Conclusion
In this high-stakes case study, RapidEfficient successfully achieved a ±0.005mm tolerance for PEEK (Polyetheretherketone) components used in aircraft engine sensors and surgical robotic arms. By combining 5-axis simultaneous machining with advanced thermal stabilization, we delivered parts that outperform standard plastic tolerances by 10x.
Expert Tip: Need to compare materials first? Check our CNC Aluminum vs Plastic Comparison Guide.
For a broader comparison of metals and engineering plastics, see our CNC material selection guide.
Project Background:
- Industries: Aerospace (Sensor Housings) & Medical (Surgical Inserts).
- The Challenge: PEEK is the “Gold Standard” for high-performance plastics, but its high thermal expansion coefficient makes sub-micron tolerances extremely difficult to maintain during a 24-hour production cycle.
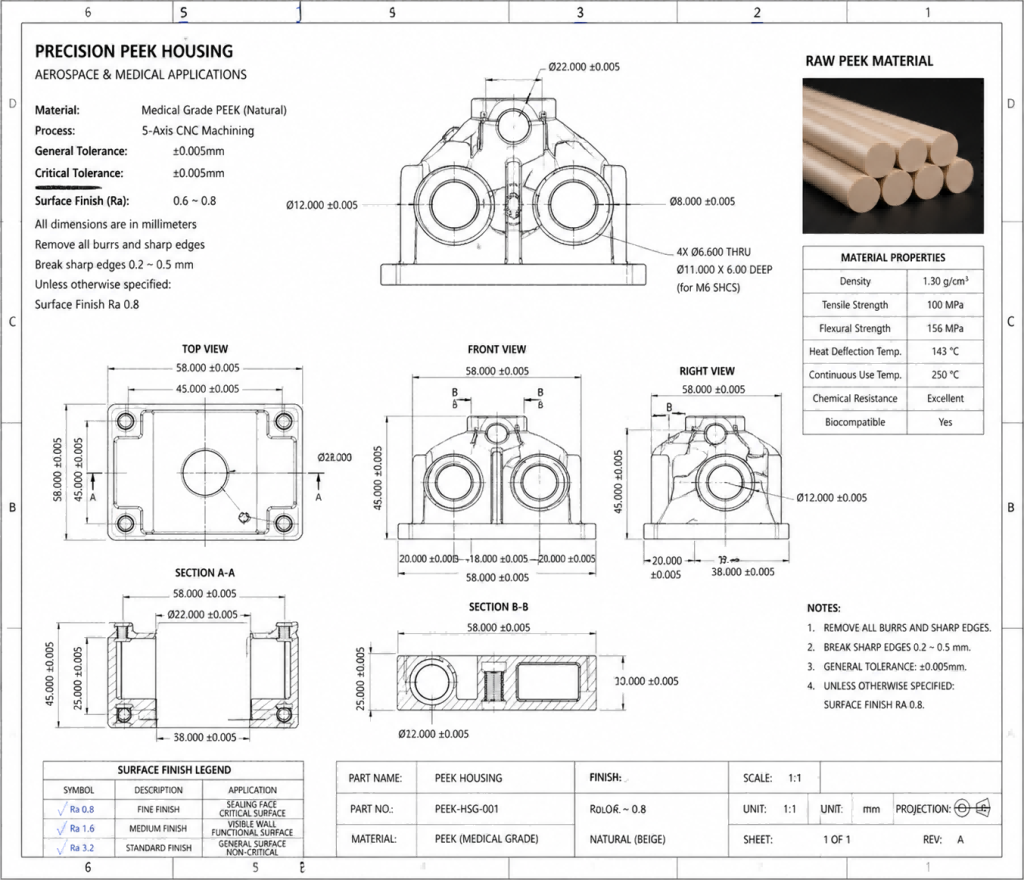
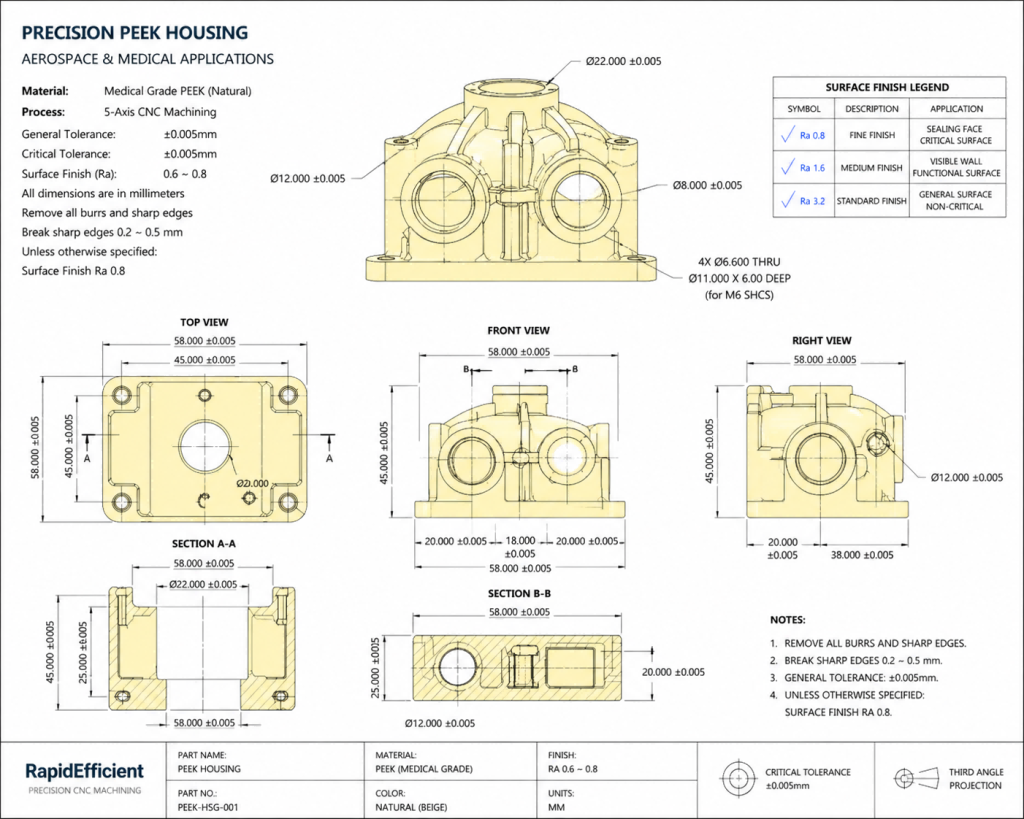
- Material: Medical-grade PEEK & Aerospace-grade Carbon-filled PEEK.
Key Manufacturing Challenges:
- Thermal Sensitivity: PEEK expands significantly with even slight temperature changes. Traditional machining friction can cause the part to “grow” mid-process.
- Internal Stress: Removing large amounts of material from PEEK can cause the part to warp or “creep” after it’s removed from the fixture.
- Tool Wear: High-performance PEEK is surprisingly abrasive, leading to tool deflection that ruins tight tolerances.
PEEK CNC Machining Risk Control Table
| Machining Factor | Risk in PEEK Parts | Engineering Control |
|---|---|---|
| Heat buildup | Dimensional growth or warping | Sharp tools, controlled coolant, light cutting |
| Internal stress | Post-machining deformation | Balanced roughing and stress relief |
| Clamping force | Surface marks or distortion | Soft jaws and low-pressure fixturing |
| Tool wear | Poor finish and tolerance drift | PCD tools or sharp carbide tools |
| Inspection timing | Size variation after cooling | Measure after temperature stabilization |
For printed nylon or SLS plastic parts, surface quality often depends on proper SLS post-processing methods such as powder removal, media blasting, dyeing, sealing, and coating.
For more strategies on controlling warping, stress release, and dimensional movement, see our guide on how to reduce deformation during CNC machining.
The RapidEfficient Solution: How We Hit ±0.005mm
To solve these issues, we treated this “plastic” part with the same rigor as a high-precision steel component:
- 5-Axis Simultaneous Strategy: We used 5-axis machining to complete complex internal geometries in a single setup, eliminating the alignment errors that occur during re-clamping.
- Cryogenic-Grade Coolant Control: We utilized a specialized temperature-controlled coolant system to keep the PEEK material at a constant 20°C throughout the entire cutting cycle.
- Diamond-Coated Tooling: Custom PCD (Polycrystalline Diamond) tools were used to maintain a razor-sharp edge, ensuring zero tool deflection and an Ra 0.8 surface finish.
- Staged Stress Relief:
- Roughing: Remove 90% material to let bulk stresses escape.
- Resting: 24-hour stabilization in a temperature-controlled soak.
- Finishing: Micro-cuts with diamond tools to lock in the final ±0.005mm.
Because PEEK material cost, tool wear, and inspection time can significantly affect the final quote, it is important to evaluate tolerance requirements together with total machining cost. See our guide on CNC machining cost in China.
Related Service: Learn more about our high-precision 5-Axis CNC Machining Capabilities.
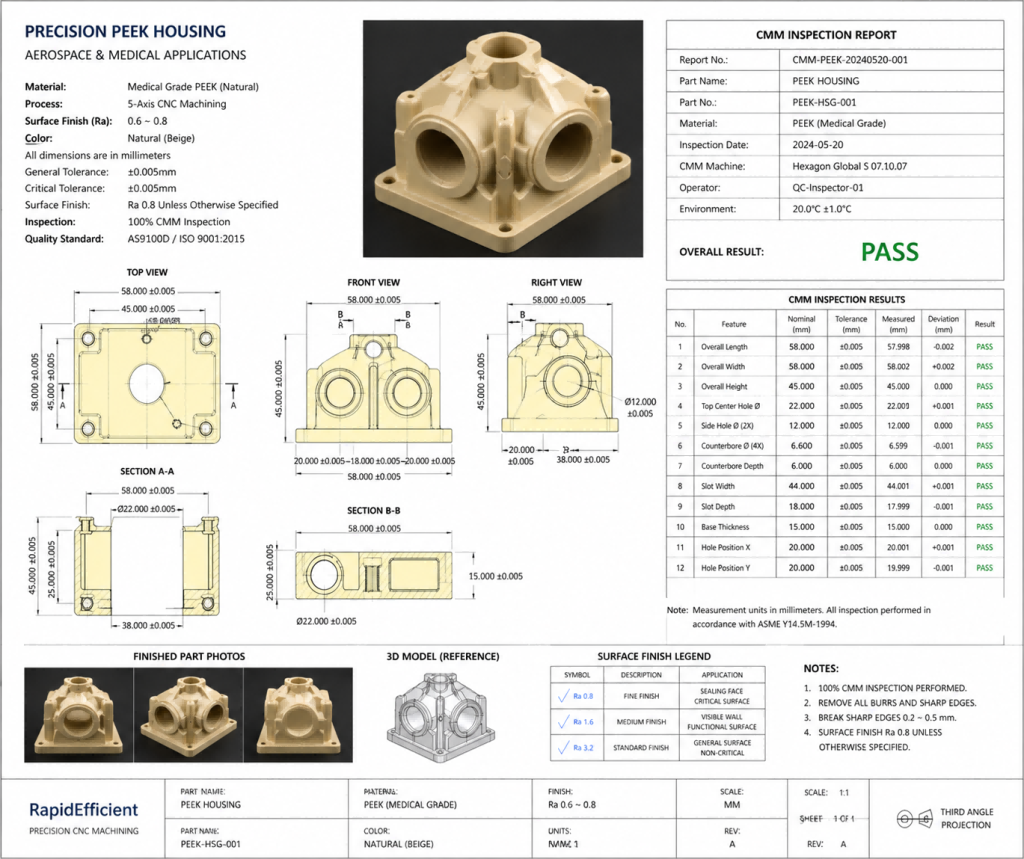
📊 Production Results (The Data)
| Metric | Client Requirement | RapidEfficient Result | Performance Gap |
|---|---|---|---|
| Critical Bore Tolerance | ±0.008mm | ±0.004mm | 200% Better |
| Positional Accuracy | ±0.015mm | ±0.005mm | 300% Better |
| Surface Roughness (Ra) | 1.6 Ra | 0.6 Ra | Clear Mirror |
| Lead Time | 15 Days | 9 Days | EXCEEDED |
Engineer’s Note: The Secret to PEEK Precision
“The biggest mistake shops make with PEEK is treating it like Nylon or POM. At the ±0.005mm level, PEEK behaves more like a non-ferrous metal. You must control the environment. If your shop temperature fluctuates by 5 degrees, your parts will be out of spec by lunch. We stabilize everything—the air, the fluid, and the machine.”
FAQ
- Q: Why is PEEK the “Gold Standard” for aerospace and medical applications?
A: PEEK combines the specific strength of titanium with the chemical inertness of noble metals. In aerospace, it survives temperatures up to 250°C while saving 70% weight vs. stainless steel. In medical fields, it is completely biocompatible and withstands thousands of Autoclave sterilization cycles without losing its ±0.005mm precision. - Q: Can you achieve Ra 0.4 on PEEK?
A: Yes, with specialized diamond polishing, but Ra 0.8 is our standard for high-precision CNC PEEK. - Q: How does PEEK handle medical sterilization?
A: It is compatible with Autoclave, Gamma, and EtO sterilization, making it ideal for reusable medical tools.
Need High-Precision PEEK Parts?
RapidEfficient is a leader in high-performance polymer machining. Whether you need a single aerospace prototype or a large batch of medical components, our 5-axis facility is ready.
Contact Our Engineering Team for a DFM Review