Choosing a stainless steel finish is not only about appearance.
For CNC machined stainless steel parts, the finish can affect corrosion resistance, surface roughness, cleaning, burr visibility, fingerprint marks, sealing, sliding, inspection, and final customer acceptance.
A drawing note such as “stainless steel, brushed finish” or “passivated after machining” may look simple, but it can change the full production route.
The buyer should not only ask:
Which stainless steel finish looks best?
The better question is:
Which finish matches the part function, stainless grade, machined surface condition, corrosion requirement, inspection method, and final use environment?
This guide compares common stainless steel finishes for CNC machined parts and explains when each one makes sense.
Stainless Steel Finish Chart
The chart below gives a practical starting point for CNC buyers.
| Finish Type | Typical Surface Result | Common Use | Key RFQ Risk |
|---|---|---|---|
| As-machined | Visible tool marks depending on cutting strategy | Internal parts, functional blocks, prototypes, hidden components | Tool marks, burrs, and roughness may not meet cosmetic needs |
| Fine machined | Cleaner machined surface with controlled tool paths | Mating faces, precision surfaces, functional contact areas | Cost increases if very low roughness is required everywhere |
| Brushed finish | Directional linear grain | Covers, panels, visible brackets, product housings | Grain direction and visible surface zones must be defined |
| Polished finish | Smoother and brighter surface | Cosmetic parts, sliding surfaces, cleanable components | Edge rounding, waviness, and uneven brightness |
| Mirror polish | High-gloss reflective surface | Decorative or special visible parts | High labor, difficult consistency, and visible defect risk |
| Bead blasted | Uniform matte texture | Appearance blending, glare reduction, handling marks reduction | Media type, pressure, masking, and texture consistency |
| Passivated | Similar appearance, cleaner corrosion-resistant surface | 304, 316, 316L, 17-4PH parts needing corrosion resistance | Not a cosmetic finish; cleaning and standard must be confirmed |
| Electropolished | Bright, clean, micro-smoothed surface | Fluid, cleanability, medical-style, food-style, and low-contamination parts | Material grade, geometry, drainage, and edge condition matter |
| Plated | Added functional or decorative coating | Wear, conductivity, appearance, corrosion protection | Coating thickness, adhesion, masking, and final size |
| Black oxide / blackening | Dark surface appearance | Some tool, hardware, or low-reflection parts | Stainless grade and corrosion expectation must be reviewed |
This chart is only a starting point. Final finish selection depends on material grade, geometry, visible surfaces, tolerance, corrosion environment, cleaning requirement, and inspection standard.
For a broader surface finish overview across CNC materials, see our CNC surface finishes guide.
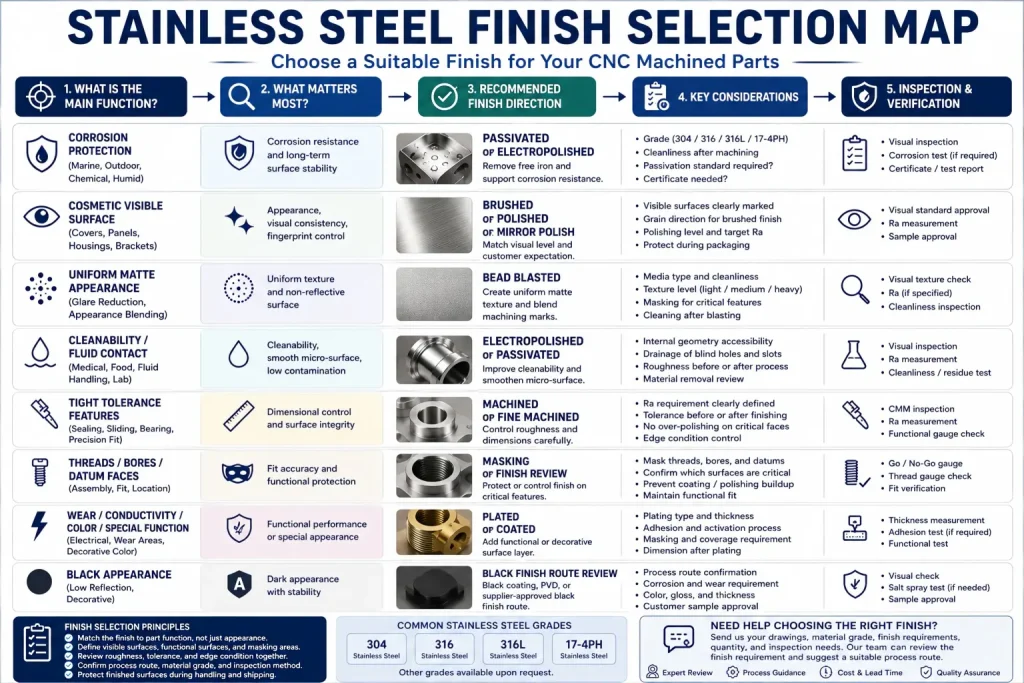
The Finish Should Match the Function
A stainless steel finish should be selected by function first, appearance second.
Different part functions need different surface priorities.
| Part Function | Finish Priority | Common Finish Choices |
|---|---|---|
| Hidden structural bracket | Cost, burr removal, basic corrosion resistance | As-machined, deburred, passivated if required |
| Visible cover or panel | Appearance, grain direction, scratch control | Brushed, polished, bead blasted |
| Fluid-contact part | Cleanability, corrosion resistance, internal feature cleaning | Passivated, electropolished, controlled roughness |
| Sliding surface | Roughness, wear behavior, friction | Fine machined, polished, specified Ra |
| Sealing surface | Flatness, roughness, no burrs, no scratches | Fine machined, polished, inspected surface |
| Medical-style or lab equipment part | Cleanliness, corrosion resistance, low contamination | Passivated or electropolished, depending on requirement |
| Marine or humid environment part | Corrosion resistance and surface stability | 316 / 316L with passivation review |
| Decorative stainless part | Visual consistency | Brushed, polished, mirror polished, bead blasted |
| Threaded stainless component | Burr control, galling risk, cleaning after machining | Deburred, cleaned, passivated if required |
| Precision locating feature | Dimensional stability and inspection | Machined or fine machined; finish after machining must be reviewed |
The finish should not be chosen only from a catalog photo. It should be matched to how the stainless steel part is used, handled, cleaned, assembled, and inspected.
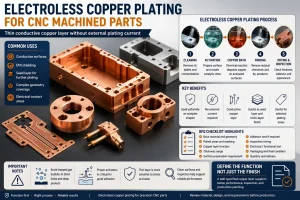
As-Machined Stainless Steel Finish
An as-machined stainless steel finish is the surface left directly after CNC milling, turning, drilling, or grinding-related machining operations.
It may show:
- tool marks
- cutter paths
- turning lines
- small burrs if not deburred
- local color changes from heat
- different texture between milled and turned areas
- visible transition lines between operations
As-machined finish can be suitable when the part is functional, hidden, or not appearance-critical.
It may not be suitable when the part is visible, handled by users, exposed to harsh corrosion conditions, or required to meet a specific roughness value.
For stainless steel, machining behavior depends strongly on grade. 303, 304, 316, 316L, 17-4PH, and 416 do not cut the same way. Work hardening, tool wear, cutting heat, and burr formation can all affect the final surface.
For machining-specific material behavior, see our stainless steel CNC machining guide.
Fine Machined Finish
A fine machined finish is produced by using a more controlled finishing pass, suitable tools, stable setup, and proper cutting conditions.
It may be used when the surface affects:
- fit
- sealing
- sliding
- bearing contact
- assembly location
- inspection repeatability
- cosmetic acceptance
- lower roughness requirement
However, a fine machined finish is not the same as polishing.
A machined surface can be accurate but still show directional tool marks. If the customer expects a smooth visual appearance, the drawing should say whether machining marks are acceptable.
A better RFQ note is:
Fine machined surface required on marked sealing face. Tool marks acceptable outside marked area unless otherwise specified.
This prevents the supplier from polishing areas that do not need polishing or leaving tool marks on a functional face that should be controlled.
Brushed Stainless Steel Finish
A brushed finish creates a directional linear texture on stainless steel.
It is often used for:
- visible panels
- covers
- brackets
- decorative plates
- product housings
- instrument parts
- customer-facing metal surfaces
The most important detail is direction.
A brushed finish can look wrong if the grain direction changes between surfaces or if different parts in the same assembly are brushed in inconsistent directions.
Buyers should define:
| RFQ Item | Why It Matters |
|---|---|
| Visible surfaces | Not every face needs brushing |
| Grain direction | Horizontal, vertical, circular, or drawing-marked direction |
| Surface roughness target | Helps control appearance and touch |
| Edge condition | Brushing may soften or highlight edges |
| Quantity | Batch consistency matters for repeat orders |
| Packaging | Brushed surfaces scratch easily |
| Fingerprint expectation | Brushed stainless can still show marks |
| Passivation after brushing | May be needed depending on corrosion requirement |
A better drawing note is:
Brush visible faces only. Grain direction as marked. Protect brushed surfaces during packaging. Passivation requirement to be confirmed before production.
Polished Stainless Steel Finish
Polishing reduces visible machining marks and can create a smoother, brighter stainless steel surface.
It is often used when the part needs:
- smoother touch
- improved appearance
- reduced visible tool marks
- easier cleaning
- lower friction
- better mating surface feel
- improved cosmetic value
But polishing is not risk-free.
Polishing can change:
- edge sharpness
- small radii
- flatness
- surface waviness
- hole edge condition
- part dimensions in small areas
- appearance consistency across batches
A polished surface can also reveal defects that were less visible on an as-machined surface. Small pits, scratches, weld marks, and tool chatter may become more obvious after polishing.
For precision parts, the drawing should state whether the dimension applies before or after polishing.
A better note is:
Polish marked visible surfaces only. Do not polish critical bore, datum face, or threaded features unless approved.
Mirror Polishing Stainless Steel
Mirror polishing creates a highly reflective surface.
It is usually selected for cosmetic, optical-style, decorative, or cleanability-focused applications.
Mirror polishing can be difficult on complex CNC parts because:
- internal corners are hard to polish evenly
- deep pockets may trap compound
- sharp edges can become rounded
- flat surfaces can develop waviness
- small scratches are very visible
- polishing time can be much higher than machining time
- batch-to-batch visual matching can be difficult
- inspection needs may increase
A mirror finish should not be requested casually on every surface.
It is better to mark the required mirror-polished surfaces clearly and leave non-visible or functional areas with a more practical finish.
For a detailed polishing process overview, see our mirror polishing process guide.
Bead Blasted Stainless Steel Finish
Bead blasting creates a uniform matte surface by impacting the part with controlled media.
For stainless steel CNC parts, bead blasting can help:
- reduce glare
- blend minor machining marks
- create a consistent matte appearance
- reduce visual contrast between machined faces
- prepare a part for certain downstream finishing steps
But bead blasting also has risks.
| Risk | Why It Matters |
|---|---|
| Media contamination | Wrong media can affect corrosion behavior |
| Texture inconsistency | Different pressure or distance can change appearance |
| Edge rounding | Sharp edges may be softened |
| Masking needs | Critical bores, threads, and sealing faces may need protection |
| Roughness change | Surface texture may become rougher |
| Dimensional sensitivity | Very small features may be affected |
| Cleaning after blasting | Media residue must be removed |
| Batch matching | Texture can vary if process is not controlled |
For stainless steel bead blasting, media cleanliness is a serious process detail. If blasting media has previously been used on carbon steel or other ferrous parts, small iron particles may become embedded in the stainless steel surface.
This can create rust staining, local corrosion risk, or customer rejection after the part is exposed to humidity, cleaning fluid, or storage conditions. For corrosion-sensitive stainless steel parts, the supplier should review clean dedicated media, proper post-blast cleaning, and passivation after blasting when required.
The goal is not to make every bead blasted part over-specified. The goal is to avoid using a matte surface to hide a contamination risk.
For stainless steel, clean blasting media and proper post-blast cleaning are important. If corrosion resistance matters, passivation after blasting may need review.
For a broader chart-style view, see our bead blast surface finish chart.
Stainless Steel Passivation
Passivation is often misunderstood because it usually does not create a visible coating.
For stainless steel CNC parts, passivation is mainly used to remove free iron and surface contamination after machining, deburring, cleaning, or mechanical finishing.
It is commonly reviewed for:
- 304 stainless steel
- 316 stainless steel
- 316L stainless steel
- 17-4PH stainless steel
- parts exposed to humidity
- fluid-handling components
- cleaning-sensitive parts
- corrosion-sensitive assemblies
- parts stored or shipped for long periods
Passivation is not a substitute for polishing. It does not automatically remove scratches, tool marks, burrs, or heavy discoloration.
A passivated part may look almost the same as before treatment, but the surface condition can be more stable for corrosion resistance.
A better note is:
Passivate after machining and deburring. Confirm stainless grade, passivation standard, cleaning route, and whether certificate is required.
For more detail, see our stainless steel passivation guide.
Electropolishing Stainless Steel
Electropolishing is an electrochemical process that removes a very thin surface layer from stainless steel.
It can create a brighter, smoother, cleaner surface compared with standard mechanical finishing.
Electropolishing may be considered when the part needs:
- improved cleanability
- smoother micro-surface
- reduced surface contamination
- brighter appearance
- better drainage and cleaning behavior
- corrosion-resistance support
- lower particle retention
- fluid-contact suitability
But electropolishing is not magic. It cannot fix poor design, deep scratches, heavy burrs, poor welding, severe pits, or badly machined surfaces by itself.
Important RFQ questions include:
| Question | Why It Matters |
|---|---|
| Which stainless grade is used? | Not all grades respond the same way |
| Which surfaces need electropolishing? | Internal surfaces may be difficult |
| Are there blind holes or deep slots? | Fluid access and drainage matter |
| Is roughness specified before or after process? | Final acceptance must be clear |
| Are threads or tight features involved? | Material removal may affect fit |
| Is cosmetic brightness required? | Visual expectations must be aligned |
| Is a certificate required? | Documentation may affect process route |
Electropolishing can also remove material unevenly. Because the electrochemical reaction is affected by current density and surface geometry, sharp outer edges, raised areas, and thread crests may polish faster than flat surfaces or recessed pockets.
This can be useful for micro-smoothing and light deburring, but it may also change small radii, edge condition, outside dimensions, or thread fit. For close tolerance stainless steel parts, the supplier should review whether the tolerance applies before or after electropolishing and whether any pre-machining allowance is needed.
This is especially important for precision edges, sealing features, threaded areas, thin walls, small holes, and parts with deep internal geometry.
A better note is:
Electropolish marked surfaces only. Critical threads, sealing features, and tolerance areas to be reviewed before finishing.
Plated Stainless Steel Finish
Stainless steel can be plated for functional or appearance reasons, but plating requires careful review.
Plating may be used for:
- wear resistance
- conductivity
- solderability
- corrosion protection
- friction control
- color or appearance
- surface hardness
- contact performance
Common plating-related concerns include:
- adhesion
- surface activation
- masking
- coating thickness
- final size after plating
- edge buildup
- internal coverage
- threaded feature fit
- inspection after plating
- corrosion testing
- contact resistance if electrical function matters
Plating adhesion on stainless steel needs special review because stainless steel quickly forms a passive chromium oxide surface. If this passive film is not properly activated, the plated layer may have poor adhesion or may fail during use, handling, or assembly.
Depending on the plating type and supplier process, stainless steel may require an activation strike, such as Wood’s nickel strike, or another approved activation route before final plating. For close tolerance threads, bores, and mating features, coating thickness and uneven buildup should also be reviewed before production.
Threaded stainless steel parts need extra attention because stainless threads are already prone to galling under load. If plating changes the thread fit, friction, or contact condition, the RFQ should define masking, final gauge inspection, and assembly requirements before production.
A drawing should not only say:
Stainless steel, plated
A better RFQ note is:
Stainless steel grade to be confirmed. Plating type, thickness, masked areas, functional surfaces, and post-plating inspection requirement must be reviewed before production.
If a close tolerance bore, sealing face, thread, or sliding feature is plated, the drawing should say whether the tolerance applies before or after plating.
Black Oxide or Black Finish on Stainless Steel
Some buyers request a black finish for stainless steel parts.
This can mean different things depending on grade, appearance expectation, corrosion requirement, and process availability.
Possible black surface options may include:
- black oxide-type treatment where suitable
- black passivation-type appearance process
- black coating
- PVD or other decorative coating
- paint or powder coating for non-precision surfaces
- chemical blackening route depending on supplier capability
Do not assume the phrase “black stainless finish” is enough.
The RFQ should define:
- required color
- gloss level
- wear expectation
- corrosion expectation
- visible surfaces
- masking needs
- thickness effect
- scratch resistance
- salt spray or cleaning requirement
- sample approval requirement
A black finish may look good on a photo, but the process must match the part function and acceptance method.
Stainless Steel Roughness Values: Ra Is Not the Whole Story
Surface finish is often described by Ra, such as Ra 3.2, Ra 1.6, Ra 0.8, or Ra 0.4 μm.
Ra can be useful, but it does not fully describe appearance or function.
Two stainless steel surfaces with the same Ra may look different if they have different:
- machining direction
- polishing route
- scratch pattern
- peak height
- waviness
- lay direction
- blasting texture
- coating condition
- inspection method
For example, a brushed stainless surface and a fine machined surface may have similar roughness readings but very different visual appearance.
That is why buyer drawings should combine roughness values with finish description when appearance matters.
A better note is:
Visible face: brushed finish, grain direction as marked, approximate Ra target to be reviewed. Non-visible faces: machined and deburred.
For roughness values and general finish comparison, review our CNC surface finishes guide.
Finish Choice Can Affect Tolerance
Some stainless steel finishes can change final dimensions or functional surfaces.
This matters for:
- tight bores
- bearing seats
- press-fit areas
- sealing surfaces
- sliding tracks
- threaded holes
- dowel holes
- datum faces
- thin edges
- mating surfaces
Finishing can affect tolerance through:
| Finish Route | Possible Dimensional Concern |
|---|---|
| Polishing | Removes material and can round edges |
| Mirror polishing | Can change small features and flatness if not controlled |
| Bead blasting | Can soften edges and change surface texture |
| Passivation | Usually minimal dimensional change, but cleaning and residue matter |
| Electropolishing | Removes a thin surface layer |
| Plating | Adds thickness and may change fit |
| Coating | Adds thickness and may require masking |
| Brushing | May alter cosmetic surfaces and edge sharpness |
For fit-critical surfaces, the drawing should state whether the tolerance applies before or after finishing.
If the finish is only cosmetic, avoid applying tight tolerance notes to every visible surface unless the function truly requires it.
For tolerance planning, see our CNC machining tolerances guide.
Burrs, Edges, and Finish Quality
A finish cannot always hide burrs.
In many stainless steel parts, burrs become more visible or more problematic after finishing.
Examples:
| Feature | Burr / Edge Risk |
|---|---|
| Small drilled holes | Burrs may block fit or scratch mating pins |
| Threaded holes | Burrs may affect thread gauge results |
| Thin slots | Burrs may bend or break during deburring |
| Sealing faces | Edge damage can affect sealing |
| Brushed surfaces | Burr removal may disturb grain direction |
| Polished parts | Uneven deburring can become visible |
| Bead blasted parts | Burrs may remain under matte texture |
| Passivated parts | Burrs are not removed by passivation |
| Plated parts | Burrs can cause thickness buildup or peeling risk |
Deburring should be planned before final finishing.
For edge quality planning, see our guide: What Is Deburring? CNC Edge Quality, Burr Removal, and Inspection.
Stainless Steel Finish Selection by Application
The best finish depends on the application.
| Application | Practical Finish Direction |
|---|---|
| Industrial bracket | Machined, deburred, passivated if corrosion risk exists |
| Visible machine cover | Brushed, bead blasted, or polished |
| Fluid-handling block | Fine machined, passivated, electropolished if cleanability matters |
| Food-style component | Smooth finish, passivation or electropolishing depending on requirement |
| Marine part | 316 / 316L, passivation review, surface cleaning control |
| Precision shaft | Fine machined or polished bearing/contact areas |
| Sealing component | Controlled roughness, no scratches, burr-free edges |
| Threaded insert or fitting | Deburring, thread gauge inspection, passivation if required |
| Decorative knob | Brushed, polished, or mirror polish |
| Electrical contact part | Plating and contact surface review |
| Medical-style housing | Cleanable finish, passivation/electropolishing review |
| Prototype part | Machined and deburred unless cosmetic finish is required |
A finish chart should guide selection, not replace engineering review.
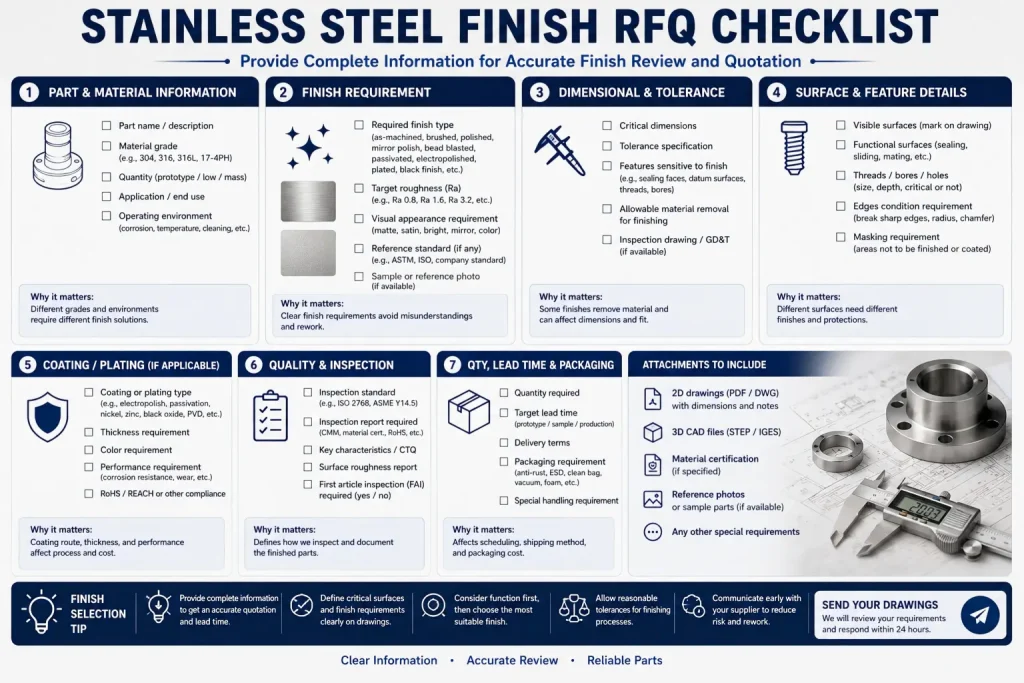
RFQ Checklist for Stainless Steel Finish
Before quoting stainless steel CNC parts, provide clear finish information.
| RFQ Item | What to Provide |
|---|---|
| Stainless grade | 303, 304, 316, 316L, 17-4PH, 416, or other grade |
| 2D drawing | Include finish notes, roughness values, critical dimensions, and datums |
| 3D model | STEP / STP / IGES / X_T if available |
| Visible surfaces | Mark which surfaces are cosmetic |
| Functional surfaces | Mark sealing, sliding, bearing, and mating areas |
| Finish type | Machined, brushed, polished, bead blasted, passivated, electropolished, plated, or coated |
| Roughness requirement | Ra value if needed |
| Grain direction | Required for brushed surfaces |
| Masking areas | Threads, bores, datum faces, sealing faces, or contact zones |
| Final tolerance condition | Before or after finishing |
| Corrosion environment | Humid, marine, cleaning chemical, fluid contact, indoor, outdoor |
| Inspection requirement | Visual standard, roughness report, CMM, gauges, certificate |
| Quantity | Prototype, low volume, or repeat production |
| Packaging need | Protection for cosmetic or polished surfaces |
A good RFQ does not only say what finish is required. It explains where the finish applies and what the finish must protect.
Practical Drawing Notes
General Stainless CNC Part
Material: 304 stainless steel. Machined and deburred. Passivation requirement to be confirmed before production.
This is suitable when the buyer wants basic stainless machining but has not confirmed corrosion testing or finish standards.
Brushed Visible Surface
Brush marked visible faces only. Grain direction as shown. Protect visible surfaces during packaging.
This prevents unnecessary finishing on hidden surfaces and helps control appearance.
Passivated Stainless Part
Passivate after machining, deburring, and cleaning. Internal threads and blind holes must be cleaned and rinsed before shipment. Certificate required if specified on PO.
This connects passivation to cleaning and documentation.
Polished Sealing Face
Polish marked sealing face only. Final roughness and flatness to be inspected after polishing. Do not round sealing edge.
This protects function while avoiding over-polishing the full part.
Plated Stainless Feature
Plating thickness applies after machining. Mask critical bore and datum face unless otherwise approved. Final dimensions apply after plating.
This avoids fit problems caused by coating thickness.
Finish Mistakes That Cause RFQ Problems
Many finish problems come from unclear drawings, not from the finish process itself.
Common mistakes include:
- writing “smooth finish” without a roughness value
- asking for mirror polish on all surfaces without marking visible faces
- requiring passivation but expecting a cosmetic change
- not saying whether tolerance applies before or after plating
- forgetting to mask threads, bores, or datum faces
- using Ra value alone to define visual appearance
- not defining grain direction for brushed surfaces
- applying the same finish to hidden and visible areas
- requesting bead blasting without defining media or texture expectation
- approving the material but not the final surface condition
- ignoring packaging protection for polished or brushed parts
For CNC buyers, the most practical rule is simple:
Mark the important surfaces, explain the function, and define the final inspection condition.
Rapid Efficient Support for Stainless Steel Finish Review
Rapid Efficient can review stainless steel CNC machined parts before quotation and help confirm whether the requested finish matches the material, geometry, tolerance, surface function, and inspection requirement.
We can review:
- stainless steel grade
- machined surface condition
- visible and non-visible surfaces
- deburring needs
- passivation requirement
- polishing or brushing direction
- bead blasting suitability
- electropolishing or plating review
- masking needs
- tolerance before or after finishing
- roughness inspection
- packaging protection
Depending on project requirements, material certificates, CMM reports, roughness checks, and inspection reports may be reviewed before quotation.
For manufacturing review, see our CNC machining design guide and quality assurance pages.
Send us your STEP file, 2D drawing, stainless steel grade, surface finish requirement, visible surface notes, roughness target, quantity, inspection requirement, and delivery target.
Buyer Questions About Stainless Steel Finishes
What is the best finish for stainless steel CNC parts?
There is no single best finish. The best choice depends on appearance, corrosion resistance, roughness, cleaning, tolerance, and application. Machined, brushed, polished, bead blasted, passivated, electropolished, and plated finishes solve different problems.
Is passivation a visible finish?
Usually no. Passivation normally does not create a strong visual change. It is mainly used to remove free iron and support corrosion resistance after machining and cleaning.
Does polishing change part dimensions?
It can. Polishing removes material and may round edges, soften small features, or affect flatness if not controlled. Critical features should be marked clearly before polishing.
Is bead blasting good for stainless steel?
It can be useful for a uniform matte appearance, but media, pressure, masking, cleaning, and corrosion requirements should be reviewed. For stainless parts, media contamination should be avoided.
Should stainless steel be passivated after bead blasting?
Sometimes. If corrosion resistance matters, passivation after blasting may need review. The final decision depends on stainless grade, blast media, cleaning route, and application environment.
Is electropolishing better than passivation?
Not always. Electropolishing and passivation are different processes. Electropolishing can smooth and brighten the surface, while passivation mainly removes free iron and supports corrosion resistance. The right choice depends on cleanability, appearance, geometry, and cost.
What should I send for a stainless steel finish RFQ?
Send the 2D drawing, 3D model, stainless steel grade, visible surface marks, required finish, roughness value if needed, masking areas, final tolerance condition, quantity, and inspection requirements.