Conclusion First
A customer needed a high-complexity aluminum housing with features that were impossible to machine accurately on a standard 3-axis mill. By utilizing our 5-axis simultaneous CNC machining with an optimized hybrid strategy, RapidEfficient reduced the number of setups from five down to one, ensuring a flawless ±0.01 mm positional tolerance and faster delivery.
Project Background
The previous supplier struggled with “datum shift”—where the part moves slightly every time it is re-clamped. This led to a 15% reject rate on the critical sealing face and angled connector holes. See how we achieved similar high-precision tolerances in our Brass Connector Case Study.
Main Manufacturing Challenges
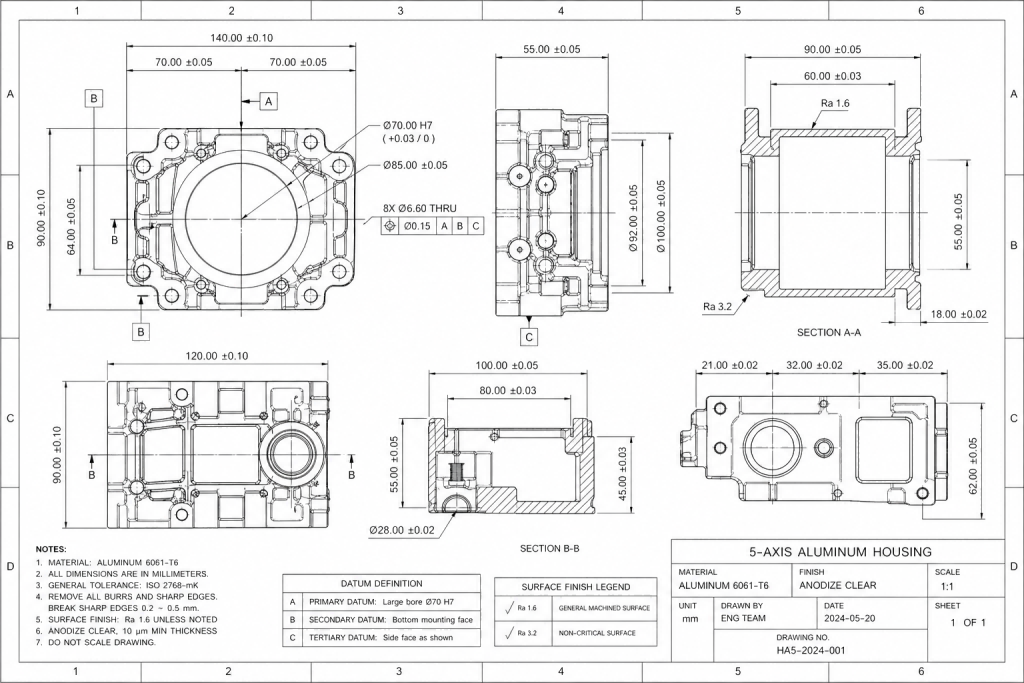
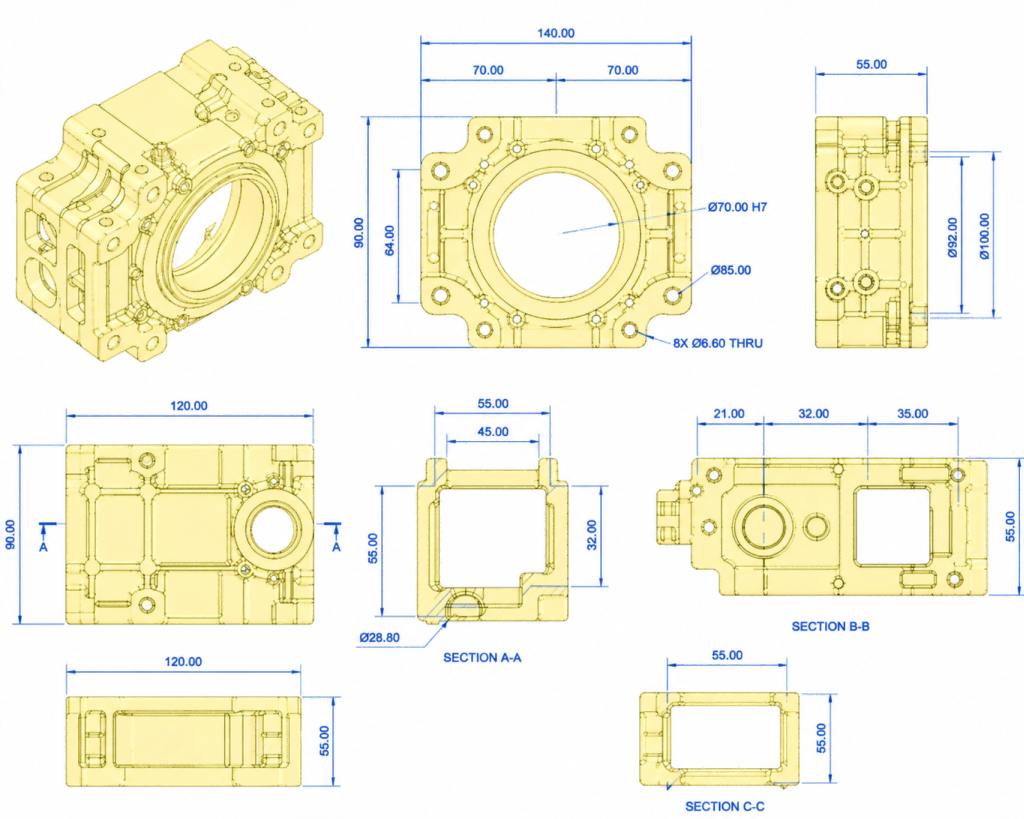
- Compound Angles: Multiple side-ports at 15° and 45° needed accurate positional control.
- Thin-Wall Areas: Deep internal pockets required long-reach tools with vibration suppression.
- Tolerance Stack-Up: Multiple re-clamps on 3-axis made ±0.01 mm impossible due to accumulated error. Check how we addressed tight tolerances in our Surface Finish Guide for CNC Aluminum.
Our 5-Axis Solution
We utilized a trunnion-style 5-axis machine with a hybrid strategy:
- 3+2 Positional Setup for Rigid Features: For angled side-ports, we programmed 3+2 positioning to maximize rigidity and accuracy.
- Simultaneous 5-Axis Contouring: For internal curved surfaces, we used simultaneous 5-axis contouring to ensure smooth surface finish without manual polishing.
- Single Fixture Operation: Eliminated multiple fixture changes and prevented tolerance stack-up. For complex 5-axis aluminum housings, reducing setups is not only about saving time. It also helps reduce tolerance stack-up between critical features across different machining orientations.
- Short and Rigid Tooling: By tilting the part, we used shorter tools with better rigidity for improved surface finish.
- In-Process Probing: Mid-process probing verified datum alignment before critical finishing cuts. Learn more about how we optimize tool wear in our Tool Wear Guide.
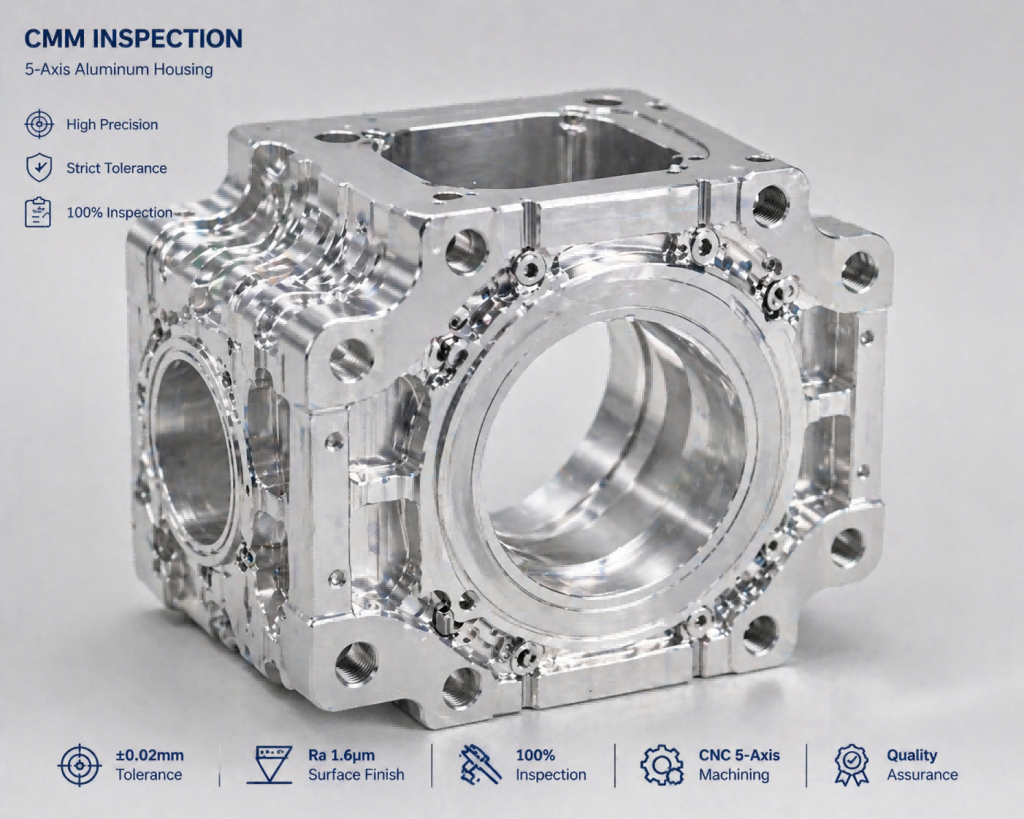
Complex 5-axis geometry must be verified, not only machined. CMM inspection helps confirm true position, flatness, and datum alignment before final delivery.
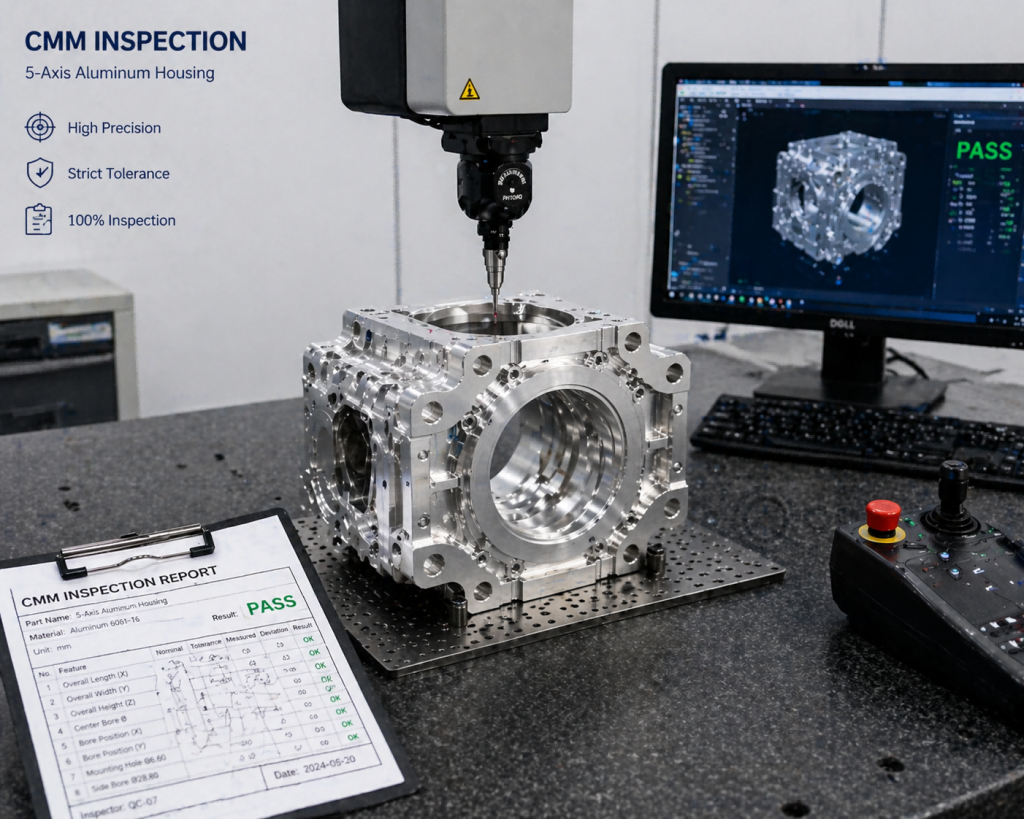
Quality Verification
Every housing underwent full inspection with a Coordinate Measuring Machine (CMM):
- Flatness: Verified to 0.02 mm across the 120 mm length.
- True Position: Critical angled ports held within ±0.015 mm true position relative to primary datums.
- Distortion Control: Because heavy material removal can induce stress, we performed staged stress-relief (rest cycles between rough and finish passes) so that the part maintained flatness without post-machining warping. For more on distortion control and tolerance stack-up, check our Surface Finish Guide.
Production Results (Comparison)
| Metric | Traditional 3-Axis (Previous) | RapidEfficient 5-Axis | Improvement |
|---|---|---|---|
| Setups Required | 5 separate operations | 1 single setup | -80% |
| Risk Reject Rate | 15.2% (Datum shift) | < 0.5% | Near Zero |
| Positional Accuracy | ± 0.05 mm | ± 0.01 mm | 5× Better |
| Lead Time | 12 Days | 8 Days | 33% Faster |
Engineer’s Note
If your part requires more than 2–3 setups on a traditional mill, you are likely paying for tolerance stack-up error and unnecessary fixturing costs. A true 5-axis process not only reduces setups but significantly improves accuracy and consistency—especially for housings with compound angles and tight positional requirements.
Need a Complex 5-Axis Quote?
RapidEfficient specializes in high-tolerance aluminum housings and precision machining.
Upload your drawing for a 24‑hour DFM (Manufacturability) review.