A stainless steel part can pass machining inspection and still become a problem after delivery.
The dimensions are correct.
The threads fit.
The surface looks polished.
The parts are packed and shipped.
Then the customer opens the box after sea freight and finds small rust spots, staining, or surface discoloration. In another case, the buyer performs PMI verification and finds that the batch supplied as 304 stainless steel does not match the expected nickel and manganese profile.
That is where the real 304 vs 201 stainless steel problem begins.
Not at the CNC machine.
Not at the caliper.
Not even at the first visual inspection.
It begins when the material grade is not clearly controlled before quotation, purchasing, machining, finishing, and shipment.
201 stainless steel can be a legitimate material when the part is used indoors, cost control matters, and the customer approves the grade.
304 stainless steel is usually the safer baseline when corrosion resistance, cleaning, appearance stability, passivation, documentation, or long-term exposure matters.
The mistake is treating 201 as a quiet replacement for 304 simply because both materials look like stainless steel after machining.
For CNC buyers, the key question is not only:
Can this part be made from stainless steel?
The better question is:
Which stainless grade was approved, verified, machined, finished, and shipped?
Rapid Efficient supports custom stainless steel CNC machining projects for prototypes, low-volume parts, and production requirements. Before quotation, we review the drawing together with the stainless steel grade, material certificate requirement, service environment, surface finish, passivation needs, tolerance notes, inspection method, packaging needs, and delivery schedule.
For broader stainless steel machining planning, review our stainless steel CNC machining guide.
The Problem Often Starts Before Machining
Most 304 vs 201 disputes are not caused by poor cutting.
They are caused by unclear material control.
A supplier may quote 201 because it lowers material cost.
A buyer may ask for “stainless steel” without defining the grade.
A drawing may say 304, but the purchasing note may not block alternate materials clearly.
A sample may look acceptable, but the final production batch may face a different environment, finish, packaging condition, or customer inspection rule.
This creates a dangerous gap between three different meanings:
| What the Buyer Says | What the Supplier May Hear | What Should Be Confirmed |
|---|---|---|
| Stainless steel part | Any available stainless grade may work | Exact grade required |
| 304 stainless steel | 304 preferred, alternate may be assumed | Whether 201 is prohibited |
| Cost-sensitive stainless part | 201 may be acceptable | Whether 201 is approved in writing |
| Polished stainless surface | Appearance matters at shipment | Appearance after storage and use |
| Passivated stainless part | Surface finishing required | Grade still must match specification |
| Material certificate required | Paperwork needed at delivery | Heat number and grade traceability |
| No rust after shipment | Packaging and environment matter | Cleaning, drying, and moisture control |
This is why 304 vs 201 should be handled as a grade-verification and substitution-control issue, not only as a material comparison.
A batch can be dimensionally correct and still be rejected if the grade does not match the purchase requirement.
201 Is Not Fake Stainless — But It Must Be Approved
201 stainless steel is not a fake material.
It can be useful for indoor decorative covers, low-risk brackets, cost-sensitive panels, display components, and early fit-check prototypes.
The issue is not whether 201 exists.
The issue is whether the buyer approved it for that part.
If the application is dry, indoor, non-critical, and price-sensitive, 201 may be a reasonable option.
If the application involves humidity, outdoor exposure, chloride risk, passivation, food-related cleaning, laboratory use, medical equipment, or customer-controlled documentation, 304 is usually the safer starting point.
The clean way to handle this is simple:
Quote 304 as the required material.
or:
Quote 304 as the primary option and 201 as an approved alternate.
What should never happen is this:
The drawing says 304, the quote is silently based on 201, and the problem appears after delivery.
That is not material selection.
That is a substitution risk.
The Chemistry Fingerprint That Separates 304 from 201
304 and 201 are both austenitic stainless steels, but their alloy design is different.
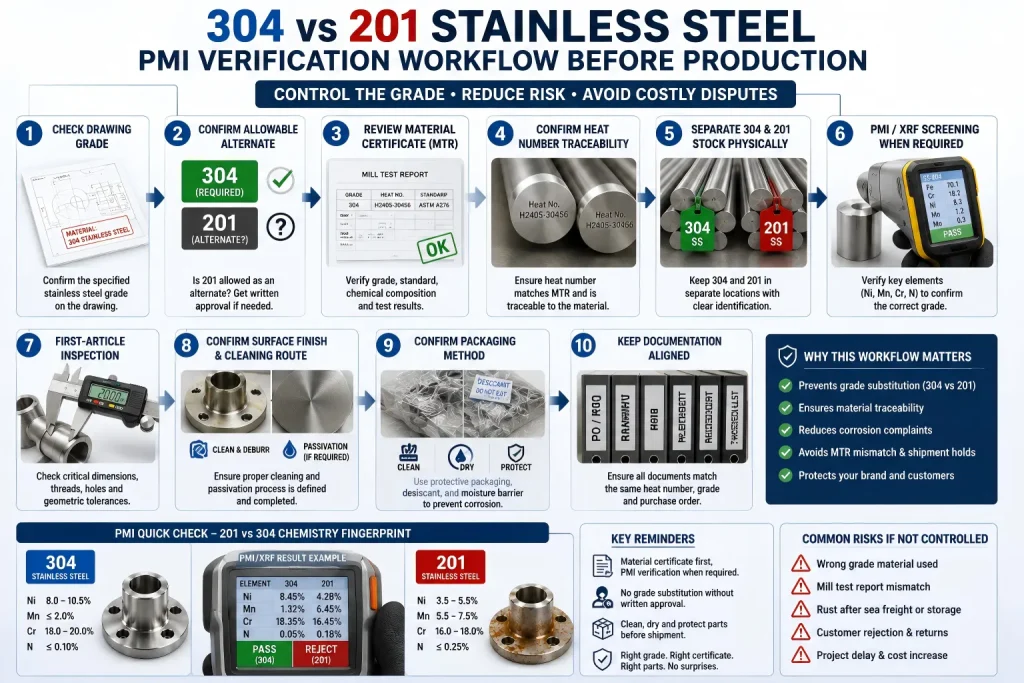
304 stainless steel is commonly associated with a higher nickel content and lower manganese content. Depending on the standard and product form, 304 typically contains about 8% to 10.5% nickel and no more than about 2% manganese.
201 stainless steel uses a different alloy strategy. It reduces nickel content and relies more heavily on manganese and nitrogen to help maintain the austenitic structure. A common 201 chemistry range may include about 3.5% to 5.5% nickel, 5.5% to 7.5% manganese, and up to about 0.25% nitrogen.
That chemistry difference explains why 201 can reduce raw material cost.
It also explains why 201 should not be treated as a quiet drop-in replacement for 304.
The lower-nickel, higher-manganese design may affect:
- Corrosion margin
- Material cost
- Strength
- Work-hardening behavior
- Surface stability
- Polishing consistency
- Buyer acceptance
- Material verification
- Packaging sensitivity
When sulfide inclusions or surface contamination are present, localized corrosion may initiate more easily at weak surface points.
This does not mean every 201 part will rust quickly.
It means the service environment, surface finish, cleaning method, and packaging condition need to be reviewed before 201 is used as a substitute for 304.
For broader material planning across stainless steel, aluminum, copper, brass, and engineering plastics, review our CNC machining materials guide.

The Complaint Often Appears After Sea Freight or Storage
A 201 stainless part can look clean at the supplier’s bench.
Then the complaint appears after shipment.
This is one reason 304 vs 201 disputes are frustrating for export manufacturing.
The supplier may say:
The parts looked good before delivery.
The customer may say:
The parts arrived with rust spots, stains, or surface discoloration.
Both statements can be true.
The missing piece is environment.
A machined stainless part can be affected by:
- Moisture trapped inside packaging
- Salt air during transport
- Fingerprints before packing
- Poor drying after cleaning
- Carbon steel contamination from tools or fixtures
- Abrasive residue
- Low-quality protective film
- Condensation during temperature changes
- Long warehouse storage
- Customer cleaning chemicals
304 gives a stronger corrosion margin for many general-purpose environments.
201 may still work in controlled indoor conditions, but it has less room for error when humidity, chlorides, cleaning chemicals, or packaging moisture enters the picture.
For export orders, the packaging plan should match the stainless grade and surface expectation.
Do not treat packaging as an afterthought.
Where 201 Is a Legitimate Choice
201 may be suitable when the part is not exposed to an aggressive environment and the customer clearly allows the grade.
Common examples include:
- Indoor decorative covers
- Cost-sensitive brackets
- Non-critical hardware
- Fit-check prototypes
- Dry-environment panels
- Low-corrosion display components
- Internal support parts
- Price-sensitive components where 201 is approved
In these cases, the RFQ should say clearly:
201 stainless steel is acceptable.
or:
201 may be quoted as an alternate material.
This protects both sides.
The buyer gets a lower-cost option.
The supplier avoids the risk of appearing to substitute materials secretly.
The key is approval before production.
Where 201 Should Not Quietly Replace 304
201 should not quietly replace 304 when the part depends on corrosion margin, cleaning confidence, documentation, or customer-controlled material requirements.
| Part or Requirement | Why 201 Substitution Is Risky | Safer Action |
| Drawing specifies 304 | Customer expects a defined grade | Quote 304 or request written approval |
| Outdoor hardware | Humidity, rain, pollution, and salt exposure increase corrosion risk | Use 304 or review 316/316L if needed |
| Fluid-contact part | Water chemistry or cleaning chemicals may cause staining or corrosion | Confirm grade and service environment |
| Passivated stainless part | Passivation does not turn 201 into 304 | Match material grade before finishing |
| Medical or laboratory component | Cleanability and documentation may matter | Use customer-specified grade and certificate |
| Cosmetic polished part | Rust spots or stains become visible rejection points | Define grade, finish, and packaging |
| Food-related hardware | Cleaning and corrosion expectations are higher | Confirm customer specification |
| Customer-controlled assembly | Certificate mismatch can reject the entire batch | Maintain heat traceability |
| Export production order | Material verification may happen after delivery | Confirm MTR and PMI requirements early |
| Humid storage or sea freight | Moisture can expose grade-selection weakness | Control grade, cleaning, drying, and packaging |
This table is not a rule that 201 can never be used.
It is a substitution-control filter.
If the part needs 304, quote 304.
If the part may use 201, make the approval visible before machining starts.
CNC Machining: 201 Is Not the Easy Discount Option
Some buyers assume 201 is cheaper, so it must be easier to machine.
That is not a safe assumption.
304 and 201 are both austenitic stainless steels. Both can work harden. Both can generate heat, burrs, surface tearing, poor chip control, and tool wear if the cutter rubs instead of shearing.
201 may feel less forgiving in some operations depending on hardness, material condition, feature geometry, and tool state.
This is partly related to the higher baseline strength often seen in 201 stainless steel.
Because manganese and nitrogen contribute to solid-solution strengthening, 201 may show higher yield strength than standard annealed 304, depending on product form and material condition. That higher strength can increase cutting resistance during milling, turning, drilling, threading, and deburring.
In practical CNC machining, this may show up as:
- Higher tool load
- Stronger work-hardening tendency in unstable cuts
- More edge pressure during finishing
- Faster flank wear if cutting speed is pushed too aggressively
- Higher risk of micro-chipping when the tool edge is weak
- More difficult burr control on thin edges, holes, and threads
This does not mean 201 is impossible to machine.
It means the process should not assume 201 will behave like a cheaper version of 304 with the same cutting response.
For 201 stainless steel, the machining plan should review:
- Tool rigidity
- Tool coating
- Cutting edge strength
- Cutting speed
- Chip load
- Coolant delivery
- Finishing allowance
- Deburring method
- Thread inspection
- Tool wear monitoring across the batch
For tight features or cosmetic surfaces, test cutting or first-article inspection is especially useful before full production.
For a deeper breakdown of work hardening in 304 stainless steel, review our article on machining 304 stainless steel.
Threads, Holes, and Edges Can Turn Material Risk into Assembly Risk
The 304 vs 201 decision becomes more serious when the part has small or functional features.
High-risk features include:
- Internal threads
- External threads
- Blind holes
- Cross holes
- Press-fit bores
- Thin slot edges
- Sealing faces
- Sharp datum edges
- Cosmetic chamfers
- Thin-wall pockets
A material substitution may not only affect corrosion.
It can also affect machining stability, burr behavior, and inspection risk.
Common failures include:
- Burrs at thread starts
- Poor gauge fit
- Work hardening during tapping
- Broken taps in blind holes
- Surface tearing on sealing faces
- Scratches during deburring
- Rounded locating edges
- Poor edge consistency after polishing
- Contamination before passivation
If the material is difficult to rework, or if blind threaded holes are high-value features, thread milling may sometimes reduce broken-tool risk compared with tapping.
For process comparison, review our guide on thread milling vs tapping.
Surface Finish Cannot Hide the Wrong Grade Forever
Surface finishing can make 201 and 304 look similar at first.
Polishing, brushing, bead blasting, cleaning, and passivation can all improve appearance.
But finishing cannot change the alloy.
Passivation can remove free iron contamination and support the passive surface condition, but it cannot turn 201 into 304.
If the customer requires 304 and passivation, using 201 with passivation is still not an equivalent substitution.
Surface-related risks include:
- Rust spots after storage
- Fingerprint staining
- Uneven polishing
- Brushing direction mismatch
- Surface contamination from carbon steel tools
- Deburring scratches
- Residue after cleaning
- Moisture trapped in packaging
- Customer rejection after visual inspection
For cosmetic stainless parts, the drawing should identify visible surfaces.
For corrosion-sensitive stainless parts, the RFQ should define cleaning, passivation, drying, and packaging expectations.
For finish selection, polishing, passivation, bead blasting, and inspection risks, review our CNC surface finishes guide.
For passivation boundaries, review What Is Stainless Steel Passivation and When Do CNC Parts Need It?.
Magnet Test Is Not Final Acceptance
A magnet test is not reliable enough to accept or reject 304 vs 201.
Both 304 and 201 are austenitic stainless steels.
Depending on cold work, forming, machining, material condition, or processing history, magnetic response may change.
A weak magnetic response does not automatically prove the material is 201.
A low magnetic response does not automatically prove the material is 304.
To remove ambiguity, grade verification should rely on proper material documentation and inspection methods.
Useful controls include:
- Material certificate review
- Heat number traceability when required
- Supplier material confirmation
- Segregated storage to avoid material mix-up
- PMI or spectrometer verification when required
For shop-floor grade screening, handheld XRF / PMI testing can be useful because 201 and 304 have very different manganese and nickel signatures.
201 normally shows a much higher manganese level and lower nickel level than 304.
304 normally shows a higher nickel level and lower manganese level than 201.
That difference makes handheld PMI a practical non-destructive method for separating suspicious 201 and 304 material before machining or shipment.
However, PMI should still be used correctly. Surface condition, coatings, contamination, calibration, test location, and instrument limitations should be controlled.
For customer-controlled orders, PMI results should be reviewed together with the mill test report, heat number, purchase specification, and drawing requirement.
Handheld XRF is useful for nickel and manganese comparison, but it should not be treated as the only tool for every element. When exact carbon or nitrogen confirmation is required, laboratory methods such as optical emission spectrometry or other suitable material analysis may be needed.
The safest workflow is:
Material certificate first, PMI verification when required, and no grade substitution without written approval.
Grade Verification Workflow Before Production
For 304 vs 201 stainless steel, the verification workflow should happen before machining whenever the grade is customer-controlled.
A practical workflow is:
- Check the drawing grade.
- Confirm whether 201 is allowed as an alternate.
- Review the material certificate.
- Confirm heat number traceability when required.
- Separate 201 and 304 stock physically.
- Use PMI/XRF screening when required.
- Run first-article inspection on critical features.
- Confirm surface finish and cleaning route.
- Confirm packaging method before shipment.
- Keep documentation aligned with the purchase order.
This workflow is simple, but it prevents expensive disputes.
A batch can be dimensionally correct and still be rejected if the material grade is wrong.
For tolerance planning and inspection boundaries, see our CNC machining tolerances guide.
Buyer Clauses That Prevent Stainless Grade Substitution
The best way to prevent 304 vs 201 disputes is to write the requirement clearly before quotation.
Use clear RFQ or purchase-order language.
| Risk to Prevent | Better RFQ or PO Clause |
| Supplier quotes 201 while buyer expects 304 | “304 stainless steel required. 201 stainless steel is not allowed unless approved in writing.” |
| Buyer may allow 201 for cost reduction | “Please quote 304 as primary material and 201 as alternate material separately.” |
| Material certificate mismatch | “Material certificate required and must match the ordered stainless grade.” |
| Wrong batch mixed into production | “Heat number traceability required for customer-controlled material.” |
| Magnet test confusion | “Magnet test is not accepted as final grade verification.” |
| Need shop-floor grade check | “PMI/XRF verification required before shipment for marked lots.” |
| Surface rust after sea freight | “Parts must be cleaned, dried, and packed to reduce moisture and abrasion risk.” |
| Cosmetic surface rejection | “Visible surfaces must be protected from scratches, fingerprints, and part-to-part contact.” |
| Passivation confusion | “Passivation required after machining; passivation does not permit grade substitution.” |
| Thread or fit issue after finishing | “Thread gauge inspection required after final finishing.” |
These clauses are not only legal language.
They are manufacturing instructions.
They help the supplier quote the right material, buy the right stock, inspect the right batch, and pack the parts correctly.
Final Decision Matrix: 304 or 201?
| Situation | Better Choice |
| Drawing specifies 304 | Use 304 unless customer approves a change |
| Cost-sensitive indoor cover | 201 may be acceptable if approved |
| Outdoor or humid environment | 304 is safer |
| Chloride or marine exposure | Review 316 or 316L instead |
| Polished cosmetic part | 304 is safer unless 201 is approved and packaging is controlled |
| Early visual prototype | 201 may be acceptable if final material is clarified |
| Passivated production part | Use the specified stainless grade; do not rely on passivation to upgrade 201 |
| Customer requires MTR | Use material with matching certificate |
| Customer may perform PMI | Verify grade before shipment |
| Fluid-contact part | 304 or higher grade should be reviewed based on environment |
| Low-risk dry bracket | 201 may be acceptable if drawing allows it |
| Medical, food, or laboratory component | Follow customer-specified grade and documentation |
The final rule is simple:
201 is a material choice.
It should not become a hidden substitution.
Upload Your 304 or 201 Stainless Steel Drawing for Review
Send your 2D drawing, 3D CAD file, stainless steel grade, quantity, service environment, surface finish, tolerance notes, thread requirements, passivation needs, inspection requirements, material certificate needs, packaging requirements, and delivery target.
Our team will review whether 304 stainless steel, 201 stainless steel, or another stainless grade is suitable for your CNC machined component.
We can also review whether PMI verification, material certificate control, passivation, thread inspection, surface protection, or special packaging should be included before quotation.
CTA Button: Upload Your Drawing
About Rapid Efficient
Rapid Efficient supports custom CNC machining projects for prototypes, low-volume parts, and production requirements.
With 18 years of high-precision CNC machining experience, our team reviews material behavior, machining strategy, tolerance risks, post-processing requirements, inspection methods, packaging conditions, and delivery schedules before quotation.
Our available capabilities include 4-axis, 5-axis, and multi-axis CNC machining, together with inspection equipment such as CMM, projectors, and spectrometers.
Depending on the actual part and project requirements, machining accuracy down to 0.01 mm and inspection accuracy down to 0.001 mm are available.
Rapid Efficient has obtained ISO 9001 and ISO 14001 certification.