
Replace Worn Tools Early
A dull tap can oversize threads before breaking.
Form Tap Rule
Form tapping requires a larger pilot hole than cut tapping because material is displaced rather than cut.
Using the wrong drill size can overload the tap and shorten tool life.
65% to 75% thread engagement is often the best balance of strength, torque, and tap life.

Thread Milling vs Tapping: Which Is Safer?
Choose thread milling when:
- part cost is high
- broken tap risk is unacceptable
- thread tolerance is critical
- large diameter threads are required
Choose tapping when:
- volume is high
- cycle time matters
- thread depth is moderate
Engineer’s Note
Many thread problems blamed on taps are actually caused by wrong hole size and poor chip evacuation.
Tooling matters, but process control matters more.
FAQ
Is form tapping stronger?
Often yes, because material is displaced rather than cut.
Can 7075 be tapped?
Yes, with correct speeds and sharp tools.
Is thread milling safer?
Yes. If the tool breaks, it usually does not get stuck like a tap.
Why are my aluminum threads rough?
Usually poor lubrication, dull tooling, or bad chip evacuation.
What thread percentage is best for aluminum?
Usually 65% to 75% thread engagement offers the best balance of strength and tap life.
Need Reliable Threaded Aluminum Parts?
RapidEfficient machines threaded housings, manifolds, and precision aluminum parts with stable quality and fast lead times.
Send us your drawing for a free thread manufacturability review within 24 hours.





