
Choosing brass when the part needs copper conductivity can cause performance problems.
Choosing pure copper when the part only needs a stable, easy-to-machine metal can increase machining difficulty, burr risk, surface handling issues, and cost.
Brass and copper may look similar to buyers who only compare their color, but they behave differently in CNC machining, assembly, finishing, inspection, and long-term use.
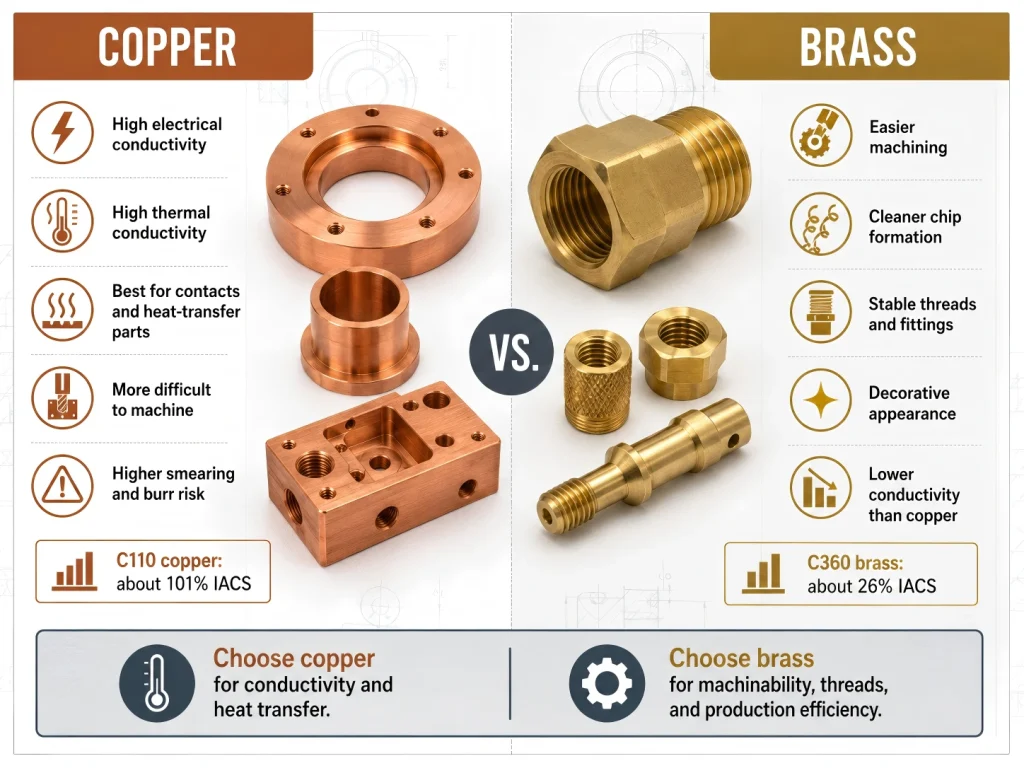
Copper is usually selected for electrical conductivity, thermal conductivity, and corrosion resistance.
Brass is often selected when the part needs better machinability, cleaner chip formation, stable threads, decorative appearance, or easier production.
The better question is not:
Is brass better than copper?
The better question is:
Which material property actually controls the function of this CNC machined part?
Rapid Efficient supports custom CNC machining projects using copper, brass, aluminum, stainless steel, engineering plastics, and other materials. Before quotation, we review the drawing together with the material grade, conductivity requirement, tolerance notes, surface finish, thread quality, burr sensitivity, inspection method, packaging needs, and delivery schedule.
The Main Difference Is Composition
Copper is a base metal.
Brass is an alloy mainly made from copper and zinc. Some brass grades may also include other elements to improve machinability, strength, corrosion behavior, or application-specific performance.
This composition difference changes how the material behaves.
Pure copper is valued because of its conductivity.
Brass is valued because it is usually easier to machine and more stable for many mechanical components.
That does not mean brass is a replacement for copper.
If the part needs high electrical or thermal conductivity, copper may be required.
If the part needs efficient CNC machining, threads, fittings, decorative appearance, or stable production behavior, brass may be more practical.
Material selection should follow the function of the part, not only the color or price.
For broader material-selection planning, review our CNC machining materials guide.
Brass vs Copper Decision Map for CNC Parts
| Part Requirement | Copper Is Usually Better When… | Brass Is Usually Better When… | Manufacturing Risk to Review |
|---|---|---|---|
| Electrical conductivity | The part carries current, requires low resistance, or functions as an electrical contact | Conductivity is useful but not the main requirement | Copper grade, contact surface, oxidation, plating, inspection |
| Thermal conductivity | Heat transfer is the main function | Heat transfer is secondary to machinability or mechanical assembly | Surface contact, flatness, oxidation, packaging |
| CNC machinability | Conductivity justifies the harder machining route | Cleaner chips, easier production, and stable threads matter more | Tooling, burrs, cycle time, tool wear |
| Threaded features | Copper is required for conductivity or application reasons | Threads need better stability, cleaner form, and lower machining risk | Thread gauge, burrs, pilot hole, plating |
| Small turned parts | Copper is required for electrical or thermal performance | High-volume mechanical parts need efficient turning | Bar stock, tool wear, chip control |
| Cosmetic appearance | Natural copper color is required | Golden appearance or decorative finish is preferred | Tarnish, polishing, coating, handling marks |
| Corrosion environment | Copper behavior matches the application | Brass grade is suitable for the environment | Dezincification risk, plating, exposure conditions |
| Tight tolerance part | Copper is required but machining risk is accepted | Material stability and machinability help production | Burrs, deformation, inspection, surface handling |
| Cost-sensitive production | Copper performance is essential | Brass meets the function with easier machining | Material cost, machining time, scrap risk |
| Parts requiring plating | Copper base material is specified | Brass substrate is acceptable for the finish | Adhesion, masking, post-finish dimensions |
This map is not a universal material rule.
It is a way to connect material choice with function, machining risk, and inspection requirements.
When Copper Makes More Sense
Copper is normally selected when its physical properties are part of the product function.
Typical copper CNC machined parts may include:
- Electrical contacts
- Busbar components
- Conductive connectors
- Heat-transfer parts
- RF and communication components
- Grounding parts
- Battery-related components
- Thermal-management components
- Selected medical or laboratory components
- Custom industrial electrical parts
Copper may be the better choice when the design requires:
- High electrical conductivity
- High thermal conductivity
- Corrosion resistance in the intended environment
- Non-magnetic behavior
- Conductive contact surfaces
- Heat dissipation
- Specific copper grade certification
- Conductive plating or post-processing route
However, copper is not always easy in CNC machining.
Pure copper can be soft, ductile, sticky, and sensitive to handling marks. It may smear, form burrs, stick to cutting edges, or show scratches more easily than many buyers expect.
The machining route should review:
- Tool sharpness
- Cutting heat
- Chip control
- Burr formation
- Workholding pressure
- Surface scratches
- Oxidation risk
- Post-machining cleaning
- Protective packaging
A copper part should not be treated like a generic yellow metal component.
If the part needs conductivity, the drawing should identify the copper grade, contact surfaces, surface-finish requirement, and inspection expectation.
When Brass Makes More Sense
Brass is often chosen when the part needs a balance of machinability, strength, corrosion behavior, appearance, and production efficiency.
Typical brass CNC machined parts may include:
- Fittings
- Bushings
- Inserts
- Valve components
- Instrument parts
- Electrical hardware
- Connectors
- Decorative components
- Precision turned parts
- Threaded components
- Small mechanical parts
- Communication-equipment parts
Brass may be the better choice when the design requires:
- Good machinability
- Cleaner chip formation
- Stable threads
- Decorative gold-like appearance
- Good dimensional repeatability
- Easier turning
- Lower burr risk than pure copper in many cases
- Efficient production of small parts
- Good balance of mechanical and electrical properties
But brass also has its own risks.
Not all brass grades behave the same. Leaded and lead-free brass can machine differently. Some grades may be selected for machinability, while others are chosen for corrosion resistance, strength, compliance, or application-specific requirements.
This difference is important for export projects.
C36000 free-cutting brass is widely used because lead improves chip breakage and acts as a built-in machining aid. When a project requires low-lead or lead-free brass for regulatory, potable-water, medical, consumer, or export-compliance reasons, the machining route should be reviewed again.
Lead-free or low-lead brass should not be treated as “the same brass with less lead.”
Depending on the grade, the part may show:
- Higher cutting force
- Longer or less predictable chips
- More tool wear
- More heat at the cutting edge
- Higher burr risk
- Different thread quality
- More sensitive surface finish
- Different plating or polishing behavior
Some lead-free brasses are engineered for good machinability, while others may be much less forgiving than C36000. For example, C69300 and C27450 may both be used as lead-free or low-lead alternatives in selected applications, but their machining behavior, corrosion behavior, compliance route, and cost structure are not identical.
Before quotation, confirm the exact alloy grade rather than only writing “brass” on the RFQ.
For regulated or export-sensitive parts, the RFQ should specify:
- C36000, C27450, C69300, or other required grade
- Lead-free or low-lead requirement
- RoHS, REACH, potable-water, or customer-specific compliance requirement
- Threading method
- Burr-control requirement
- Plating or surface-finish route
- Material certificate requirement
This prevents the quotation from being based on an easy-machining brass when the real production part must use a different, compliance-driven alloy.
Before production, review:
- Brass grade
- Lead-free requirement when applicable
- Thread quality
- Surface finish
- Burr sensitivity
- Plating requirement
- Corrosion environment
- Assembly load
- Inspection method
- Packaging condition
Brass is usually easier to machine than pure copper, but it should still be tied to the drawing requirement.
The Conductivity Trade-Off
The most important difference between brass and copper is conductivity.
Copper is usually selected when electrical or thermal conductivity is the main reason the part exists.
Brass generally has lower conductivity than pure copper because zinc and other alloying elements change the material structure.
For electrical and thermal applications, this difference should not be treated as a small material detail.
Copper conductivity is commonly compared using IACS, the International Annealed Copper Standard. C110 electrolytic tough pitch copper is commonly listed at about 101% IACS, while free-machining C360 brass is commonly around 26% IACS.
That means brass may machine more easily, but it cannot be treated as a direct substitute for copper in high-conductivity parts.
If a part carries current, transfers heat, works as a grounding block, or functions as an electrical contact, the material decision should be reviewed before quotation. Substituting brass for copper may reduce machining difficulty, but it may also reduce electrical or thermal performance enough to change the function of the part.
Before approving a substitution, confirm:
- Required conductivity
- Copper or brass grade
- Contact surface area
- Plating requirement
- Operating temperature
- Current load or heat-transfer path
- Contact pressure
- Oxidation or tarnish control
- Inspection method
A part can meet the drawing dimensions and still fail if the material no longer meets the conductivity requirement.
This matters for parts such as:
- Electrical terminals
- Conductive pins
- Grounding blocks
- Battery connectors
- Heat-transfer plates
- RF components
- Power electronics components
- Custom contact parts
If conductivity is critical, do not substitute brass for copper only to make machining easier.
Instead, review:
- Required conductivity
- Copper grade
- Contact area
- Surface finish
- Plating requirement
- Oxidation protection
- Contact pressure
- Heat-transfer path
- Inspection method
A part can be beautifully machined and still fail if the material does not meet the electrical or thermal requirement.
Machinability Is Where Brass Often Wins
Brass often machines more predictably than pure copper.
It can produce cleaner chips, better thread quality, and more stable surface behavior depending on the grade.
Copper can be more difficult because it may be:
- Soft
- Ductile
- Sticky
- Prone to smearing
- Sensitive to scratches
- More likely to create rolled burrs
- More difficult to keep cosmetically clean
- More demanding on tool sharpness
Pure copper machining is strongly affected by tool geometry, edge sharpness, coating choice, chip evacuation, and cutting heat.
For high-conductivity copper parts, especially C101 or C110 components with visible surfaces or functional contact areas, the cutting tool should not be selected using the same assumptions as ordinary steel machining.
Copper can build up on the cutting edge if the tool is not sharp enough, if friction is too high, or if chips are not evacuated cleanly. This built-up edge may tear the machined surface, increase burr formation, and damage the required surface finish.
For precision copper finishing, the process plan should review:
- Very sharp cutting edges
- Polished flute geometry
- Low-friction tool coating when suitable
- Uncoated carbide, DLC-coated tools, or PCD tools when appropriate
- Coolant or lubrication strategy
- Chip evacuation
- Reduced rubbing
- Handling and packaging after machining
The goal is not simply to remove material.
The goal is to avoid smearing, built-up edge, torn surface finish, and burrs on the features that control conductivity, assembly, and visual acceptance.
This affects cost.
A copper part may require more careful tooling, slower or more controlled cutting conditions, better chip evacuation, more careful deburring, and improved packaging.
Brass may reduce machining risk when conductivity is not the main requirement.
But brass should not be selected only because it machines better.
The application must still allow the difference in conductivity, corrosion behavior, and mechanical properties.
Burrs, Threads, and Edge Quality
Burr control is one of the most practical differences between brass and copper in CNC machining.
Copper may smear or roll at edges if the tool is not sharp or chip evacuation is poor.
Brass may machine cleaner, but burrs can still appear around holes, slots, threads, and thin features.
For copper and brass parts, review:
- Hole exits
- Thread entrances
- Small drilled holes
- Slots
- Cross holes
- Thin walls
- Press-fit features
- Contact surfaces
- Cosmetic edges
- Plated or polished areas
Copper Burr Risks
Copper burrs can be troublesome because the material may deform rather than break cleanly.
This matters when the part includes:
- Electrical contact edges
- Small holes
- Conductive mating faces
- Sealing features
- Thin sections
- Visible polished surfaces
- Threads or inserts
Brass Thread Risks
Brass is often selected for threaded parts because it can produce stable threads in many machining conditions.
Still, thread quality depends on:
- Pilot-hole size
- Tap or thread mill selection
- Chip evacuation
- Thread class
- Tool wear
- Lubrication
- Gauge requirement
- Plating or post-processing
A brass thread can still fail if the drawing does not define the thread requirement clearly.
For thread-related tolerance planning, fitted holes, and inspection boundaries, review our CNC machining tolerances guide.
Surface Finish and Oxidation Behavior
Copper and brass both change appearance over time.
Copper may darken, oxidize, or develop surface discoloration depending on environment, handling, cleaning, and packaging.
Brass may tarnish and can also change appearance if it is exposed to moisture, fingerprints, chemicals, or unsuitable packaging.
Surface finish should be selected based on the part function.
Possible requirements include:
- As-machined finish
- Polishing
- Brushing
- Bead blasting
- Controlled cleaning
- Anti-oxidation treatment
- Plating
- Nickel plating
- Tin plating
- Gold plating for selected contact applications
- Protective packaging
For conductive components, surface treatment should not be treated as only a cosmetic decision.
Plating, coating, oxidation, and contact resistance may affect how the part performs.
For post-processing risks, plating, oxidation, masking, and cosmetic requirements, review our CNC surface finishes guide.

Cost Should Include Machining Risk, Not Only Material Price
The cheaper raw material is not always the cheaper finished part.
For brass vs copper, total cost may include:
- Raw material price
- Material availability
- Machining time
- Tool wear
- Burr removal
- Surface handling
- Scrap risk
- Plating or coating
- Cleaning
- Inspection
- Packaging
- Delivery schedule
Brass may reduce machining cost when the part does not require pure copper performance.
Copper may justify its machining difficulty when conductivity or heat-transfer performance controls the product.
A buyer should not compare brass and copper by material price alone.
The better comparison is:
Which material meets the function with the lowest total manufacturing and quality risk?
Before You Substitute Brass for Copper
A drawing may call for copper, but a buyer may ask whether brass can be used instead.
Sometimes the answer is yes.
Sometimes the answer is no.
Before substituting, review:
- Is electrical conductivity required?
- Is thermal conductivity required?
- Is the part used as a contact?
- Is the surface plated?
- Is corrosion resistance tied to the material?
- Is the color or appearance important?
- Is the part exposed to moisture, chemicals, or outdoor conditions?
- Does the customer require a material certificate?
- Is the mating component already designed around copper behavior?
- Is the assembly load or thread strength important?
If the answer depends on conductivity or contact performance, substitution should be reviewed carefully before quotation.
If the part is primarily a mechanical fitting, spacer, threaded insert, bushing, or decorative machined component, brass may be a practical alternative.
RFQ Checklist for Brass and Copper CNC Parts
Before requesting a quote, prepare:
- 2D drawing
- 3D CAD file
- Material grade
- Brass or copper alloy specification
- Conductivity requirement when applicable
- Quantity
- Critical dimensions
- Thread requirements
- Hole depths
- Surface finish
- Plating or coating requirement
- Anti-oxidation requirement
- Cosmetic surface requirement
- Contact surface requirement
- Burr-control requirement
- Inspection-report requirement
- Material-certificate requirement
- Packaging requirement
- Application environment
- Target delivery schedule
If you are not sure whether brass or copper is better, identify the function that matters most.
Examples include:
- “This part carries current.”
- “This part transfers heat.”
- “This part is mainly a threaded fitting.”
- “This part needs a gold-like appearance.”
- “This part must avoid oxidation during shipping.”
- “This part will be plated after machining.”
- “This part must pass thread-gauge inspection.”
- “This part has visible cosmetic surfaces.”
These details help the machining team choose a safer material and process route before production begins.
Brass and Copper Questions Buyers Usually Ask
What is the main difference between brass and copper?
Copper is a base metal known for high electrical and thermal conductivity.
Brass is an alloy mainly made from copper and zinc. It is often easier to machine and is commonly used for fittings, inserts, bushings, connectors, and decorative components.
Is brass easier to machine than copper?
In many CNC machining situations, yes.
Brass usually produces cleaner chips and more stable machining behavior than pure copper. Copper may be more ductile, sticky, and prone to smearing or burrs.
The exact result still depends on the grade, tool condition, part geometry, and surface requirement.
Can brass replace copper in CNC machined parts?
Only when the application allows it.
If the part requires high electrical or thermal conductivity, copper may be necessary. If the part is mainly mechanical or decorative, brass may be a practical alternative.
Material substitution should be reviewed against the drawing and application.
Which material is better for threaded parts?
Brass is often practical for threaded parts because it can machine cleanly and produce stable threads in many conditions.
Copper can also be threaded, but it may require more careful control of tool sharpness, pilot holes, burrs, and surface handling.
Which material is better for electrical contacts?
Copper is usually preferred when high conductivity is the main requirement.
Brass may be used in selected electrical hardware, but the conductivity trade-off, plating, contact pressure, and application environment should be reviewed.
Upload Your Drawing for Brass or Copper CNC Machining Review
Send your 2D drawing, 3D CAD file, material grade, quantity, conductivity requirement, tolerance notes, thread requirements, surface finish, plating needs, inspection requirements, and delivery target.
Our team will review whether brass, copper, or another copper alloy is more suitable for your CNC machined component.
CTA Button: Upload Your Drawing
About Rapid Efficient
Rapid Efficient supports custom CNC machining projects for prototypes, low-volume parts, and production requirements.
With 18 years of high-precision CNC machining experience, our team reviews material behavior, machining strategy, tolerance risks, post-processing requirements, inspection methods, packaging conditions, and delivery schedules before quotation.
Our available capabilities include 4-axis, 5-axis, and multi-axis CNC machining, together with inspection equipment such as CMM, projectors, and spectrometers.
Depending on the actual part and project requirements, machining accuracy down to 0.01 mm and inspection accuracy down to 0.001 mm are available.
Rapid Efficient has obtained ISO 9001 and ISO 14001 certification.
We support projects across medical devices, communications equipment, optical components, drones, intelligent robotics, automotive applications, office automation, and other custom manufacturing requirements.





