
Stainless steel is not one machining material.
A 304 stainless steel housing, a 316 medical fitting, and a 17-4PH high-strength shaft may all be called “stainless steel CNC machined parts,” but they do not behave the same way in production.
The wrong process assumption can create tool wear, work hardening, poor thread quality, burrs, dimensional drift, surface contamination, passivation problems, or inspection disputes.
That is why stainless steel CNC machining should start with one question:
Which stainless steel grade controls the function of this part?
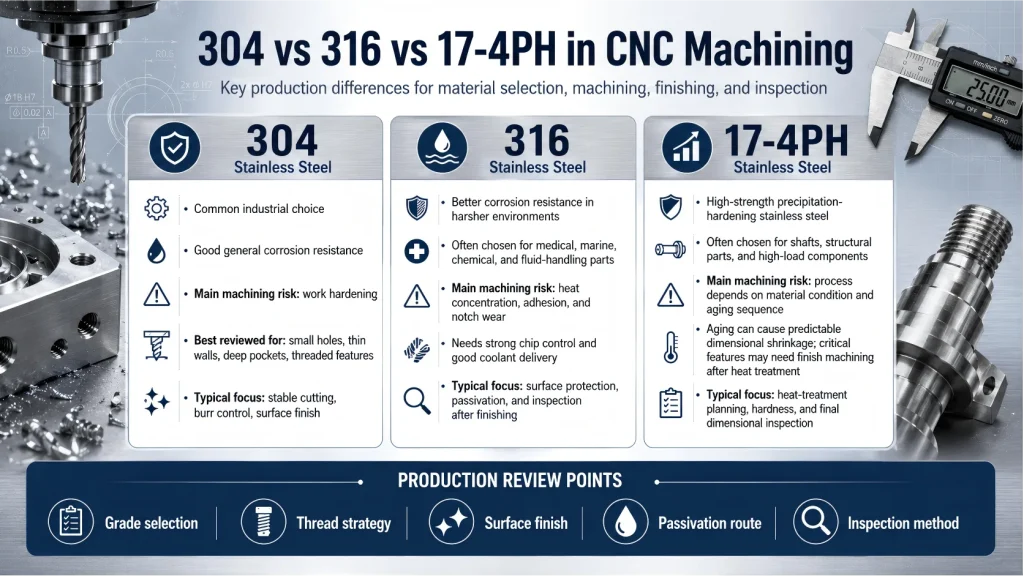
304 is often selected for general corrosion resistance and availability.
316 is often selected when chloride exposure, medical, marine, chemical, or more demanding corrosion conditions matter.
17-4PH is usually selected when higher strength and heat-treated performance are required.
Each material can be CNC machined, but each one creates different risks around cutting strategy, heat, tool wear, burr control, surface finish, passivation, tolerance inspection, and delivery planning.
Rapid Efficient supports custom stainless steel CNC machining projects for prototypes, low-volume parts, and production requirements. Before quotation, we review the drawing together with the stainless steel grade, tolerance notes, hole and thread requirements, surface finish, passivation needs, inspection method, packaging needs, and delivery schedule.
Start with the Stainless Grade, Not the Machine
Many RFQs simply say “stainless steel part.”
That is not enough.
A machining supplier still needs to know whether the part is 304, 316, 17-4PH, 303, 420, 440C, duplex stainless steel, or another grade.
The grade affects:
- Tooling
- Cutting speed
- Work-hardening risk
- Burr formation
- Thread quality
- Surface finish
- Passivation route
- Heat treatment
- Inspection method
- Material certificate requirement
- Cost and lead time
For broader material planning across stainless steel, aluminum, copper, brass, plastics, and other CNC materials, review our CNC machining materials guide.
Stainless Steel CNC Machining Decision Map
| Part Requirement | 304 Stainless Steel | 316 Stainless Steel | 17-4PH Stainless Steel | Production Risk to Review |
|---|---|---|---|---|
| General corrosion resistance | Common choice for many industrial parts. | Better when chloride or harsher corrosion exposure matters. | Depends on material condition and application. | Grade selection, passivation, exposure environment. |
| Medical or sanitary parts | Possible when the application allows. | Often preferred for more demanding corrosion needs. | Used in selected high-strength applications. | Surface finish, cleaning, passivation, documentation. |
| High strength | Moderate strength for general stainless parts. | Not mainly selected for strength. | Higher strength after precipitation hardening. | Heat-treated condition, hardness, tool wear. |
| Threaded features | Work hardening can affect tapping. | Tougher cutting behavior may increase thread risk. | Machining behavior depends on condition and hardness. | Pilot hole, tap/thread mill route, gauge inspection. |
| Tight tolerances | Possible with stable process planning. | Heat, tool wear, and burrs must be controlled. | Requires review before and after aging or heat treatment. | CMM inspection, datum control, sequence planning. |
| Cosmetic finish | Good with controlled machining and finishing. | Good, but handling and passivation should be planned. | Finish depends on condition, hardness, and process route. | Scratches, tool marks, contamination, passivation. |
| Thin-wall parts | Work hardening and deflection risk. | Similar or higher cutting difficulty than 304. | Strength helps, but machining stress still matters. | Fixture support, tool pressure, finishing passes. |
| Post-processing | Passivation, polishing, bead blasting, or coating. | Passivation, polishing, or electropolishing when required. | Heat treatment and passivation route must be defined. | Sequence, dimensional change, surface contamination. |
This decision map is not a replacement for the drawing. It helps connect material choice with function, machining route, and inspection planning.
304 Stainless Steel: Common, Useful, but Easy to Underestimate
304 stainless steel is one of the most common stainless grades used for CNC machined components.
It is often selected for:
- General industrial parts
- Housings
- Brackets
- Mounting components
- Food-related equipment parts
- Automation components
- Medical-related non-implant components
- Communication equipment parts
- Custom precision hardware
304 is widely used because it offers a good balance of corrosion resistance, formability, availability, and cost.
But machining 304 stainless steel is not the same as machining aluminum or free-cutting brass.
The main risk is work hardening.
If the tool rubs instead of cutting cleanly, the material surface can become harder. Once this happens, the next cutting pass may face higher cutting force, faster tool wear, worse burrs, and poorer surface finish.
This risk becomes more serious around:
- Small holes
- Thin walls
- Deep pockets
- Threaded holes
- Finishing passes
- Interrupted cuts
- Tool changes
- Programmed pauses
- Poor chip evacuation
A stable 304 machining process should maintain cutting action, avoid dwell, control heat, and prevent rubbing.
For parts involving heavy material removal, finishing-pass rubbing, tool changes, or programmed pauses, review our targeted breakdown of machining 304 stainless steel to understand how work hardening starts and how the cutting zone should be protected.
316 Stainless Steel: Corrosion Advantage with Machining Penalty
316 stainless steel is often selected when corrosion resistance is more important than lowest machining cost.
It contains molybdenum, which improves corrosion resistance in many chloride-containing or harsh environments.
316 is commonly considered for:
- Medical-device components
- Marine-related parts
- Chemical equipment parts
- Food and beverage equipment
- Laboratory components
- Fluid-handling parts
- Corrosion-sensitive fittings
- Custom industrial parts exposed to moisture or chemicals
However, 316 can be more demanding to machine than many buyers expect.
It can be tough, ductile, and prone to work hardening if cutting conditions are poor.
Compared with easier-machining metals, 316 may require more careful control of:
- Tool sharpness
- Tool pressure
- Cutting heat
- Chip evacuation
- Coolant strategy
- Burr removal
- Surface scratches
- Thread quality
- Passivation preparation
- Inspection after finishing
One reason 316 is difficult is its poor heat dissipation during cutting.
316 stainless steel has much lower thermal conductivity than aluminum, copper, or free-cutting brass. During machining, heat can concentrate near the cutting edge and work-hardened surface instead of leaving the cutting zone easily.
This can accelerate:
- Tool-edge softening
- Built-up edge
- Adhesion
- Notch wear near the depth-of-cut line
- Poor chip control
- Torn surface finish
- Burr formation
- Thread quality problems
For 316 parts, it is risky to blindly reuse the same cutting assumptions as 304.
The process plan should review:
- Sharp and suitable stainless-steel tooling
- Stable chip load
- Reduced rubbing
- Controlled tool engagement
- Coolant delivery to the cutting zone
- Chip breaking and chip evacuation
- Tool wear monitoring
- Finishing allowance
- Surface finish inspection
When the geometry and equipment support it, precision coolant or high-pressure coolant may help improve chip control and tool life. But coolant alone does not solve a poor cutting strategy.
The machining route still needs the correct tool geometry, cutting parameters, setup rigidity, and inspection plan.
For 316 parts, the machining plan should not only ask whether the shape can be cut.
It should ask whether the part can be cut, deburred, cleaned, passivated, inspected, and packaged without damaging the surfaces that matter.
17-4PH Stainless Steel: Strength Changes the Process Plan
17-4PH stainless steel is a precipitation-hardening stainless steel.
It is often selected when the part needs higher strength, good corrosion resistance, and controlled mechanical performance.
Typical applications may include:
- Shafts
- Pins
- Structural precision parts
- Aerospace-related hardware where applicable specifications allow
- Automation components
- High-load mechanical parts
- Precision fixtures
- Pump and valve components
- Custom industrial components
The key issue is condition.
17-4PH machining behavior depends strongly on whether the material is supplied and machined in a solution-treated, aged, or hardened condition.
Unlike conventional quenched hardening routes that may create more unpredictable distortion, 17-4PH is often controlled through solution treatment and aging.
For precision CNC machined parts, this matters because aging can create a small but measurable dimensional shrinkage. Typical reference data for 17-4PH shows approximately 0.05% shrinkage for H900 and approximately 0.10% shrinkage for H1150.
This does not mean every part will move in the same way.
Part size, geometry, stock condition, machining stress, heat-treatment route, fixture support, and tolerance scope still matter. But the shrinkage is predictable enough that it should be considered during process planning instead of discovered after final inspection.
For 17-4PH parts with tight bearing seats, sealing grooves, precision shafts, or datum-related features, the machining plan should clarify:
- Whether the material is supplied in Condition A, H900, H1025, H1150, or another required condition
- Whether rough machining occurs before aging
- Whether final machining occurs after aging
- Which dimensions are critical after heat treatment
- Whether finishing stock should be left for post-aging machining
- Whether hardness inspection is required
- Whether CMM inspection is required after final machining
A practical route may include rough machining in a softer or solution-treated condition, controlled aging, and final finishing of critical features after heat treatment.
The important point is not simply “17-4PH may move.”
The important point is that heat-treatment condition and final inspection dimensions must be defined before quotation.
This affects:
- Cutting force
- Tool wear
- Burr formation
- Surface finish
- Dimensional stability
- Heat-treatment sequence
- Final hardness
- Inspection plan
For 17-4PH, the RFQ should clarify:
- Required material condition
- Whether machining occurs before or after aging
- Required hardness or mechanical property range
- Critical dimensions after heat treatment
- Surface finish requirement
- Passivation or finishing requirement
- Inspection-report requirement
If heat treatment occurs after rough machining, dimensional change must be reviewed.
If final machining occurs after hardening, tooling, cycle time, and inspection strategy may change.
17-4PH can be an excellent engineering material, but it should not be quoted as if it behaves like ordinary 304.
Tooling Strategy Must Prevent Rubbing
Stainless steel machining rewards stable cutting and punishes rubbing.
A tool that lightly skims the surface without cutting cleanly may create work hardening.
Once work hardening starts, the next tool or next pass may face a harder surface than expected.
This can lead to:
- Faster tool wear
- Chatter
- Burrs
- Poor thread quality
- Torn surface finish
- Broken drills
- Tap failure
- Oversized or inconsistent features
- Rework after inspection
A stainless steel CNC process should review:
- Tool edge sharpness
- Tool coating selection
- Tool overhang
- Rigidity of setup
- Cutter engagement
- Chip load
- Coolant delivery
- Cutting heat
- Entry and exit strategy
- Finishing allowance
The goal is not only to cut the shape.
The goal is to keep each cutting pass stable enough that the part remains machinable until final inspection.
Holes, Threads, and Burrs Are High-Risk Features
Many stainless steel CNC parts fail not because of the outside shape, but because of small features.
Holes, threads, slots, and cross-drilled features often create the highest risk.
Small Holes
Small holes in stainless steel require careful drilling strategy.
The risk increases when the hole is:
- Deep
- Blind
- Close to a wall
- Used for a press-fit pin
- Later tapped
- Located on a curved or angled surface
- Required to hold tight position tolerance
Chip evacuation and drill wear matter more than they may seem.
A small drill that rubs or packs chips can create heat, work hardening, size variation, and poor hole quality.
Threaded Holes
Threading stainless steel requires more control than threading aluminum or brass.
Thread risk depends on:
- Pilot-hole size
- Tap or thread mill selection
- Thread depth
- Blind-hole clearance
- Lubrication
- Chip evacuation
- Material grade
- Tool wear
- Thread-gauge requirement
- Post-finish inspection
For expensive stainless steel parts, thread milling may sometimes reduce broken-tap scrap risk compared with tapping, especially on difficult features or high-value components.
For a detailed process comparison, review our guide on thread milling vs tapping.
Burrs and Edge Quality
Stainless steel burrs can be harder to remove than aluminum burrs.
Aggressive deburring can also create new problems:
- Rounded functional edges
- Scratched surfaces
- Damaged threads
- Uneven chamfers
- Changed hole edges
- Contaminated surfaces before passivation
The drawing should identify which edges require controlled deburring and which edges affect sealing, assembly, safety, or appearance.
For thin walls, small holes, deep pockets, chamfers, thread entrances, and deburring access, manufacturability should be reviewed before cutting begins. For drawing-level feature design and DFM planning, see our CNC machining design guide.
Surface Finish Is Not Only Cosmetic
For stainless steel parts, surface finish affects appearance, corrosion behavior, cleaning, friction, sealing, and inspection.
A part may require:
- As-machined finish
- Polishing
- Brushing
- Bead blasting
- Electropolishing
- Passivation
- Coating
- Laser marking
- Controlled cleaning
- Protective packaging
A surface finish requirement should define more than “nice appearance.”
It should clarify:
- Required Ra value when applicable
- Visible surfaces
- Functional surfaces
- Sealing faces
- Contact areas
- Threaded features
- Areas that should not be rounded
- Areas that require masking
- Post-finish inspection requirement
For more post-processing options and risks, review our CNC surface finishes guide.
Passivation Requires Clean Machining and Clean Handling
Passivation is often used to improve the corrosion resistance of stainless steel parts by removing free iron and supporting the formation of a protective passive layer.
But passivation does not fix every machining problem.
It does not remove deep scratches.
It does not correct poor burr control.
It does not repair damaged threads.
It does not replace correct material selection.
It also cannot fully solve contamination if the process route has already introduced avoidable foreign iron or poor cleaning.
Before passivation, review:
- Stainless steel grade
- Surface condition
- Burr removal
- Cleaning method
- Foreign iron contamination risk
- Shared abrasive tools
- Threaded features
- Masking requirement
- Inspection after passivation
- Packaging after finishing
For more detail, review our article: What Is Stainless Steel Passivation and When Do CNC Parts Need It?.
Tolerances Need a Process Plan, Not Just a Number
A stainless steel drawing may call for tight tolerances, but the machining plan determines whether those tolerances are realistic.
Tolerance risk increases when the part includes:
- Thin walls
- Deep pockets
- Long shafts
- Small holes
- Threaded holes
- Flat sealing faces
- Multiple datum references
- Post-machining heat treatment
- Post-processing after machining
- Large material-removal volume
Stainless steel can hold precise dimensions, but cutting heat, tool wear, stress release, and finishing sequence must be controlled.
For critical dimensions, review:
- Which features are functional
- Which dimensions are inspection-critical
- Whether tolerances apply before or after finishing
- Whether CMM inspection is required
- Whether thread gauges or pin gauges are required
- Whether flatness, perpendicularity, or position tolerance is specified
- Whether the part must be inspected after passivation, polishing, or heat treatment
For drawing tolerance planning, measurement uncertainty, and inspection limits, review our CNC machining tolerances guide.
Inspection Should Match the Grade and Function
Inspection for stainless steel CNC parts should match the part’s function.
A simple bracket and a corrosion-sensitive medical fitting should not use the same inspection plan.
Possible inspection items include:
- Material certificate review
- Dimensional inspection
- CMM inspection
- Surface finish inspection
- Thread-gauge inspection
- Pin-gauge inspection
- Visual inspection
- Burr inspection
- Hardness check for selected 17-4PH requirements
- Passivation documentation when required
- Packaging inspection
A stainless steel part may pass dimensional inspection but still fail if the surface is scratched, contaminated, improperly deburred, or not prepared correctly for passivation.
For CMM reports, inspection documentation, material certificates, and shipment quality review, see our quality assurance process.
RFQ Checklist for Stainless Steel CNC Machined Parts
Before requesting a quote, prepare:
- 2D drawing
- 3D CAD file
- Stainless steel grade
- Required material condition
- Quantity
- Critical dimensions
- Tight tolerance features
- Hole sizes and depths
- Thread specifications
- Surface finish requirement
- Passivation requirement
- Heat-treatment requirement
- Hardness requirement when applicable
- Burr-control notes
- Cosmetic surface notes
- Functional surface notes
- Inspection-report requirement
- Material-certificate requirement
- Packaging requirement
- Target delivery schedule
If the grade is not final, explain the function of the part.
Useful RFQ notes include:
- “This part will be exposed to chloride environment.”
- “This part requires passivation after machining.”
- “This thread must pass gauge inspection.”
- “This surface is visible after assembly.”
- “This face is used for sealing.”
- “Final dimensions apply after heat treatment.”
- “Material certificate is required.”
- “CMM report is required for critical dimensions.”
These notes help the supplier choose a safer machining route before production begins.
Stainless Steel CNC Machining Questions Buyers Usually Ask
Is stainless steel harder to machine than aluminum?
Yes, in most CNC machining situations.
Stainless steel generally creates higher cutting force, more heat, more tool wear, and greater work-hardening risk than aluminum.
The exact difficulty depends on the grade, part geometry, tolerance requirement, tooling, and surface finish.
Which stainless steel is easiest to CNC machine?
Free-machining stainless grades are usually easier than common austenitic grades such as 304 or 316.
However, the easiest machining grade is not always the right grade for corrosion resistance, strength, compliance, or customer specification.
Material selection should follow the function of the part.
Is 316 stainless steel harder to machine than 304?
316 is often more demanding than 304 because it can be tougher, less forgiving during cutting, and more corrosion-focused.
Both 304 and 316 can work harden if the tool rubs instead of cutting cleanly.
For CNC machining, the difference should be reviewed together with part geometry, hole depth, thread requirements, surface finish, and inspection method.
Can stainless steel parts be passivated after CNC machining?
Yes.
Many stainless steel CNC machined parts can be passivated after machining, but the surface should be properly cleaned and free from avoidable contamination.
Passivation should be planned together with deburring, cleaning, surface finish, and inspection requirements.
Do stainless steel CNC parts need CMM inspection?
Not every stainless steel part needs CMM inspection.
CMM inspection is more useful when the part has tight tolerances, datum-related features, position tolerance, complex geometry, or critical assembly relationships.
Other features may require thread gauges, pin gauges, surface inspection, or visual inspection.
Upload Your Stainless Steel Part Drawing for Review
Send your 2D drawing, 3D CAD file, stainless steel grade, quantity, tolerance notes, thread requirements, surface finish, passivation needs, inspection requirements, and delivery target.
Our team will review material behavior, machining strategy, burr-control risk, finishing sequence, inspection method, packaging needs, and delivery schedule before quotation.
CTA Button: Upload Your Drawing
About Rapid Efficient
Rapid Efficient supports custom CNC machining projects for prototypes, low-volume parts, and production requirements.
With 18 years of high-precision CNC machining experience, our team reviews material behavior, machining strategy, tolerance risks, post-processing requirements, inspection methods, packaging conditions, and delivery schedules before quotation.
Our available capabilities include 4-axis, 5-axis, and multi-axis CNC machining, together with inspection equipment such as CMM, projectors, and spectrometers.
Depending on the actual part and project requirements, machining accuracy down to 0.01 mm and inspection accuracy down to 0.001 mm are available.
Rapid Efficient has obtained ISO 9001 and ISO 14001 certification.
We support projects across medical devices, communications equipment, optical components, drones, intelligent robotics, automotive applications, office automation, and other custom manufacturing requirements.





