
A CNC drawing may say Ra 1.6 μm, Rz 6.3 μm, or sometimes an older roughness note such as 32 RMS.
These numbers all describe surface roughness, but they do not control the surface in the same way.
For CNC buyers, this matters because two parts can have similar Ra values but very different peak marks, scratches, valleys, sealing behavior, sliding feel, coating results, or inspection outcomes.
The better question is not only:
What surface roughness value should I request?
The better question is:
Which surface feature matters for the part function: average roughness, peak-to-valley height, appearance, sealing, sliding, or final inspection?
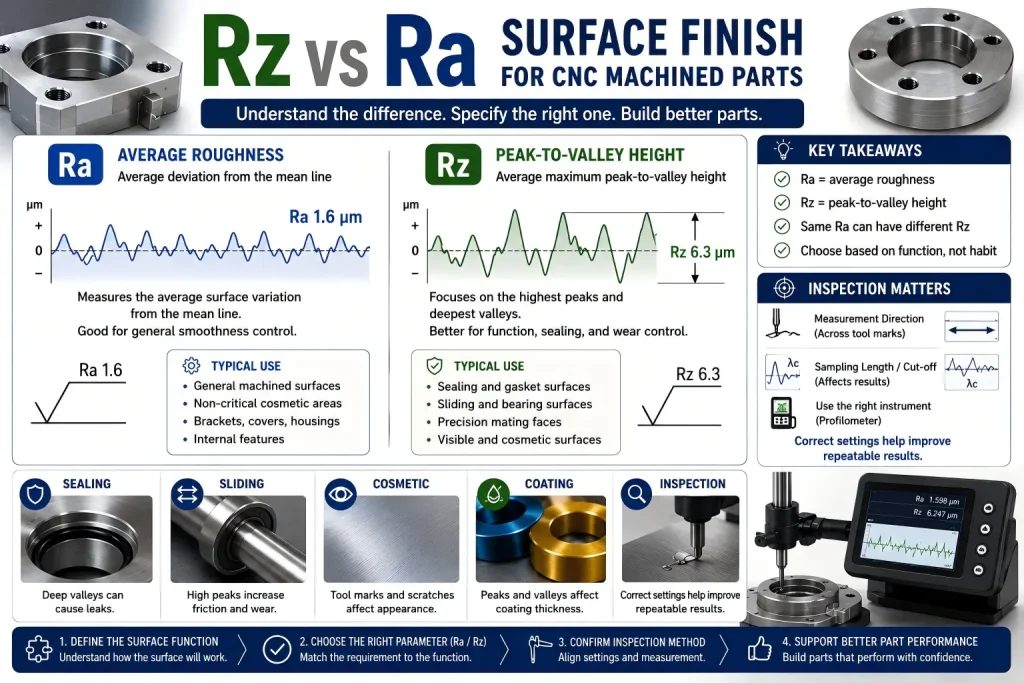
The Simple Difference Between Ra and Rz
Ra is the average roughness of a measured surface profile. Rz focuses more on the height difference between peaks and valleys.
For general CNC machined surfaces, Ra is often enough because it gives a simple roughness target. For sealing faces, sliding contact, precision mating surfaces, and critical cosmetic surfaces, Rz can be more useful because isolated peaks or deep valleys may create problems even when Ra looks acceptable.
In simple terms:
| Parameter | What It Tells You | Main Risk If Used Alone |
|---|---|---|
| Ra | Average surface roughness | May hide sharp peaks, deep valleys, or isolated defects |
| Rz | Peak-to-valley surface height | May look stricter than needed for general surfaces |
| RMS / Rq | Root mean square roughness | May appear on older or legacy drawings and needs confirmation |
| Visual finish | What the surface looks like | Appearance may not match measured roughness |
| Functional finish | How the surface performs | Needs application context, not only a number |
Ra is useful for general surface control. Rz is useful when the highest peaks or deepest valleys matter to the part’s performance.
What Ra Means on a CNC Drawing
Ra stands for average roughness. It gives an average value of the surface height variation along a measured profile.
A lower Ra value usually means a smoother surface. A higher Ra value usually means a rougher surface.
Common CNC drawing examples include:
| Ra Value | Typical Meaning in CNC Work |
|---|---|
| Ra 3.2 μm | Standard machined finish for many functional parts |
| Ra 1.6 μm | Smoother machined finish for visible or contact surfaces |
| Ra 0.8 μm | Fine finish for higher-quality appearance or selected functional areas |
| Ra 0.4 μm | Very fine finish, often requiring special control, polishing, grinding, or process review |
Ra is easy to understand and widely used. It is a good starting point for many CNC parts.
But Ra is still an average. A surface can have a good average value and still contain one sharp peak, one deep tool mark, or one local scratch that affects function.
Use Ra when the buyer needs a general smoothness requirement and the surface does not depend heavily on peak-to-valley control.
For broader surface-finishing options, review our CNC surface finishes guide.
What Rz Means on a CNC Drawing
Rz is more sensitive to surface height extremes. It helps describe the distance between surface peaks and valleys across the measured profile.
This makes Rz useful when the highest peak or deepest valley can affect part function.
Examples include:
| Feature | Why Rz May Matter |
|---|---|
| Sealing face | Deep valleys may create leak paths |
| Sliding surface | Tall peaks may increase friction or wear |
| Bearing contact area | Peak height can affect contact stability |
| Gasket surface | Rough valleys may reduce sealing consistency |
| Cosmetic machined face | Isolated tool marks may still be visible |
| Plated or coated surface | Peaks and valleys may affect coating coverage |
| Electrical contact area | Contact reliability may depend on surface condition |
| Precision mating face | Local high points can change contact behavior |
Rz does not replace Ra in every case. It adds another way to control the surface when average roughness is not enough.
Use Rz when local peaks, valleys, scratches, or tool marks may create a real functional or cosmetic risk.
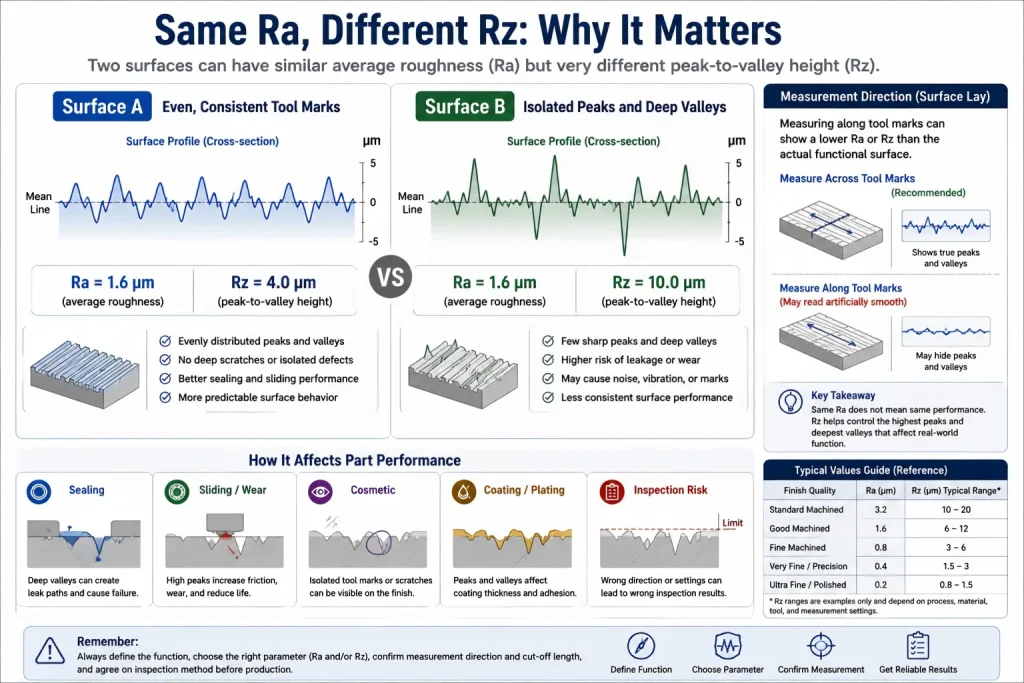
Why Two Surfaces With the Same Ra Can Behave Differently
Two surfaces can have similar Ra values but different Rz values.
For example, Surface A may have many small, even tool marks. Surface B may have mostly smooth areas but one deeper valley or one sharper peak. The average roughness may look similar, but the functional risk is different.
This matters because a CNC part is not always judged by average smoothness alone.
A sealing surface may fail because of a deep valley. A sliding surface may wear faster because of high peaks. A visible aluminum housing may look uneven because one isolated tool mark catches light. A contact face may behave differently if the high points touch first.
| Surface Condition | Ra Result | Rz Result | Possible Issue |
|---|---|---|---|
| Even fine tool marks | Good | Controlled | Usually acceptable |
| One deep scratch | May still pass | Higher | Cosmetic or sealing risk |
| Sharp peaks from tool marks | May still pass | Higher | Sliding or contact risk |
| Polished but wavy surface | Low Ra | Rz may not show full waviness | Need waviness or flatness review |
| Bead-blasted texture | Ra may vary | Rz may show texture depth | Appearance and downstream finish need review |
Measurement direction can also change the result. CNC milling and turning leave directional tool marks, often called the surface lay. If the profilometer stylus measures along the tool marks, the surface may appear smoother than it really is for the part function. If it measures across the tool marks, the result may show stronger peaks and valleys.
For general brackets, covers, or non-critical faces, the drawing does not always need to define the measurement direction. But for sealing faces, sliding surfaces, shafts, bores, and precision mating areas, it is better to confirm how the roughness will be measured.
This helps the buyer and supplier avoid a common dispute: one side measures the surface in one direction, the other side measures it in another direction, and the same part appears to have different Ra or Rz results.
This is why a surface that passes Ra inspection can still create sealing, sliding, or contact problems if the peak-to-valley condition is not controlled.
When Ra Is Usually Enough
Ra is usually enough when the surface only needs general smoothness control.
Common examples include:
| Part Area | Why Ra May Be Enough |
|---|---|
| Internal brackets | Function may not depend on peak-to-valley height |
| General machined pockets | Surface is not visible or not a sealing face |
| Non-contact outer surfaces | Appearance may be acceptable with standard machining |
| Fixtures and tooling parts | Functional geometry may matter more than fine roughness |
| Prototype parts | Buyer may need a practical finish, not cosmetic control |
| Hidden faces | Surface roughness may not affect final assembly |
| General aluminum or stainless parts | Ra 3.2 or Ra 1.6 may be enough depending on use |
For many CNC machined parts, over-controlling surface roughness adds cost without improving function.
If the surface does not seal, slide, mate, conduct, or remain visible, a normal Ra requirement may be enough.
For aluminum-specific finish planning, see our surface finish guide for CNC aluminum.
When Rz Should Be Reviewed
Rz should be reviewed when the part depends on the shape of surface peaks and valleys.
This does not mean every drawing must include Rz. It means Rz becomes useful when the surface has a specific job.
Examples include:
| Application | Why Rz Review Helps |
|---|---|
| O-ring groove | Deep marks can create leak paths |
| Flat gasket face | Valleys may reduce sealing consistency |
| Sliding rail | Peaks may increase friction and wear |
| Precision contact face | High points may affect assembly feel |
| Optical or visible surface | Isolated tool marks may stand out |
| Anodized cosmetic aluminum | Pre-finish marks may remain visible |
| Bead-blasted visible housing | Texture depth affects final appearance |
| Coated or plated contact area | Surface peaks may affect layer behavior |
If the buyer is unsure, the safest approach is to define the surface function first. The supplier can then review whether Ra alone is enough or whether Rz, visual acceptance, polishing, lapping, grinding, or another process should be considered.
For matte appearance control, see our bead blast surface finish chart.
Ra vs Rz vs RMS: Do Not Convert Blindly
Some older drawings use RMS instead of Ra. RMS is often related to Rq, which is another roughness parameter. It is not exactly the same as Ra.
In many practical shop discussions, people may use rough conversion rules between RMS and Ra. But for critical CNC parts, blind conversion can create disputes.
A roughness note from an old drawing may come from a different standard, measurement method, sampling length, filter setting, or inspection habit.
| Drawing Note | What Buyers Should Do |
|---|---|
| Ra value only | Confirm whether average roughness is enough |
| Rz value only | Confirm whether peak-to-valley control is the main concern |
| Ra and Rz together | Confirm both values and inspection method |
| RMS / Rq value | Ask whether the drawing uses legacy roughness notation |
| “Smooth finish” | Replace with a measurable requirement |
| “Polished finish” | Define appearance, Ra/Rz if needed, and inspection method |
| Surface finish symbol only | Confirm which surfaces the symbol applies to |
| Customer cosmetic standard | Add visual acceptance notes and protected faces |
RMS is often used in older drawings, while Rq is the more common modern roughness parameter for root mean square roughness. Ra and RMS / Rq are calculated differently, so they should not be treated as the same value.
Ra is based on an average surface height variation. RMS / Rq gives more weight to larger peaks and deeper valleys because of the way it is calculated. This means a surface with a few sharp peaks or deep scratches may show a higher RMS / Rq value even when the Ra value looks acceptable.
For some machined surfaces, people may use rough conversion rules between Ra and RMS. However, the relationship can change with tool marks, material smearing, feed rate, polishing, blasting, and measurement settings. For critical sealing, sliding, contact, or cosmetic surfaces, buyers should avoid using a fixed conversion chart without agreement on the inspection method.
If a legacy drawing says RMS, do not simply replace it with Ra unless the customer, buyer, and supplier agree on the conversion and inspection method.
How CNC Machining Choices Affect Ra and Rz
Surface roughness is not controlled by one factor.
Ra and Rz can be affected by tool geometry, feed rate, spindle speed, tool wear, chip evacuation, toolpath strategy, material grade, coolant, rigidity, and post-processing.
| Factor | Effect on Surface Finish |
|---|---|
| Feed per tooth | Higher feed can leave stronger tool marks |
| Tool nose radius or corner radius | Larger radius may improve theoretical finish but can increase cutting force |
| Tool sharpness | Dull tools may smear aluminum or tear soft materials |
| Tool coating and flute polish | Can reduce built-up edge in aluminum and copper alloys |
| Machine rigidity | Weak rigidity may create chatter marks |
| Workholding | Part movement can ruin both Ra and Rz |
| Chip evacuation | Recut chips may scratch the surface |
| Coolant or air blast | Helps remove heat and chips when used correctly |
| Finishing pass | Can improve surface consistency when the setup is stable |
| Post-processing | Blasting, polishing, anodizing, or plating may change appearance and measured roughness |
For example, an aluminum part may show a low Ra value but still have visible lines if chips were dragged across the face. A stainless steel part may meet Ra but still show tearing if the tool was worn. A copper part may smear if the cutter geometry and chip load are not controlled.
Ra and Rz should be treated as inspection results, not magic numbers. The machining plan still has to match the material, geometry, tolerance, and final use.
Surface Finish After Finishing May Not Match Machined Roughness
A part may be measured after machining, after bead blasting, after anodizing, after plating, or after polishing. These conditions are not the same.
Before production, the drawing should state whether the roughness requirement applies.
For anodized aluminum parts, pre-finish machining marks can remain visible after color anodizing, so cosmetic surfaces should be reviewed before finishing. See our aluminum anodizing defects guide for common finish risks.
| Condition | Why It Matters |
|---|---|
| Before finishing | Confirms the machined surface before treatment |
| After finishing | Confirms the final delivered condition |
| On selected surfaces only | Prevents unnecessary inspection on non-critical faces |
| After polishing | Controls final cosmetic or contact finish |
| Before anodizing | Helps avoid visible tool marks after color anodizing |
| After bead blasting | Controls texture consistency |
| After plating | Checks final surface condition after layer buildup |
| After assembly contact | May require functional testing instead of roughness alone |
If a surface must seal, slide, contact, or remain visible, roughness timing should not be guessed.
State whether the requirement applies before or after surface finishing.
Inspection Settings Can Change Ra and Rz Results
Ra and Rz values can change if the inspection settings are different.
One important setting is the sampling length or cut-off length. A surface roughness tester uses filtering to separate small roughness marks from larger waviness. If the supplier and buyer use different cut-off settings, the same part may show different Ra or Rz readings.
For normal CNC parts, this may not cause a problem. But for tight sealing faces, sliding surfaces, precision contact areas, or customer-required inspection reports, the drawing or RFQ should make the inspection method clear.
Useful details may include:
| Inspection Detail | Why It Matters |
|---|---|
| Roughness parameter | Confirms whether Ra, Rz, RMS / Rq, or another value is required |
| Measurement direction | Avoids measuring along the wrong tool-mark direction |
| Cut-off or sampling length | Helps keep inspection results repeatable |
| Surface condition | Confirms whether the part is checked before or after finishing |
| Measuring tool | Confirms whether a profilometer or another method is required |
| Report requirement | Avoids disputes when measured values must be documented |
For high-requirement projects, buyers and suppliers should agree on the inspection method before production. This is especially important when different inspection teams, different devices, or incoming inspection at the customer side will be involved.
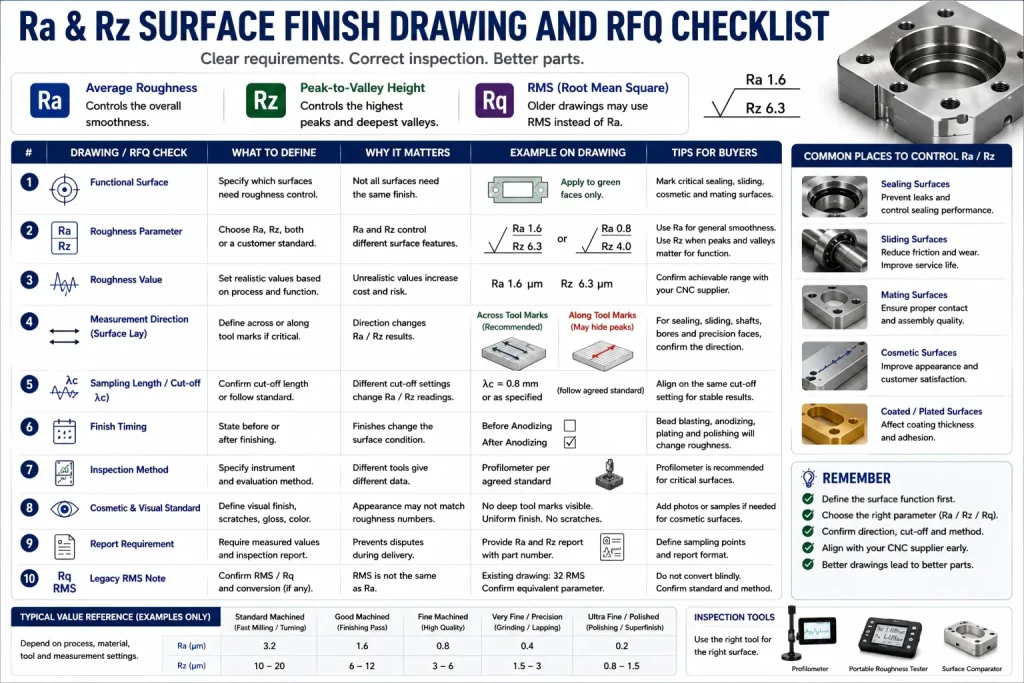
Drawing and RFQ Checks for Ra, Rz, and RMS
Before sending a CNC drawing for quotation, check whether the roughness note is clear enough.
| Drawing Check | Buyer Question |
|---|---|
| Functional surface | Which surface actually needs roughness control? |
| Roughness parameter | Should the drawing use Ra, Rz, both, or a customer standard? |
| Roughness value | Is the value realistic for CNC machining and the required process? |
| Measurement direction | Should the surface be measured across or along machining marks? |
| Sampling and inspection method | Is a profilometer required, or is visual inspection enough? |
| Finish timing | Is the requirement before or after anodizing, plating, polishing, or blasting? |
| Cosmetic standard | Are scratches, tool marks, gloss, or color variation controlled separately? |
| Mating condition | Does the surface seal, slide, conduct, or contact another part? |
| Report requirement | Does the supplier need to provide measured Ra/Rz values? |
| Legacy RMS note | Does the old drawing need confirmation before conversion? |
The goal is not to add every roughness parameter, but to make the surface requirement match the function of the part.
For tolerance and inspection planning, see our CNC machining tolerances guide and quality assurance page.
Practical Drawing Note Examples
Example 1: General Machined Surface
Surface finish: Ra 3.2 μm unless otherwise specified
This may be enough for general machined faces that do not control sealing, sliding, or cosmetic appearance.
Example 2: Visible Aluminum Housing
Visible surfaces: Ra 1.6 μm before bead blasting. No deep tool marks on cosmetic faces.
This tells the supplier that appearance matters before the final texture is applied.
Example 3: Sealing Face
Sealing face: Ra 0.8 μm max, Rz to be reviewed or agreed before production. Measure after final machining.
This keeps the note flexible while still warning that peak-to-valley condition matters.
Example 4: Sliding Surface
Sliding surface: Ra 0.8–1.6 μm, no sharp tool marks, burrs, or scratches in the sliding direction.
This combines roughness and functional acceptance.
Example 5: Legacy RMS Drawing
Existing drawing uses RMS. Confirm equivalent roughness parameter and inspection method before production.
This avoids converting old drawing notes without agreement.
Common Buyer Mistakes
Mistake 1: Asking for Very Low Ra Everywhere
A very low Ra value on every surface may increase cost without improving the part. Use tighter roughness only where the surface function needs it.
Mistake 2: Ignoring Rz on Sealing or Sliding Faces
Ra may not show isolated peaks or deep valleys. If the surface seals, slides, or contacts another part, review whether Rz or another functional requirement is needed.
Mistake 3: Treating Polishing as a Simple Surface Finish Note
Polishing can change edges, flatness, appearance, and local dimensions. The drawing should define which surfaces are polished and which areas must be protected.
Mistake 4: Measuring the Wrong Surface Condition
If the drawing says Ra but does not say before or after finishing, inspection disputes can happen. State the final condition clearly.
Mistake 5: Converting RMS to Ra Without Confirmation
RMS or Rq values may appear on older drawings. Do not convert them blindly when the surface is critical.
Rapid Efficient Support for Surface Finish Review
Rapid Efficient can review CNC drawings with Ra, Rz, RMS, visual finish, polishing, bead blasting, anodizing, plating, and post-finish inspection requirements.
For aluminum, stainless steel, brass, copper, titanium, and engineering plastic parts, we can help check whether the surface requirement matches the part function, material behavior, tolerance needs, and inspection method.
Send us your STEP file, 2D drawing, material, finish requirement, cosmetic surfaces, quantity, and inspection needs. Our team can review the machining and surface-finish route before quotation.
For broader manufacturability review, see our CNC machining design guide.
FAQ
What is the difference between Ra and Rz surface finish?
Ra measures average surface roughness. Rz focuses more on peak-to-valley height. Ra is useful for general smoothness control, while Rz is useful when peaks or valleys may affect sealing, sliding, contact, or appearance.
Is Ra enough for CNC machined parts?
Ra is enough for many general CNC machined surfaces. It may not be enough for sealing faces, sliding surfaces, precision contact areas, or cosmetic surfaces where isolated peaks, valleys, or tool marks matter.
Can two surfaces have the same Ra but different Rz?
Yes. Two surfaces can have similar average roughness but different peak-to-valley conditions. One surface may have even tool marks, while another may include deeper valleys or sharper peaks.
Should roughness measurement direction be specified?
For general surfaces, it is often not necessary. For sealing faces, sliding surfaces, shafts, bores, and precision mating areas, confirming the measurement direction can help avoid inspection disputes.
Should I use Ra or Rz for sealing surfaces?
For sealing surfaces, Ra alone may not be enough. Rz or another peak-to-valley control may be useful because deep valleys can create leak paths.
What does RMS mean in surface finish?
RMS is an older or legacy roughness notation related to root mean square roughness. It should not be blindly converted to Ra without confirming the drawing standard, measurement method, and acceptance requirement.
Does bead blasting change Ra or Rz?
Yes. Bead blasting changes surface texture and appearance. It may make a surface look more uniform, but the final measured roughness depends on media type, pressure, material, and original tool marks.
Should roughness be checked before or after anodizing or plating?
If the final surface function matters, the drawing should state whether roughness applies before or after finishing. Anodizing, plating, polishing, and blasting can change the final surface condition.
What should I send for surface finish review?
Send the 2D drawing, 3D model, material grade, surface finish notes, cosmetic surface markings, functional surface requirements, quantity, and inspection or report needs.





