
Conclusion First
CNC machining tolerance stack-up happens when small errors from datums, fixtures, clamping force, tool wear, thermal expansion, and inspection methods accumulate across multiple features or setups.
A single tight-tolerance feature may be achievable under suitable machining and inspection conditions. But if the datum strategy is weak, the fixture is unstable, or the inspection method does not match the drawing intent, small deviations can combine into assembly failure.
For precision CNC parts, tolerance stack-up is not only a drawing issue. It is a manufacturing control problem. To reduce risk, engineers must align the design datum, machining datum, fixture strategy, toolpath, and inspection method before production begins.
At Rapid Efficient, tolerance stack-up is reviewed through datum planning, fixture strategy, rough-rest-finish machining, and inspection planning for critical dimensions when the project requires tighter control.
Quick Decision Table: Where Tolerance Stack-Up Starts
| Stack-Up Source | How It Creates Error | Practical Control Method |
|---|---|---|
| Weak datum selection | Features are measured from a reference that does not match the functional datum | Use functional datums and verify datum repeatability |
| Fixture movement | Part position changes between roughing, finishing, or repeated setups | Use custom fixtures, soft jaws, or vacuum fixtures |
| Clamping deformation | Thin walls bend under pressure | Reduce clamping force and use balanced support |
| Thermal expansion | Heat changes part size during cutting | Control coolant, toolpath, and cutting sequence |
| Tool wear | Feature size gradually drifts during production | Monitor tool life and inspect critical features |
| Multiple setups | Each setup adds alignment error | Use common datums, probing, dowel pins, and CMM verification |
| Inspection mismatch | Inspection reference does not match the drawing datum structure | Align CMM inspection with GD&T datum structure |
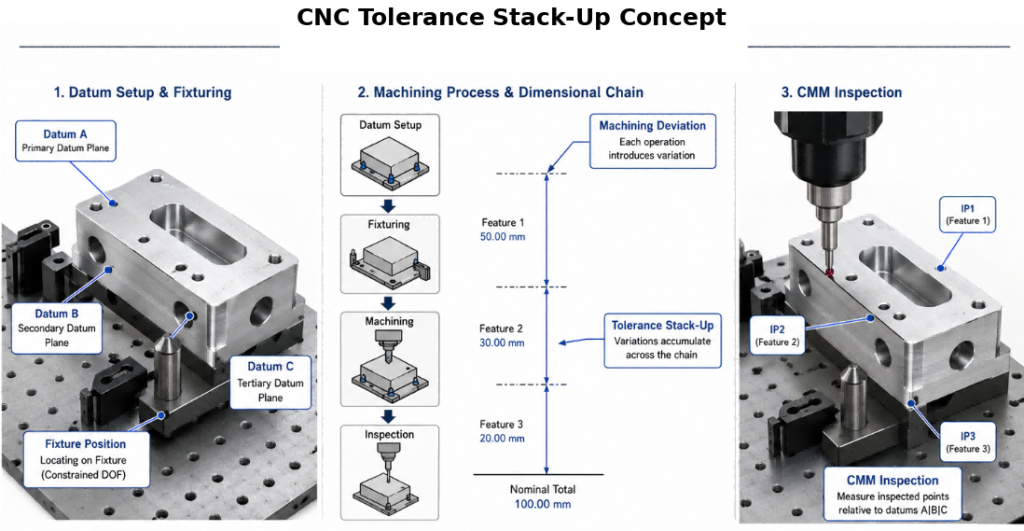
What Is Tolerance Stack-Up in CNC Machining?
Tolerance stack-up is the accumulation of small dimensional variations across a part, assembly, or machining process.
In CNC machining, each feature may appear to be within tolerance individually. But when multiple features depend on each other, the combined error can exceed the functional requirement.
For example, a housing may have:
- A bearing bore tolerance of ±0.005 mm
- A bolt hole position tolerance of ±0.02 mm
- A sealing face flatness requirement of 0.01 mm
- A concentricity requirement between two machined features
Each tolerance may look manageable on the drawing. But if the datum is unstable, the fixture shifts, or the part deforms after roughing, the final assembly may fail even though several individual dimensions appear acceptable.
If tolerance stack-up is only discovered during final inspection, it is already too late. At that point, the part may look acceptable on individual dimensions but still fail when the bearing, bolt pattern, and mating face are checked together.
This is why tolerance stack-up should be reviewed before machining begins, not only checked after the part is finished.
Why Small CNC Errors Become Expensive Scrap
Precision parts rarely fail because of one obvious mistake. More often, they fail because several small deviations happen at the same time.
A typical chain looks like this:
- The drawing defines a functional datum.
- The machinist chooses a different physical datum for easier setup.
- The fixture clamps a thin wall too aggressively.
- Roughing releases internal material stress.
- Finishing removes material from a slightly distorted part.
- CMM inspection shows that the final feature is out of true position.
No single step looks catastrophic. But together, they create a tolerance stack-up problem.
In real production, tolerance stack-up rarely announces itself early. The part may pass a quick caliper check, the bore diameter may look correct, and the surface finish may meet the drawing. The problem appears later, when the part is assembled and the bolt pattern, bearing bore, and mating face no longer agree with each other.
This is why experienced machinists do not treat tolerance stack-up as a math problem only. It is a setup problem, a fixture problem, a heat problem, and finally an inspection problem.
This is especially common in:
- Thin-wall aluminum housings
- Motor housings
- Optical mounts
- Semiconductor bushings
- Heat sinks
- Precision fixture components
The Datum Problem: Design Datum vs Machining Datum
One of the biggest causes of tolerance stack-up is the gap between the design datum and the machining datum.
A design datum is created by the engineer to define functional relationships. A machining datum is the physical reference used in the shop to locate the part. If these two are not aligned, tolerance stack-up becomes much harder to control.
| Datum Type | Who Defines It? | Main Purpose | Stack-Up Risk |
|---|---|---|---|
| Design Datum | Engineer / designer | Controls function and GD&T intent | May be difficult to access physically |
| Machining Datum | CNC machinist / process engineer | Locates the part during machining | May not match final assembly function |
| Inspection Datum | QC / CMM engineer | Verifies part against drawing | Can produce misleading results if not aligned |
| Functional Datum | Final assembly requirement | Ensures real-world fit | Often ignored too late in production |
Engineer’s Note
In precision CNC machining, the worst datum is not always the smallest surface. Sometimes it is a large surface with poor flatness or poor repeatability.
If the primary datum rocks during probing or clamping, every downstream feature inherits that error.
For tight-tolerance parts, one practical question should be asked before machining:
Which surface or feature controls the final function of the part?
That feature should guide the datum strategy.
For related datum selection principles, see:
Types of CNC Machining Datums
How Fixtures Influence Tolerance Stack-Up
Fixtures are not just workholding tools. They are part of the tolerance system.
A fixture can reduce error, or it can create error.
For example, if a thin-wall aluminum component is clamped with too much force, it may appear stable during machining. But once the clamp is released, the part springs back and the final dimensions shift. This is a common cause of tolerance failure in thin-wall CNC machining.
A common mistake is assuming that a rigid clamp always improves accuracy. In thin-wall machining, excessive rigidity can create a false sense of stability during cutting, only for the part to spring back after release.
Fixture-Related Stack-Up Risks
| Fixture Issue | Result | Better Approach |
|---|---|---|
| Over-clamping | Thin-wall deformation | Use soft jaws or low-pressure clamping |
| Poor support | Vibration and surface chatter | Add custom support points |
| Unstable locating pins | Position repeatability loss | Use hardened dowel pins or precision locators |
| Fixture thermal growth | Dimensional drift | Control machining temperature |
| Poor access for probing | Datum inconsistency | Design probe-accessible reference points |
For more details on deformation control, see:
How to Reduce the Deformation During CNC Machining
Thermal Expansion: The Hidden Stack-Up Factor
Thermal expansion is often underestimated in CNC tolerance stack-up.
During machining, heat comes from:
- Tool friction
- High spindle speed
- Poor chip evacuation
- Insufficient coolant
- Long machining cycles
- Material stress release
Even if the CNC machine is accurate, the part itself may expand during cutting. Once it cools, the final dimension may change.
This matters especially for:
- Aluminum parts
- Thin-wall components
- Long parts
- High-speed machining
- Precision bores
- Tight sealing faces
For bearing bores, sealing faces, and bolt patterns, thermal drift can turn a small setup error into an assembly-level failure.
For precision aluminum components, thermal control should be combined with a proper roughing strategy and finishing allowance, a part may measure correctly during machining but fail after cooling.
Rough-Rest-Finish: A Practical Way to Reduce Stack-Up
For precision parts, one of the most effective strategies is the Rough-Rest-Finish method.
This means:
- Rough machine the part and leave finishing allowance.
- Allow the material to stabilize after stress release.
- Re-clamp or re-check the part if needed.
- Finish machine critical features under stable conditions.
This method is especially useful for:
- 7075 aluminum parts
- Thin-wall motor housings
- Robotics brackets
- Optical components
- High-precision fixture plates
When a part is finished immediately after heavy roughing, residual stress may still be moving inside the material. That movement becomes tolerance stack-up.
Engineer’s Note
For thin-wall aluminum parts, we do not chase the final tolerance immediately after roughing. The material often moves after internal stress is released.
Our usual approach is to rough the part first, allow it to stabilize, re-check the datum, and then finish the critical features.
This extra step may look slow, but it helps prevent final tight-tolerance features from being machined on a moving or unstable part.
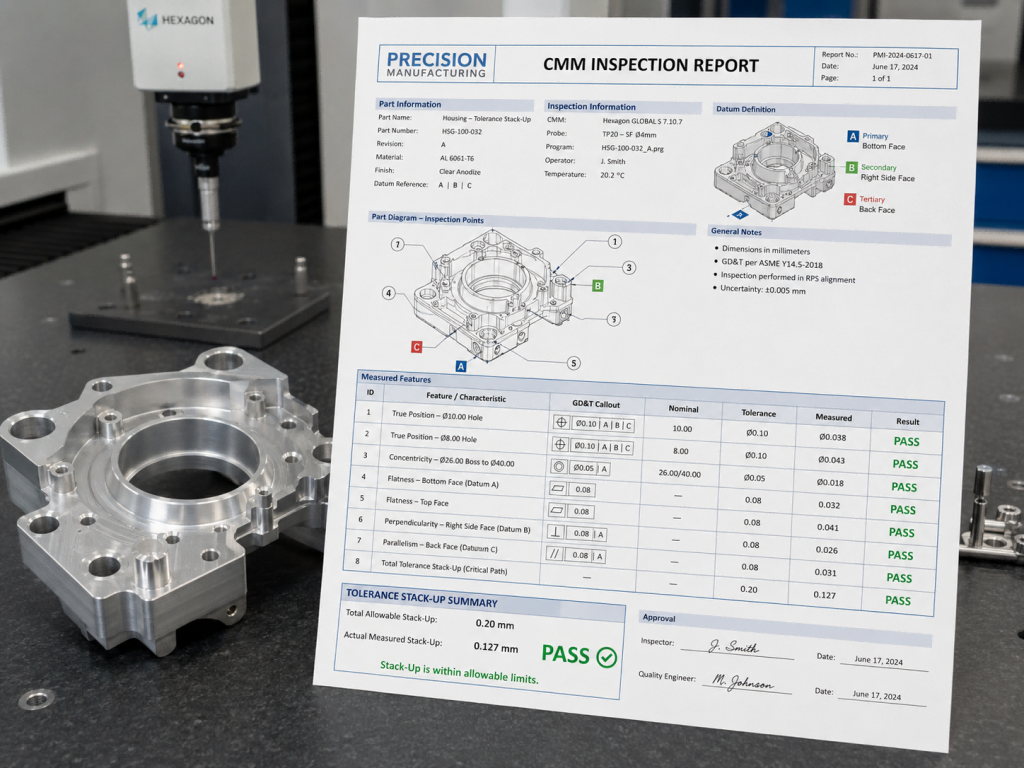
CMM Inspection: The Final Defense Against Stack-Up
CMM inspection is not just a quality-control step. It is a way to confirm whether the machining process followed the intended datum logic.
A strong CMM inspection report should verify:
- Critical dimensions
- Flatness
- Parallelism
- Perpendicularity
- Concentricity
- True position
- Datum reference frame
- First article inspection results
If the CMM program uses the wrong datum structure, inspection may pass a part that fails in assembly. That is why inspection planning must match the drawing’s GD&T intent.
Inspection is the final verification step for tolerance stack-up, but it should be planned together with datum strategy, fixturing, and machining sequence before production. For buyer-side quality review, see our guide on CMM inspection for CNC machined parts.
Tolerance Stack-Up Example: Bearing Bore and Bolt Pattern
Consider a CNC machined aluminum housing with a precision bearing bore and a bolt hole pattern.
The drawing may require:
- Bearing bore diameter: tight tolerance requirement
- Bore concentricity: controlled by the drawing requirement
- Bolt hole true position: controlled by the drawing requirement
- Mounting face flatness: controlled by the drawing requirement
If the mounting face is used as the primary datum but it is not flat enough after roughing, the bore position may shift. If the bolt pattern is machined in a second setup with a different datum, the true position error increases further.
The final result may be:
- Bore diameter is acceptable
- Bolt holes are individually acceptable
- Mounting face is acceptable
- But the assembly still fails because the relationship between features is wrong
This is tolerance stack-up.
For this type of part, the machining plan should not start with the easiest clamping surface. It should start with the feature relationship that matters most in assembly.
How to Reduce CNC Machining Tolerance Stack-Up
1. Start With Functional Datum Planning
Before machining, identify which feature matters most in the final assembly. This could be a bearing bore, sealing face, locating hole, or mating surface.
The machining strategy should protect that feature relationship.
2. Use Stable Fixtures
Fixtures should support the part without distorting it. For thin-wall parts, soft jaws, vacuum fixtures, and custom supports can reduce clamping-related stack-up.
3. Control Roughing Stress
Heavy roughing can release residual stress. Use balanced roughing and leave finishing allowance for critical features.
4. Manage Heat
Use proper coolant, cutting parameters, and machining sequence to prevent thermal drift.
5. Verify With CMM Inspection
Critical features should be checked against the correct datum reference frame, not just measured as isolated dimensions.
6. Review Tolerance Feasibility During DFM
If the drawing requires tight tolerance across multiple setups, DFM review should be done before quotation and production to identify datum, fixture, machining, and inspection risks.
Hidden Cost: Why Tolerance Stack-Up Increases CNC Machining Cost
Tolerance stack-up does not only increase scrap risk. It also increases cost.
| Cost Driver | Why It Happens |
|---|---|
| More setup time | Datums and fixtures require extra planning |
| Slower machining | Heat and stress must be controlled |
| More inspection | Critical dimensions require CMM checks |
| Higher fixture cost | Custom workholding may be needed |
| More rework risk | Small errors may only appear after assembly |
| Longer lead time | Stable machining requires more process control |
This is why the cheapest quote is not always the lowest real cost.
If tolerance stack-up is ignored, the buyer may pay later through rework, delayed assembly, or rejected parts.
Internal Links for Related Technical Guides
To better understand how tolerance stack-up connects to precision CNC machining, see these related guides:
- Types of CNC Machining Datums
- Positioning Method of Machining
- How to Reduce the Deformation During CNC Machining
- CNC Motor Housing Thin-Wall Concentricity Case Study
- 5-Axis Aluminum Housing Case Study
FAQ: CNC Machining Tolerance Stack-Up
What is tolerance stack-up in CNC machining?
Tolerance stack-up happens when small dimensional errors from multiple features, datums, setups, fixtures, thermal expansion, tool wear, or inspection methods accumulate and affect final assembly or function.
Why does tolerance stack-up cause scrap?
A single feature may still be within tolerance, but several small deviations can combine across different features or setups. This can lead to poor fit, misalignment, bearing issues, sealing problems, or assembly failure.
How can tolerance stack-up be reduced?
Tolerance stack-up can be reduced by using functional datums, stable fixturing, suitable machining sequence, rough-rest-finish strategies, thermal control, tool wear monitoring, and inspection methods that match the drawing datum structure.
Is CMM inspection enough to control tolerance stack-up?
CMM inspection helps verify final dimensions, but it cannot fix a poor datum strategy or unstable fixture after machining. Inspection should be planned together with machining datums, fixture strategy, and critical tolerance requirements before production.
Do tighter tolerances always improve part quality?
Not always. Unnecessary tight tolerances can increase machining cost, inspection time, scrap risk, and lead time. Tight tolerances should be applied only to features that affect assembly, sealing, motion, alignment, or function.
What should buyers provide before quoting tight-tolerance CNC parts?
Buyers should provide 2D drawings, 3D CAD files, material grade, tolerance requirements, datum information, surface finish, inspection needs, quantity, and application notes. This helps the supplier review tolerance stack-up risk before quotation.
Conclusion
CNC machining tolerance stack-up is not caused by one single error. It is the result of small deviations from datum selection, fixture design, clamping force, thermal expansion, tool wear, and inspection strategy.
For high-precision CNC parts, controlling tolerance stack-up requires more than accurate machines. It requires process planning, stable workholding, stress control, and reliable inspection.
At RapidEfficient, we help engineers reduce tolerance stack-up through DFM review, precision CNC machining, fixture planning, and CMM inspection.
If your part requires tight dimensional relationships, complex datums, or ±0.005 mm precision, our engineering team can help identify the risks before production begins.
Request a quote for your high-precision CNC machining project today.





