316 and 316L stainless steel look almost the same to most buyers.
They also machine in similar ways.
That is why many RFQs treat them as interchangeable.
But for corrosion-sensitive parts, welded assemblies, medical-device components, fluid-contact fittings, passivated surfaces, or customer-controlled material specifications, the difference can matter.
The main difference is not color, appearance, or basic CNC machineability.
The main difference is carbon content.
316L is the low-carbon version of 316 stainless steel. Lower carbon helps reduce the risk of carbide precipitation and sensitization in certain welded or heat-affected conditions.
For a purely machined part with no welding, no thermal exposure, no customer-controlled specification, and no special corrosion risk, the practical difference may be small.
For a welded, passivated, chloride-exposed, medical, laboratory, or fluid-handling part, the difference may affect material approval, corrosion review, certificate requirements, and inspection planning.
Rapid Efficient supports custom stainless steel CNC machining projects for prototypes, low-volume parts, and production requirements. Before quotation, we review the drawing together with the stainless steel grade, material certificate requirement, machining features, passivation needs, surface finish, inspection method, packaging needs, and delivery schedule.
The Short Answer
316L is usually selected when lower carbon content matters.
316 is often acceptable when the drawing, environment, and customer specification do not require the low-carbon grade.
For CNC machined parts, the machining behavior of 316 and 316L is usually very close. Both are austenitic stainless steels. Both can work harden. Both require sharp tooling, stable chip load, good coolant delivery, and careful burr control.
The real selection question is:
Does the application require low-carbon 316L for welding, corrosion control, documentation, or customer specification?
If yes, use 316L or confirm whether dual-certified 316/316L material is acceptable.
If no, 316 may be suitable when it meets the drawing and service requirements.
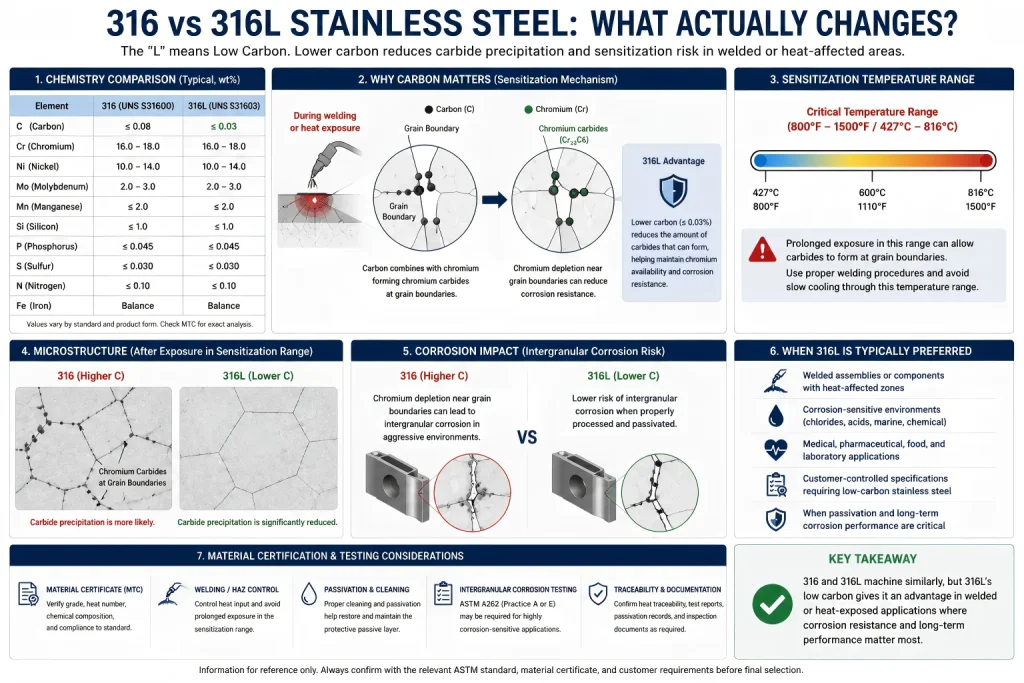
316 vs 316L: What Actually Changes?
The “L” in 316L means low carbon.
Commonly, 316 stainless steel may allow higher carbon content than 316L. 316L is typically specified with a lower maximum carbon content, often around 0.03% max carbon, while standard 316 is commonly specified up to about 0.08% max carbon, depending on the standard and product form.
This lower carbon content helps reduce chromium carbide precipitation during welding or thermal exposure.
This risk is most important when stainless steel spends enough time in the sensitization temperature range.
For austenitic stainless steels, chromium carbide precipitation is commonly associated with exposure around 800°F to 1500°F or approximately 427°C to 816°C. Some references may express the range slightly differently, but the practical concern is the same: welding, slow cooling, or certain thermal cycles can allow carbon and chromium to form carbides near grain boundaries.
When chromium is tied up at the grain boundary, the nearby region may lose some corrosion resistance. This can create a path for intergranular corrosion in aggressive environments.
316L reduces this risk because its carbon content is lower.
However, 316L does not make thermal history irrelevant. Welding process, heat input, section thickness, cooling rate, post-weld treatment, surface cleaning, and service environment still matter.
For welded or heat-affected parts, the RFQ should confirm:
- Whether 316L is required
- Whether dual-certified 316/316L material is acceptable
- Welding or heat-exposure information
- Passivation requirement
- Material certificate requirement
- Whether intergranular corrosion testing is required
Why does this matter?
Stainless steel depends on chromium to form a protective passive layer.
If chromium combines with carbon near grain boundaries during thermal exposure, the surrounding region may become less corrosion resistant. This is often discussed as sensitization.
316L helps reduce that risk because it contains less carbon.
That does not mean 316L is automatically better for every machined part.
It means 316L is often safer when the part will be welded, exposed to heat, passivated after machining, or used in corrosion-sensitive applications.
For broader stainless steel material planning, review our stainless steel CNC machining guide.
Selection Triggers: When 316L Matters More
| Selection Trigger | Why 316L May Be Preferred | What to Confirm Before Quotation |
|---|---|---|
| Welded assembly | Lower carbon reduces sensitization risk in heat-affected zones | Welding process, post-weld treatment, certificate requirement |
| Medical or laboratory component | Customer may specify 316L for corrosion or documentation reasons | Grade, surface finish, passivation, inspection report |
| Fluid-contact part | Corrosion behavior and cleaning route may matter | Fluid type, chloride exposure, cleaning chemicals |
| Passivated part | Surface chemistry and contamination control matter | Passivation standard, cleaning route, inspection after passivation |
| Customer-controlled drawing | The drawing may explicitly call out 316L | Exact material grade, standard, certificate wording |
| Heat-exposed feature | Thermal history can affect corrosion behavior | Heat exposure, welding, stress relief, finishing sequence |
| Polished or cosmetic part | Surface defects may become visible after finishing | Visible surfaces, polishing route, packaging |
| Threaded stainless fitting | Threads must remain clean and corrosion-safe after finishing | Thread class, passivation, gauge inspection |
| Export or regulated project | Documentation may matter as much as machining | Material certificate, traceability, compliance requirements |
This table is not a claim that 316L is always required.
It shows where the low-carbon grade becomes more important.
When 316 May Be Acceptable
316 stainless steel is still a strong and useful material.
It may be acceptable when:
- The drawing specifies 316
- The part is not welded
- The part is not exposed to high thermal cycles
- The service environment is not especially aggressive
- The customer does not require 316L
- Material certificate requirements are clear
- Passivation and cleaning requirements are controlled
- Mechanical properties meet the application
For many CNC machined industrial parts, 316 can provide good corrosion resistance and stable performance when the application allows it.
The key is not to downgrade or substitute without approval.
If the drawing calls for 316L, do not quote 316 unless the customer approves the change.
If the drawing calls for 316, do not assume 316L is automatically acceptable without checking the project requirements.
Material substitution should be confirmed before production.
For CNC material comparison across stainless steel, aluminum, copper, brass, and plastics, review our CNC machining materials guide.
Dual-Certified 316/316L Material: Useful but Still Needs Review
In many supply chains, stainless steel stock may be dual-certified as 316/316L.
This means the material chemistry and mechanical properties may meet the requirements of both grades under a given standard.
Dual-certified stock can be useful because it helps simplify procurement while supporting low-carbon requirements.
But buyers should not assume every 316 or 316L material is dual-certified.
Before quotation, confirm:
- Required standard
- Required grade wording
- Material certificate requirement
- Whether dual-certified material is acceptable
- Product form
- Heat number traceability
- Customer-specific approval rules
- Whether the part requires passivation or post-processing documentation
This is especially important when the part is used in medical equipment, laboratory systems, fluid-handling components, food-related hardware, marine-related equipment, or customer-controlled assemblies.
A material certificate can be just as important as the machined dimensions.
Machining 316 and 316L: The Difference Is Usually Not the Main Problem
For CNC machining, 316 and 316L are often similar.
Both can be difficult compared with aluminum, brass, or free-machining steels.
The machining challenge usually comes from the stainless steel family behavior, not only the carbon difference.
Both 316 and 316L may show:
- Work-hardening risk
- High cutting heat
- Tool wear
- Built-up edge
- Burr formation
- Poor chip breaking
- Threading difficulty
- Surface scratches
- Passivation preparation sensitivity
- Higher cost than easier-machining materials
The machining process should focus on:
- Sharp stainless-steel tooling
- Stable chip load
- Avoiding rubbing
- Controlled coolant delivery
- Chip evacuation
- Finishing allowance
- Burr-control route
- Thread inspection
- Surface finish protection
- Post-machining cleaning
A buyer should not choose 316L expecting easier machining.
There can be small machining-behavior differences between 316 and 316L, but they should not be overstated.
Because 316L has lower carbon content, it may behave slightly more ductile or “gummy” in some fine finishing, threading, or sealing-face operations. In these cases, a worn or poorly prepared cutting edge can increase the risk of surface tearing, built-up edge, or burr formation.
At the same time, standard 316 is not automatically easier or harder in every case.
Both grades are austenitic stainless steels. Both can work harden. Both can generate heat, tool wear, chip-control problems, and poor surface finish if the process relies on rubbing instead of clean shearing.
For CNC machining, the process plan should focus on:
- Sharp cutting edges
- Proper rake and edge preparation
- Stainless-steel-suitable tool coating when appropriate
- Stable chip load
- Avoiding dwell and rubbing
- Coolant delivery
- Tool wear monitoring
- Thread-gauge inspection
- Surface finish inspection
The practical machining difference is usually less important than grade documentation, welding exposure, passivation, and corrosion requirements.
For related work-hardening behavior in another common austenitic grade, review our targeted article on machining 304 stainless steel.
The Heat-Affected Zone Is the Real Reason 316L Exists
The biggest reason to choose 316L is not CNC cutting.
It is what happens when stainless steel sees heat.
During welding or certain thermal cycles, carbon can combine with chromium and form chromium carbides near grain boundaries. When this happens, chromium may be reduced in the surrounding area, lowering local corrosion resistance.
316L reduces that risk because the carbon level is lower.
This is most relevant when the part is:
- Welded after machining
- Machined before welding
- Part of a welded assembly
- Exposed to thermal cycles
- Used in corrosion-sensitive conditions
- Required to pass customer corrosion expectations
- Passivated after fabrication
- Inspected with material traceability requirements
If the part will never be welded or exposed to significant heat, the low-carbon advantage may be less important.
But if welding or heat exposure is part of the process route, 316L should be reviewed early.
Passivation Does Not Replace Material Selection
Passivation can support the corrosion resistance of stainless steel parts by removing free iron and helping the passive layer form correctly.
But passivation does not turn 316 into 316L.
It does not erase the carbon-content difference.
It does not repair poor material selection.
It does not fix deep scratches, poor deburring, damaged threads, or severe contamination.
For 316 and 316L machined parts, passivation should be reviewed together with:
- Material grade
- Surface condition
- Burr removal
- Cleaning method
- Foreign iron contamination risk
- Shared abrasive tools
- Threaded features
- Welded areas
- Customer specification
- Inspection after passivation
- Packaging after finishing
For a deeper passivation explanation, review our article: What Is Stainless Steel Passivation and When Do CNC Parts Need It?.
Surface Finish and Cleaning Matter More Than Buyers Expect
316 and 316L are often chosen for corrosion-sensitive parts.
That makes surface condition important.
A machined stainless part may require:
- As-machined finish
- Polishing
- Brushing
- Bead blasting
- Electropolishing
- Passivation
- Controlled cleaning
- Protective packaging
For corrosion-sensitive or medical-related parts, surface finish is not only about appearance.
It may affect:
- Cleanability
- Corrosion behavior
- Fluid contact
- Residue retention
- Surface contamination
- Scratch visibility
- Thread cleanliness
- Assembly fit
- Inspection acceptance
If the drawing only says “316L stainless steel” but does not define surface finish or cleaning requirements, the manufacturing route may still be incomplete.
For surface finish selection, passivation, electropolishing, polishing, and masking risks, review our CNC surface finishes guide.
Threads, Holes, and Burrs Are Still High-Risk Features
316 and 316L are often used for fittings, fluid components, medical device housings, connectors, and corrosion-resistant assemblies.
Many of these parts include threads, small holes, cross holes, or sealing features.
These features can create quality risk.
Common issues include:
- Burrs at thread starts
- Work hardening during tapping
- Poor chip evacuation in blind holes
- Damaged first threads
- Oversized or undersized holes
- Burrs near sealing faces
- Surface scratches after deburring
- Contamination before passivation
- Gauge failure after finishing
For expensive stainless steel parts, thread milling may sometimes reduce broken-tap scrap risk compared with tapping, especially for blind holes, hard-to-rework features, or high-value components.
For process comparison, review our guide on thread milling vs tapping.

Tolerances Should State Before or After Finishing
For 316 and 316L stainless parts, finishing can affect inspection.
Passivation may not add meaningful thickness like plating, but polishing, bead blasting, electropolishing, coating, or mechanical finishing can change surfaces, edges, and functional dimensions.
The drawing should clarify:
- Critical dimensions
- Datum features
- Thread requirements
- Hole tolerances
- Surface finish requirements
- Burr-control notes
- Whether dimensions apply before or after finishing
- Inspection method
- Material certificate requirement
- Passivation documentation requirement
This is especially important for:
- Sealing faces
- Threaded holes
- Press-fit areas
- Flat datum surfaces
- Small bores
- Cosmetic surfaces
- Medical or laboratory parts
- Fluid-contact components
For tolerance planning, measurement boundaries, and inspection review, see our CNC machining tolerances guide.
RFQ Notes That Prevent 316 vs 316L Mistakes
Before requesting a quote, prepare:
- 2D drawing
- 3D CAD file
- Required stainless steel grade
- Required standard
- Whether 316/316L dual certification is acceptable
- Material certificate requirement
- Welding or heat exposure information
- Quantity
- Critical dimensions
- Thread requirements
- Surface finish
- Passivation requirement
- Cleaning requirement
- Inspection-report requirement
- Packaging requirement
- Target delivery schedule
Useful RFQ notes include:
- “316L required; material certificate required.”
- “Dual-certified 316/316L material is acceptable.”
- “Part will be welded after machining.”
- “Passivation required after machining.”
- “This surface is used for sealing.”
- “Threads must pass gauge inspection.”
- “Final dimensions apply after electropolishing.”
- “CMM report required for marked features.”
- “No foreign iron contamination allowed.”
- “Intergranular corrosion testing required by order specification.”
Clear grade and documentation notes prevent quotation mistakes.
They also prevent confusion when the material looks correct but the certificate does not match the customer requirement.
Inspection and Certification for Corrosion-Sensitive 316L Parts
For general CNC machined parts, material certificate review and dimensional inspection may be enough.
For corrosion-sensitive, welded, medical, laboratory, marine, chemical, or fluid-handling components, inspection may need to go further.
Possible inspection and documentation items include:
- Material certificate verification
- Heat number traceability
- Dimensional inspection
- CMM inspection for datum-related features
- Surface roughness inspection when required
- Thread fit verification with calibrated go/no-go gauges
- Visual inspection after deburring and cleaning
- Passivation specification review
- Passivation documentation when required
- Packaging inspection to prevent contamination or surface damage
For highly corrosion-sensitive parts, the order specification may also require testing for susceptibility to intergranular attack, such as ASTM A262. This standard includes multiple practices, including Practice A and Practice E, for evaluating intergranular corrosion susceptibility in austenitic stainless steels.
This testing should not be assumed by default.
If ASTM A262 or another corrosion test is required, the RFQ should state it clearly before quotation.
Buyers should confirm:
- Required test standard
- Practice method
- Acceptance criteria
- Sample requirement
- Whether testing applies to raw material, welded coupons, or finished parts
- Documentation format
- Delivery schedule impact
This prevents a part from being quoted only as a machined 316L component when the real order requires corrosion-test documentation.
316 vs 316L Questions Buyers Usually Ask
What is the main difference between 316 and 316L stainless steel?
The main difference is carbon content.
316L is the low-carbon version of 316 stainless steel. Lower carbon helps reduce sensitization risk in welded or heat-affected conditions.
Is 316L harder to machine than 316?
Usually, the machining difference is not the main issue.
Both 316 and 316L are austenitic stainless steels and can be demanding to machine. Tooling, chip load, coolant delivery, geometry, burr control, and work-hardening risk usually matter more than the carbon difference.
In some fine finishing or threading operations, 316L may behave slightly more ductile or gummy, so tool sharpness and chip control still need attention.
Is 316L always better than 316?
No.
316L may be better when welding, heat exposure, corrosion sensitivity, or customer specification requires a low-carbon grade.
For non-welded parts where the drawing allows 316, standard 316 may be acceptable.
Can 316 replace 316L?
Only if the customer and application allow it.
If the drawing specifies 316L, or if the part is welded or corrosion-sensitive, substitution should be approved before production.
Does passivation make 316 the same as 316L?
No.
Passivation helps clean the stainless surface and support corrosion resistance, but it does not change the carbon content or make 316 equivalent to 316L.
Do 316 and 316L need material certificates?
For many industrial parts, yes, especially when the grade is customer-controlled.
Material certificates are important when the application requires traceability, corrosion performance, medical or laboratory use, fluid-contact service, or regulated supply-chain documentation.
Is ASTM A262 required for every 316L part?
No.
ASTM A262 or other intergranular corrosion testing is usually required only when the order specification, customer standard, or service environment demands it.
If this testing is required, it should be stated clearly in the RFQ before quotation.
Upload Your 316 or 316L Stainless Steel Drawing for Review
Send your 2D drawing, 3D CAD file, stainless steel grade, quantity, material certificate requirement, welding or heat exposure information, tolerance notes, thread requirements, surface finish, passivation needs, inspection requirements, and delivery target.
Our team will review whether 316, 316L, or dual-certified 316/316L material is suitable for your CNC machined component.
CTA Button: Upload Your Drawing
About Rapid Efficient
Rapid Efficient supports custom CNC machining projects for prototypes, low-volume parts, and production requirements.
With 18 years of high-precision CNC machining experience, our team reviews material behavior, machining strategy, tolerance risks, post-processing requirements, inspection methods, packaging conditions, and delivery schedules before quotation.
Our available capabilities include 4-axis, 5-axis, and multi-axis CNC machining, together with inspection equipment such as CMM, projectors, and spectrometers.
Depending on the actual part and project requirements, machining accuracy down to 0.01 mm and inspection accuracy down to 0.001 mm are available.
Rapid Efficient has obtained ISO 9001 and ISO 14001 certification.