
快速解答: CNC加工最硬的材料是什么?
There is no single hardest material to CNC machine because hardness and machinability are not the same property.
Fully sintered ceramics and cemented tungsten carbide are among the hardest materials used for precision components, but they are normally finished by diamond grinding, 研磨, honing, or EDM rather than conventional milling and turning.
Among metals, pure tungsten, hardened tool steel, and nickel-based superalloys such as Inconel can be especially difficult to machine. Titanium is not the hardest metal in this group, but it is challenging because it retains heat near the cutting edge, has high strength, and can react with cutting tools.
Even soft materials can be difficult. Pure copper, 例如, is ductile and can produce burrs, 积屑瘤, and poor chip control.
The correct process depends on the exact grade, hardness or material condition, 几何学, 库存形式, 宽容, 表面饰面, 数量, and whether conventional cutting, 磨削, or EDM is acceptable.
CNC machining difficulty cannot be predicted from hardness alone.
A material may be difficult to machine because it is:
- Extremely hard and abrasive
- Tough and resistant to cutting
- Prone to work hardening
- Poor at conducting heat away from the cutting zone
- Brittle and sensitive to cracking
- Chemically reactive with the cutting tool
- Soft, 延展性的, and difficult to break into stable chips
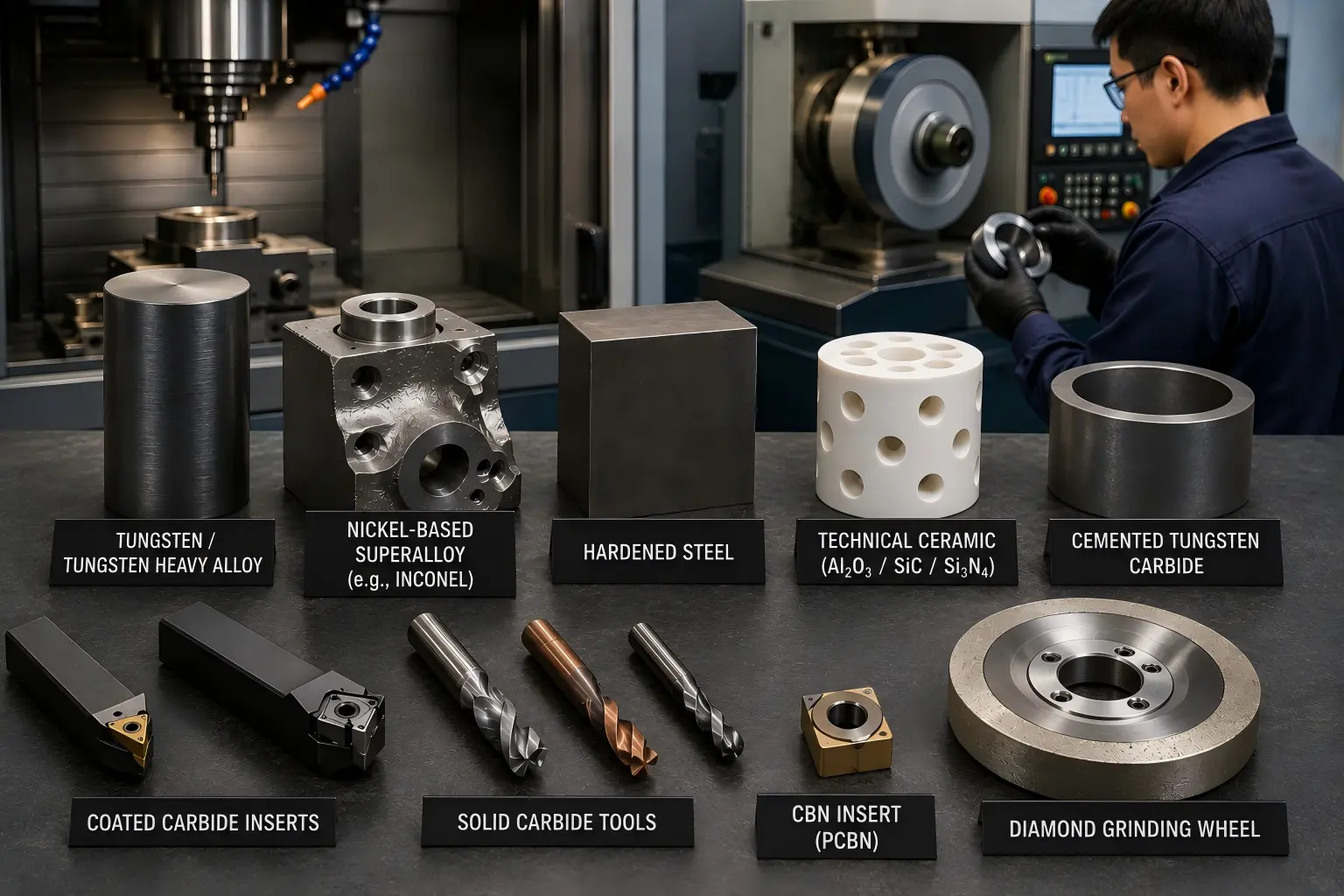
This article compares the main reasons tungsten, cemented carbide, 陶瓷, 铬镍铁合金, 淬火钢, 钛, and pure copper can become difficult or expensive to machine.
1. Hardness Is Not the Same as Machinability
Hardness measures resistance to indentation, 抓挠, or local deformation. Machinability describes how easily a material can be cut while maintaining acceptable tool life, 芯片控制, 表面饰面, 尺寸稳定性, and production cost.
Hardness is only one machining factor.
Other important factors include:
- Toughness
- Work-hardening tendency
- 导热系数
- Hot strength
- Abrasive particles or hard phases
- Chemical interaction with the tool
- Elastic recovery
- Brittleness
- Chip formation
- Stock condition
例如, titanium is not as hard as fired ceramics or hardened tool steel, but its low thermal conductivity and high strength create severe heat near the cutting edge.
Pure copper is relatively soft, but its ductility can create long chips, 毛刺, smearing, and built-up edge.
The cutting tool also does not simply need to be “harder than the workpiece.” Successful machining depends on the cutting-tool material, edge geometry, 涂层, 切割速度, 喂养, workholding, 冷却液, 刀具路径, and stability of the complete process.
Difficult-to-Machine Materials: 快速比较
| 材料组 | Why It Is Difficult | Typical Process or Tooling Direction | Buyer Note |
|---|---|---|---|
| Fired technical ceramics | Extremely hard, abrasive, and brittle | Diamond grinding, 研磨, honing, or machining before final sintering | Conventional milling may not be the correct finishing process |
| Cemented tungsten carbide | Extreme hardness and wear resistance after sintering | Diamond grinding, 抛光, honing, 和电火花加工 | Do not confuse cemented carbide with pure tungsten metal |
| Pure tungsten | High density, brittleness or notch sensitivity, and difficult chip formation | 年级- and condition-specific carbide tooling, 磨削, or EDM | Pure tungsten and tungsten heavy alloys machine differently |
| Hardened steel | 高硬度, 切削力, 热, and abrasive wear | 碳化物, 陶瓷制品, or CBN depending on hardness and operation | Continuous and interrupted cuts require different tools |
| Nickel superalloys / 铬镍铁合金 | 加工硬化, low thermal conductivity, and high hot strength | Coated carbide or ceramic tools with controlled engagement and cooling | Exact alloy and heat-treatment condition matter |
| 钛合金 | Heat remains near the tool, 高强度, springback, and chemical reactivity | 锋利的硬质合金工具, rigid setup, stable engagement, and effective coolant | Titanium is difficult, but not necessarily the hardest |
| Pure copper | Soft, 延展性的, and difficult to break into stable chips | Sharp polished tools, controlled chip evacuation, and burr management | Softness does not automatically mean good machinability |
Sandvik treats hardened steel, titanium and heat-resistant superalloys as separate machinability groups because their cutting problems are different. Copper.org gives common pure copper C11000 a machinability rating of only 20, demonstrating that a soft metal can still be difficult to machine cleanly.
2. 钨, Tungsten Heavy Alloys, and Cemented Carbide
The word “tungsten” can refer to several different materials that should not be treated as interchangeable.
Pure Tungsten
Pure tungsten has very high density, a very high melting point, and strong performance at elevated temperatures.
Its machining behavior depends heavily on the material condition, 晶粒结构, fabrication route, 和温度. At room temperature, tungsten can be brittle and sensitive to notches or sudden cutting loads.
Possible machining risks include:
- Edge chipping
- Cracking
- 刀具磨损
- Unstable chip formation
- Damage around sharp internal corners
- Difficulty producing thin or delicate features
Tungsten Heavy Alloys
Tungsten heavy alloys combine a high percentage of tungsten with metallic binder phases such as nickel, 铁, or copper.
They may machine differently from pure tungsten and can sometimes be processed more conventionally. The exact composition, 密度, 硬度, and material condition should therefore be specified before quotation.
Cemented Tungsten Carbide
Cemented carbide is not pure tungsten and is not conventional steel.
It is a composite containing hard tungsten carbide particles in a metallic binder, commonly cobalt. Once fully sintered, it is extremely hard and wear-resistant.
Typical finishing methods include:
- Diamond grinding
- 抛光
- Honing
- 线切割
- Sinker EDM
- Edge preparation
Green or pre-sintered carbide blanks may be machined more easily before sintering, but the manufacturer must account for shrinkage and the final material condition.
For a clearer comparison of cutting-tool materials, see our guide to high-speed steel vs carbide tools.
Plansee warns that tungsten machining requires material-specific experience, while CERATIZIT lists grinding, 抛光, honing and EDM among the principal finishing methods used for fully sintered cemented carbide.
3. 钛: Difficult Because of Heat and Tool Interaction
Titanium is difficult to machine, but it should not be described as one of the hardest materials only from its hardness value.
Common titanium-alloy machining problems include:
- Low thermal conductivity that keeps heat near the cutting edge
- High strength relative to its weight
- Chemical reactivity with tool materials at elevated temperature
- Elastic recovery and springback
- Thin chips and concentrated cutting pressure
- Notch wear around the depth-of-cut line
- Chatter when the setup or tool overhang is unstable
A practical titanium process often requires:
- Sharp and suitable carbide tools
- Short tool overhang
- Rigid workholding
- Controlled radial and axial engagement
- Reliable chip evacuation
- Consistent coolant delivery
- Avoidance of tool dwelling and rubbing
- Stable entry and exit from the cut
Simply lowering spindle speed is not a complete titanium-machining strategy. 喂养, 订婚, 刀具路径, edge geometry, 冷却液, 机器刚性, and tool life must be planned together.
Sandvik identifies poor thermal conductivity and concentrated heat at the cutting zone as major titanium-machining problems.
4. Inconel and Nickel-Based Superalloys
Inconel is a family of nickel-based alloys rather than one single material grade.
Common CNC machining difficulties include:
- High strength retained at elevated temperature
- Low thermal conductivity
- Rapid work hardening
- Abrasive hard phases
- Strong tendency toward notch wear
- High cutting forces
- Difficult chip control
- Tool failure if the cutting edge rubs instead of cutting
The exact machining route depends on the alloy, 热处理, casting or wrought condition, 几何学, and required surface integrity.
Useful process controls may include:
- Rigid workholding
- Short tool overhang
- Suitable coated carbide or ceramic grades
- Consistent tool engagement
- Positive cutting action
- Effective coolant delivery
- Avoidance of repeated light passes over a work-hardened surface
- Planned tool replacement before severe edge failure
Inconel should not simply be called difficult because it is “hard.” Its high-temperature strength, work hardening and poor heat removal are often more important than its room-temperature hardness.
For more information about flank wear, notch wear, built-up edge and tool failure, see our guide to machining wear and its prevention.
Sandvik describes low thermal conductivity, high strength at temperature, galling and notch wear as central problems when machining heat-resistant superalloys.
5. 淬火钢: Tool Selection Depends on Hardness and Cut Stability
Hardened steel can often be machined after heat treatment, but the correct cutting-tool material depends on the hardness, 手术, stock allowance, surface requirement, and whether the cut is continuous or interrupted.
Possible tool choices include:
- Coated carbide
- Cermet
- Ceramic
- CBN or PCBN
- Grinding wheels for demanding final surfaces
Hard machining commonly creates:
- High cutting pressure
- Rapid abrasive wear
- Edge chipping
- Heat near the cutting edge
- Surface-integrity risk
- Dimensional drift as the tool wears
- Difficulty during interrupted cuts
CBN is widely used for finishing harder steels, but it is not the automatic choice for every operation. Lower hardness, heavy interruption, roughing allowance, unstable setup, or complex geometry may require a different grade or process.
The process review should confirm:
- Actual hardness range
- Case-hardened or through-hardened condition
- Continuous or interrupted cutting
- Stock allowance
- Required surface finish
- 刀具悬伸
- Fixture stability
- Whether hard turning or grinding is more practical
Sandvik defines hard-part turning around the high-hardness steel range and offers carbide, ceramic and CBN solutions depending on hardness and operating conditions.
6. Technical Ceramics: Usually a Grinding Problem, Not Normal Milling
Technical ceramics such as alumina, zirconia, silicon carbide, and silicon nitride can be extremely hard, wear-resistant, and brittle after firing or sintering.
The manufacturing route may include:
- Forming or pressing a near-net shape
- Green machining before final firing
- Controlled sintering shrinkage
- Diamond grinding after firing
- Lapping
- Honing
- 抛光
- Laser processing in suitable cases
Once fully fired, conventional carbide milling tools are usually not the preferred finishing method for high-hardness ceramic components.
Common risks include:
- Edge chipping
- Subsurface cracking
- Fracture around holes and thin walls
- Grinding heat
- Expensive material removal
- Limited ability to repair an incorrect feature
- High inspection and handling costs
The drawing should identify whether dimensions apply before or after firing and whether grinding allowance has been included.
A buyer should also confirm:
- Exact ceramic grade
- Sintered or green condition
- Shrinkage responsibility
- 表面光洁度要求
- Edge-chipping allowance
- Flatness and thickness requirements
- 检查方法
- Acceptable machining process
CeramTec states that fired ceramics commonly require post-firing grinding, honing, lapping or polishing and that diamond tools are used because of the material hardness. Silicon carbide is also described as one of the hardest technical ceramic families.
7. Pure Copper: Soft but Still Difficult to Machine
Pure copper proves that the hardest material is not always the most difficult material to machine.
High-conductivity copper grades are relatively soft and ductile, but this can create:
- Long continuous chips
- 内置边缘
- 毛刺
- Material smearing
- Poor edge definition
- Difficulty maintaining small features
- 刀具装载
- Surface scratches from uncontrolled chips
A copper-machining process may require:
- Very sharp cutting edges
- Polished flute or insert surfaces
- Positive tool geometry
- Effective chip evacuation
- Controlled feed to avoid rubbing
- Suitable coolant or lubrication
- Careful deburring
- Protection of conductive and cosmetic surfaces
The exact copper grade matters. Free-machining copper alloys can behave very differently from high-purity C101 or C110 copper.
Copper.org gives C11000 electrolytic tough-pitch copper a machinability rating of 20, despite its relatively low hardness and excellent ductility.
所以, Which Material Is the Hardest to CNC Machine?
The answer depends on what is meant by CNC machining.
| 问题 | Practical Answer |
|---|---|
| Hardest material commonly used for finished components | Fully sintered ceramics and cemented carbide are among the hardest |
| Hardest material for conventional milling or turning | Pure tungsten, 淬火钢, and some nickel superalloys can be among the most demanding |
| Material that creates the most heat near the tool | Titanium and nickel superalloys are major examples |
| Material most likely to work harden | Nickel-based superalloys and some stainless steels |
| Material most likely to crack during finishing | Fired ceramics and brittle tungsten conditions |
| Soft material that can still machine poorly | Pure copper and other highly ductile materials |
| Material most likely to need grinding or EDM instead of milling | Sintered carbide and fired technical ceramics |
There is no reliable universal ranking without knowing the exact grade, 硬度, 物质条件, 几何学, 宽容, and allowed manufacturing process.
结论
There is no single hardest material to CNC machine because machining difficulty is controlled by more than hardness.
Fully sintered ceramics and cemented carbide are among the hardest engineering materials, but their final features are often produced by diamond grinding, 抛光, honing, or EDM rather than normal milling.
Pure tungsten, 淬火钢, and nickel-based superalloys can be extremely demanding for conventional cutting. Titanium is difficult because it concentrates heat and reacts strongly with the cutting process, while pure copper proves that even a soft material can create severe chip-control and burr problems.
The correct process should be selected from:
- 精确的材料等级
- Material condition and hardness
- 几何学
- Tool access
- 数量
- 公差
- 表面光洁度
- 检验要求
- Acceptable manufacturing methods
- Cost of tool wear and rejected parts
Do not select the machining process from a hardness number alone.
Review Your Difficult-Material CNC Project
快速高效可以审核您的图纸, material specification, 硬度, 库存形式, 几何学, 宽容优先, 表面饰面, 检查需要, and production quantity before quotation.
For custom milled housings, 盘子, blocks, 固定装置, 口袋, 孔, 和多表面零件, 回顾我们的 CNC milling services.
RFQ Information for Difficult-to-Machine Materials
| 询价项目 | 需要指定什么 | 为什么它很重要 |
|---|---|---|
| Exact material | 合金, ceramic grade, carbide grade, purity, 或客户规格 | General names such as “tungsten” or “ceramic” are incomplete |
| Material condition | 退火, 硬化的, sintered, cast, forged, wrought, or heat treated | Changes machinability and process choice |
| 库存形式 | Bar, 盘子, 锻造, 铸件, green ceramic, sintered blank, or near-net preform | Affects material removal and setup |
| 硬度 | Required range and test method | Helps select carbide, 陶瓷制品, 立方氮化硼, 磨削, or EDM |
| 几何学 | 薄壁, 深孔, small radii, 线程, or interrupted features | Controls tool access and fracture risk |
| 数量 | 原型, 低音量, 或重复生产 | Determines tooling and fixture investment |
| 公差 | Functional dimensions, 日期, 平整度, runout, and hole position | Drives finishing and inspection time |
| 表面光洁度 | Roughness, 抛光, grinding marks, or surface-integrity requirement | May change the manufacturing process |
| 检查 | CMM, 硬度, 表面粗糙度, crack detection, or material report | Defines acceptance before quotation |
| Alternative processes | Whether grinding, 电火花加工, laser, or near-net shaping is permitted | Conventional cutting may not be the best route |
Rapid Efficient can review the drawing, 物质条件, 几何学, 宽容, 表面饰面, 检验要求, and quantity before quotation.
For a wider review of tooling, 设置, 宽容, inspection and lead-time factors, 看看我们的 CNC turning and milling efficiency guide.
常问问题: Hardest Materials to CNC Machine
CNC加工最硬的材料是什么?
Fully sintered ceramics and cemented tungsten carbide are among the hardest engineering materials, but they are commonly finished by grinding, 研磨, honing, or EDM rather than ordinary milling.
For conventional metal cutting, pure tungsten, hardened steels, and nickel-based superalloys can be among the most difficult.
Is Titanium the Hardest Metal to Machine?
福田街道. Titanium is not as hard as fired ceramics, cemented carbide, or many hardened steels.
It is difficult because of low thermal conductivity, 高强度, chemical reactivity, elastic recovery, and concentrated heat near the tool.
Is Tungsten the Same as Tungsten Carbide?
福田街道.
Pure tungsten is a metallic element. Cemented tungsten carbide is a composite made from tungsten carbide particles and a metallic binder, commonly cobalt.
They require different material specifications and machining strategies.
Can Inconel Be CNC Machined to Tight Tolerances?
是的, under suitable conditions.
The result depends on the Inconel grade, 库存状况, 几何学, workholding, 刀具路径, 切削工具, 冷却液, 刀具磨损控制, 温度, 及检验方法. Tight tolerance should not be treated as an automatic guarantee.
Can Fired Ceramics Be CNC Milled?
Some ceramic parts can be machined before final firing while they are in a green or partially processed condition.
After firing, high-hardness ceramics are normally finished using diamond grinding, 研磨, honing, or other specialized processes.
Why Is Pure Copper Difficult to Machine if It Is Soft?
Pure copper is highly ductile. It can smear, form built-up edge, create long chips, and produce heavy burrs.
Sharp polished tools and effective chip control are often more important than tool hardness alone.
Which Tool Is Used for Hardened Steel?
The answer depends on hardness, roughing or finishing, and whether the cut is continuous or interrupted.
Possible choices include coated carbide, 陶瓷制品, cermet, and CBN. Grinding may remain more practical for certain surfaces or tolerances.
Do Harder Materials Always Cost More to Machine?
并不总是.
Cost also depends on geometry, 库存形式, 工具访问, 设置计数, 刀具磨损, 检查, 数量, 材料可用性, and whether grinding or EDM is required.





