结论第一
铝制零件上的毛刺通常是由钝的工具造成的, 排屑不良, 错误的进给和速度, 或无支撑的薄边.
最好的毛刺策略是预防为主, 去毛刺第二次.
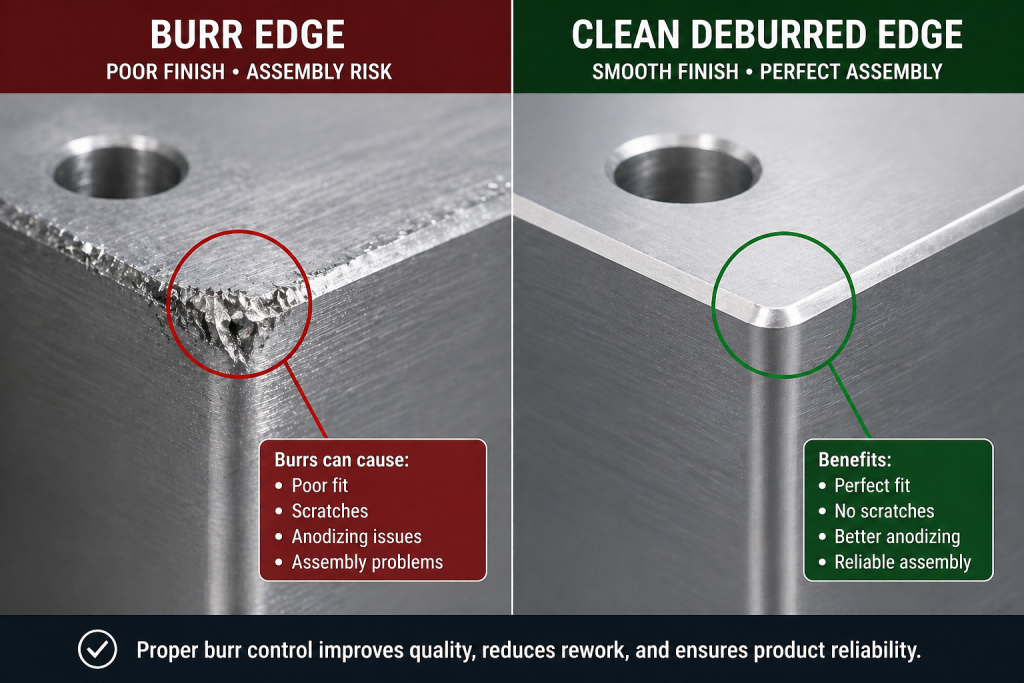
干净的边缘改善外观, 装配配合, 阳极氧化质量, 和客户的信心.
铝材为什么会出现毛刺
常见原因包括:
- 钝的切削刃
- 积屑瘤 (弓) 在工具上
- 每齿进给量过多
- 工件夹紧力弱
- 切屑重切边
- 退出切割时薄壁弯曲 (翻转毛刺)
- 较软材料上的刀具入口变形 (泊松布尔斯)
- 无倒角或断边策略
许多毛刺问题在去毛刺开始之前就开始了.
预防胜于返工
使用锋利的工具
新工具可以干净地剪切铝而不是撕裂材料.
先进涂料
适用于高精度作业, DLC 涂层工具通常是理想的选择.
低摩擦表面有助于防止铝粘在边缘 (弓), 允许更干净的剪切并减少翻转毛刺的形成.
优化进给和速度
过于激进可能会撕裂边缘. 太轻可能会摩擦和涂抹.
改善排屑
堆积的切屑常常会损坏成品边缘.
高压冷却液
我们使用鼓风或主轴中心冷却液来快速排出切屑.
这有助于防止切屑被重新切割或拖过成品边缘, 这是二次微毛刺的常见来源.
支持精简功能
薄翅片, 肋骨, 墙壁需要刚性固定装置.
在 CAM 中添加边缘中断
小倒角或半径通常可以完全消除毛刺风险.
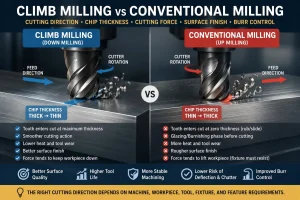
战略工具路径
我们尽可能优先考虑铝材的顺铣.
顺铣以减小切屑厚度的方式退出材料, 这有助于干净地夹断材料,并且通常会产生比传统铣削更小的出口毛刺.
这种较低的出口切削力还有助于防止材料翻转和二次边缘毛刺.
为什么毛刺在精密装配中很重要
超越外表, 毛刺小至 0.05 mm 可能会破坏严格的公差叠加.
在多零件装配体中, 未被注意到的毛刺可能会起到垫片的作用, 移动对齐并导致贴合问题, 泄漏, 振动, 或代价高昂的返工.
铝材的最佳去毛刺方法
| 方法 | 最适合 | 技术优势 | 成本影响 |
|---|---|---|---|
| 数控倒角 | 精密边缘 | 可重复, 内联流程 | 低的 |
| 振动翻滚 | 大批量批量 | 均匀的边缘断裂 | 非常低 |
| 刷子 / 车轮 | 装饰边缘 | 快速整理 | 低的 |
| 内部去毛刺 | 交叉孔, 端口 | 到达隐藏的毛刺 | 中等的 |
| 手工去毛刺 | 小批次 | 灵活的手动控制 | 更高 |
用于装饰部件, 塑料或精细陶瓷介质可以去除毛刺,同时保护关键尺寸.
不良的手动去毛刺会产生二次毛刺, 这就是为什么受控工具和检查很重要.
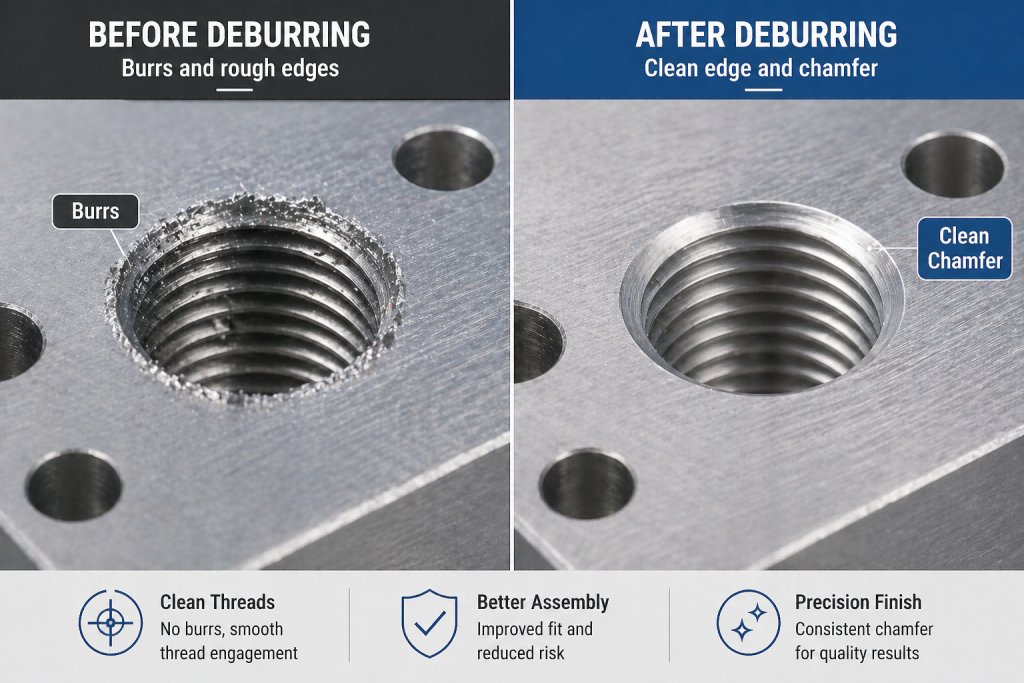
孔和螺纹的毛刺控制
内部毛刺常常会造成隐藏的装配问题.
使用:
- 背面倒角工具
- 螺纹埋头孔入口
- 攻丝后刷去毛刺
- 空气喷射排屑
交叉孔处隐藏的毛刺风险
在液压歧管中, 冷却块, 和复杂的外壳, 内部跨孔交叉处的毛刺可能是风险最高的缺陷.
我们使用专用的内部去毛刺工具和管道镜验证,以确保隐藏通道干净且没有松动的毛刺.
6061 与 7075: 毛刺行为
6061-T6
更具延展性,在断裂前可能会涂抹. 如果工具钝或耙子几何形状较差,这通常会产生翻转毛刺.
7075-T6
较硬且延展性较差. 它经常剪得更干净, 但磨损的工具可能会损坏边缘或产生更粗糙的毛刺.
了解材料行为有助于确定前角, 切割速度, 和退出策略.
阅读我们的完整指南比较 6061 与 7075 CNC加工用铝
质量验证
我们不仅仅依靠视觉.
对于关键部位, 我们使用目视检查, 指甲触觉检查, 和 10 倍放大倍数以验证跨孔交叉点和边缘是否没有残留毛刺.
按应用划分的检验级别
检验标准根据客户要求调整.
这可能包括从工业零件的安全处理边缘到航空航天放大下验证的无毛刺边缘, 半导体, 和精密组件.
指甲测试
我们的质量控制团队执行标准化的触觉检查.
如果指甲卡在边缘, 毛刺太大,无法精密装配.
这种以人为本的方法补充了放大工具,以确保真正平滑的表面处理.
工程师注意事项
许多工厂把去毛刺当作二次工序.
顶级供应商将毛刺预防视为加工策略的一部分.
这样可以节省劳动力, 提高一致性, 并减少废品.
设计技巧
只要有可能, 允许一个 0.1 毫米至 0.3 毫米 边缘断裂 在您的 CAD 模型中.
如果到处都指定了锐边, 可能需要较慢的刀具路径或手动去毛刺.
允许小倒角通常可以实现循环内倒角铣削,并可以降低后处理成本.
常问问题
铝为什么容易毛刺?
因为当工具变钝时,较软的铝会被涂抹而不是剪切.
毛刺会影响阳极氧化吗?
是的. 毛刺会滞留化学物质并导致外观不佳.
最快的去毛刺方法是什么?
对于许多零件, 直接在 CNC 循环中添加倒角速度最快.
毛刺影响装配吗?
绝对地. 毛刺经常引起配合问题, 螺纹损坏, 或划痕.
需要无毛刺的铝制零件?
RapidEfficient 加工边缘干净的铝制零件, 受控倒角, 和生产就绪的外观质量.
将您的图纸发送给我们,以便我们在以下时间内进行免费的可制造性审查 24 小时.