CNC turning parts look simple until the drawing includes a tight bore, a long slender shaft, a thin sleeve wall, a deep groove, a thread close to a shoulder, or a surface finish requirement on a sealing diameter.
A round part is not automatically easy to machine. The real question is whether the geometry, tolerance, material, and inspection method match the turning process.
For buyers, the safest way to review CNC turning parts is not only to ask for a price. The drawing should make clear which diameters matter, which surfaces locate the assembly, which threads must be gauged, which grooves affect sealing, and which dimensions need inspection after machining.
CNC turning is often suitable for shafts, sleeves, bushings, spacers, pins, collars, rings, threaded parts, pulleys, flanges, nozzles, and other cylindrical components. But the cost and risk can change quickly when the part combines multiple setups, tight concentricity, thin walls, secondary milling, cosmetic surfaces, or post-machining surface treatment.
This guide explains how CNC turned parts should be reviewed before RFQ, especially for material selection, geometry, tolerances, threads, surface finish, and inspection planning.
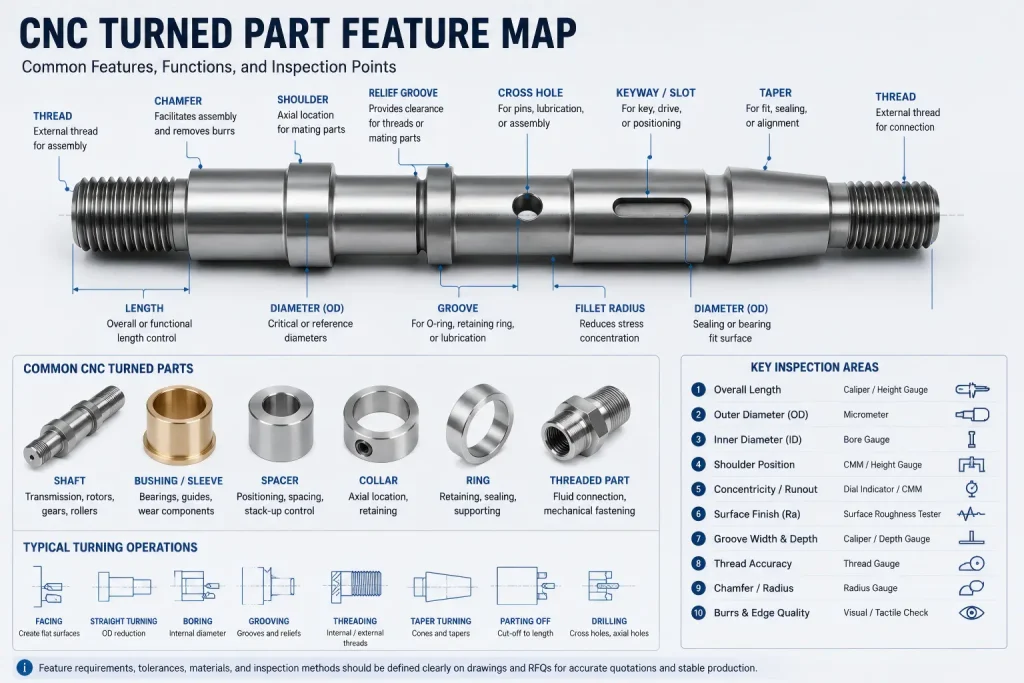
Where CNC Turning Parts Usually Fit Best
CNC turning works best when the main geometry is rotational.
That means the workpiece rotates while cutting tools form external diameters, internal bores, faces, grooves, chamfers, tapers, and threads.
Common CNC turning parts include:
| Turned Part Type | Typical Features | Main Review Point |
|---|---|---|
| Shafts | Diameters, shoulders, grooves, threads, key features | Straightness, runout, diameter tolerance |
| Sleeves | OD, ID, thin walls, chamfers | Wall thickness, bore tolerance, deformation |
| Bushings | Bore, OD, flange, lubrication grooves | Concentricity, wear surface, surface finish |
| Spacers | Simple OD, ID, length | Length tolerance, burr control |
| Pins | Small diameter, chamfered ends, grooves | Diameter consistency, surface finish |
| Collars and rings | OD, ID, set screw holes, grooves | Roundness, secondary drilling |
| Threaded parts | External or internal threads | Thread standard, gauge requirement |
| Flanges | Face, bore, bolt holes, circular profiles | Flatness, bolt hole position, secondary milling |
| Nozzles and fittings | Tapers, threads, internal passages | Leak path, burrs, thread sealing |
The best CNC turning parts are not only round. They are also designed so the critical features can be reached, supported, measured, and finished without unnecessary setup changes.
Which Features Are Best Suited for CNC Turning?
A CNC lathe can produce many features efficiently, but each feature should be reviewed differently.
External diameters
External diameters are usually straightforward, especially when the part is short and rigid. The main risks are tolerance stack-up, surface finish, and whether multiple diameters must stay concentric.
For bearing fits, sliding fits, sealing diameters, and press-fit areas, the drawing should identify which diameter is functional. Not every diameter needs a tight tolerance.
For stepped shafts, long pins, and slender turned features, the unsupported length-to-diameter ratio should also be reviewed before machining. When a turned feature becomes long relative to its diameter, cutting forces can push the material away from the tool, creating taper, chatter, or diameter variation along the length.
As a practical review point, parts with a higher L/D ratio may require tailstock support, reduced cutting force, staged roughing and finishing, or a different machining route. For very slender components, a steady rest or Swiss-type turning process may be reviewed depending on diameter, material, tolerance, surface finish, and production quantity.
The drawing does not need to solve the machining method, but it should make clear which long diameters are functional and which surfaces must hold size across the full length. This helps the supplier decide whether standard CNC turning services are suitable or whether additional support and inspection planning are needed.
Internal bores
Internal bores often drive quality risk in CNC turned parts.
A short through bore is usually easier to machine and inspect. A deep bore, blind bore, stepped bore, or small-diameter bore may need special tooling, controlled chip evacuation, and more careful inspection.
For precision bushings and sleeves, the bore may be more important than the outer diameter. In that case, bore size, roundness, surface finish, and concentricity should be defined clearly.
Shoulders and steps
Shoulders control axial location in many assemblies. They may contact bearings, washers, seals, or mating components.
Sharp internal corners are often not practical. A small radius or relief groove may be needed depending on tool access and assembly requirements. If a square shoulder is functional, the drawing should explain the mating condition.
Grooves and reliefs
Grooves can look minor, but they often create cost and inspection problems.
A groove may be used for an O-ring, retaining ring, thread relief, lubrication path, or assembly clearance. Each groove type needs different control.
For sealing grooves, width, depth, corner radius, surface finish, and burr control matter. For retaining ring grooves, the groove geometry should match the ring standard or supplier requirement.
Threads
Turned parts often include external threads, internal threads, pipe threads, or special thread forms.
Thread drawings should not only show “M6” or “1/4 thread.” Buyers should define thread standard, pitch, thread length, tolerance class, lead-in chamfer, thread relief, and whether GO/NO-GO gauge inspection is required.
Threads close to shoulders may need relief. Threads near thin walls can distort the part. Threads in difficult materials may increase tool wear and burr risk.
Faces and sealing surfaces
A turned face may be a simple end surface, or it may be a sealing face, bearing contact face, optical reference face, or assembly datum.
When a face is functional, flatness, perpendicularity, surface finish, and burr control should be reviewed. For sealing faces, scratches and dents after machining can matter as much as the nominal dimension.
Turning Alone or Turning Plus Secondary Machining?
Many CNC turning parts are not produced by turning alone.
A part may start on a lathe, then need milling, drilling, slotting, cross holes, flats, keyways, radial holes, or engraved marks. Some machines can combine turning and milling in one setup, but not every supplier or part geometry supports that efficiently.
The RFQ should make clear whether the part includes:
| Secondary Feature | Why It Matters |
|---|---|
| Cross holes | May need live tooling, secondary setup, or deburring inside the bore |
| Flats | Often require milling after turning |
| Keyways | May need slotting, milling, broaching, or EDM depending on geometry |
| Radial threaded holes | Need orientation and thread inspection |
| Bolt hole pattern on flange | May require milling or drilling setup after turning |
| Internal slots | Can be difficult to machine and inspect |
| Engraving or marking | Should not affect sealing or functional surfaces |
A turned flange with bolt holes is different from a simple ring. A shaft with cross holes is different from a plain shaft. A bushing with lubrication grooves is different from a standard sleeve.
This is why “CNC turning parts” should not be treated as one price category.
Process sequence also matters when turned parts include keyways, flats, radial holes, slots, or other interrupted features. If a finishing tool must pass across an existing cross-hole or milled flat, the cutting edge repeatedly enters and exits the material instead of cutting continuously.
This interrupted cut can increase tool impact, edge micro-chipping, burr formation, and local surface finish variation near the feature boundary. The risk becomes more important on tight-tolerance shafts, sealing diameters, cosmetic surfaces, and parts made from stainless steel, copper, titanium, or other materials that are more sensitive to tool wear and heat.
For higher-requirement parts, the safer route may be rough turning first, then secondary milling or drilling, followed by a controlled finishing pass only where the geometry allows it. When cross holes or flats are functional, the RFQ should identify whether the outer diameter, hole edge, or milled feature is the critical inspection area.
Material Choice Changes the Turning Strategy
Material selection has a direct effect on cycle time, tool wear, burr formation, surface finish, and inspection stability.
| Material | Turning Behavior | Common Risk |
|---|---|---|
| Aluminum 6061 | Usually machines well and supports clean turning | Thin walls may deform; anodizing allowance may matter |
| Aluminum 7075 | Stronger aluminum option, generally machinable | Stress, sharp edges, coating color variation |
| Stainless steel 304 | Common but can work harden | Burrs, tool wear, heat, poor chip control |
| Stainless steel 316 | Better corrosion resistance, harder to machine than free-cutting materials | Work hardening, surface finish control |
| Brass | Often very turning-friendly in suitable grades | Lead-free requirement and grade selection |
| Copper | Conductive but can be gummy | Built-up edge, burrs, surface scratches |
| PEEK / engineering plastics | Lightweight and stable in many applications | Heat, clamping marks, dimensional movement |
| Titanium | Strong and corrosion resistant | Heat control, tool wear, galling risk |
For simple spacers or fittings, a more machinable material may reduce cost. For wear bushings, sealing parts, shafts, or medical-device equipment components, performance requirements may override machining cost.
The drawing should specify the exact material grade, not only “aluminum,” “stainless steel,” or “brass.”
A clear RFQ note is better:
Material: Aluminum 6061-T6. Critical OD surfaces require anodizing after machining. Please review coating allowance and masking before production.
Or:
Material: 316 stainless steel. Bore and sealing face are critical. Please confirm achievable surface finish and inspection method before machining.
For aluminum cylindrical parts, buyers can also review CNC aluminum machining services to understand how material grade, wall thickness, anodizing, and tolerance requirements affect the machining route.
Tolerances That Matter Most on CNC Turned Parts
Not every dimension on a turned part needs a tight tolerance.
The most important tolerances are usually linked to assembly function.
| Feature | Tolerance Concern | Why It Matters |
|---|---|---|
| Bearing seat diameter | Fit tolerance | Too tight or too loose affects assembly |
| Shaft OD | Diameter and runout | Affects rotation, alignment, and wear |
| Bushing bore | Bore size and roundness | Affects sliding or press-fit behavior |
| Sleeve wall | Wall thickness and concentricity | Thin walls may deform |
| Thread | Thread class and gauge result | Affects assembly reliability |
| Sealing groove | Width, depth, edge condition | Affects O-ring compression |
| Flange face | Flatness and perpendicularity | Affects sealing or mounting |
| Long shaft | Straightness | Affects rotation and assembly |
| Stepped part | Concentricity between diameters | Affects alignment of mating parts |
A common mistake is applying a very tight general tolerance to the whole drawing. This can raise cost without improving function.
A better drawing separates:
- critical fit diameters
- non-critical external surfaces
- cosmetic surfaces
- sealing surfaces
- thread requirements
- datum references
- inspection points
For more detailed tolerance planning, see the CNC machining tolerances guide.
Concentricity, Runout, and Datum Control
CNC turning often creates cylindrical features that appear naturally aligned, but inspection still depends on how the datum is defined.
For example, a shaft may have three different diameters. If the middle diameter is the bearing seat, it may need to be the primary datum. If the end thread is used for assembly, thread alignment may also matter.
Important questions include:
| Question | Why It Matters |
|---|---|
| Which diameter is the assembly datum? | Inspection must match the actual function |
| Does the bore need to be concentric with the OD? | Critical for bushings and sleeves |
| Does the part rotate in use? | Runout may matter more than simple size |
| Are both ends machined in one setup? | Setup changes can affect alignment |
| Is the part long and slender? | Straightness and vibration become important |
| Is a flange face used for mounting? | Face perpendicularity may matter |
If the drawing only shows diameter tolerances but does not define datum relationships, the supplier may machine the part correctly by size but still fail in assembly.
For many rotational parts, buyers should also review whether concentricity, circular runout, or total runout is the most practical control method.
Concentricity can be useful in some GD&T situations, but it may require more complex inspection because the derived center axis must be evaluated from measured geometry. For shafts, sleeves, bushings, rotating pins, and bearing-related turned parts, circular runout or total runout against a clear datum diameter is often easier to inspect and more directly related to assembly performance.
Runout control can help capture the combined effect of diameter variation, roundness error, datum alignment, and rotational behavior. It can often be checked with suitable fixtures, centers, mandrels, V-blocks, dial indicators, or CMM inspection depending on tolerance level and part geometry.
The important point is not to add the strictest symbol automatically. The drawing should define how the part actually works: which diameter locates the assembly, which surface rotates, which bore or OD is the datum, and what inspection method is expected.
For more complex datum relationships, see CMM inspection for CNC machined parts.
Thin-Wall Sleeves and Bushings Need Extra Review
Thin sleeves and bushings are common CNC turning parts, but they can deform during clamping, machining, heat, surface finishing, or inspection.
Risk increases when the part has:
- large OD with thin wall
- deep internal bore
- long length-to-diameter ratio
- tight concentricity
- sealing or sliding surface
- post-machining coating
- soft material
- interrupted cuts
- cross holes or grooves
For thin-wall parts, the supplier may need to review chuck pressure, support method, machining sequence, tool sharpness, and inspection after stress release.
A bushing may measure correctly while clamped but change slightly after removal. For critical parts, the inspection condition should match the final free-state condition unless the drawing defines otherwise.
Surface Finish Is Not Only Cosmetic
Surface finish on CNC turning parts affects sliding, sealing, wear, friction, appearance, and coating quality.
A turned surface may look acceptable visually but still fail if the roughness does not match the assembly requirement.
| Surface Type | Surface Finish Concern |
|---|---|
| Bearing seat | Smooth and consistent contact |
| O-ring groove | No sharp burrs or damaged sealing edge |
| Shaft OD | Wear and sliding performance |
| Threaded area | Clean thread flank and no burrs |
| Cosmetic collar | Tool marks and visible surface uniformity |
| Sealing face | Flatness, scratches, dents, and cleanliness |
| Bore | Internal roughness and tool chatter |
Buyers should avoid writing only “smooth finish” on a drawing. A better note defines the functional surface and required roughness, such as an Ra value when needed.
For cosmetic surfaces, visual expectation should be discussed separately from engineering surface finish. A decorative turned surface, a bead blasted surface, and an anodized surface are not the same requirement.
For finish options after machining, see the surface finishes for CNC parts guide.
Threaded Turned Parts: What to Define Before Production
Threads are one of the most common features on CNC turned parts, but they are also a common source of disputes.
Before RFQ, review:
| Thread Requirement | What to Confirm |
|---|---|
| Thread type | Metric, UNC, UNF, NPT, BSP, custom |
| External or internal thread | Tooling and inspection differ |
| Thread pitch | Must match mating component |
| Thread length | Full thread vs partial thread |
| Thread class | Fit and gauge expectation |
| Lead-in chamfer | Helps assembly and protects first thread |
| Relief groove | May be needed near shoulders |
| Burr requirement | Especially for internal and small threads |
| Gauge inspection | GO/NO-GO gauge if required |
| Surface treatment | Coating may affect thread fit |
If the thread will be anodized, plated, passivated, or coated, the finish should be reviewed before machining. Coating buildup or cleaning requirements may affect final assembly.
Drawing Review Checklist Before RFQ
Before sending CNC turning parts for quotation, the drawing should answer these questions.
| Review Area | Check Before RFQ |
|---|---|
| Main process | Is the part mainly turned, or does it also need milling/drilling? |
| Material | Is the exact grade and condition specified? |
| Critical diameter | Which OD or ID controls assembly? |
| Datum | Which feature should be used as the inspection reference? |
| Bore | Is it through, blind, deep, stepped, or tight tolerance? |
| Wall thickness | Is the part thin enough to deform during clamping? |
| Threads | Are standard, pitch, class, length, and gauge needs clear? |
| Grooves | Are width, depth, radius, and edge condition defined? |
| Surface finish | Which surfaces are functional, cosmetic, or sealing surfaces? |
| Heat treatment | Is machining before or after treatment required? |
| Surface treatment | Will anodizing, plating, passivation, or polishing affect size? |
| Inspection | Is CMM, micrometer, gauge, thread gauge, or roundness inspection needed? |
| Quantity | Is this prototype, low-volume, or repeat production? |
| Packaging | Are cosmetic or sealing surfaces protected during shipment? |
This checklist prevents many RFQ delays because the supplier can review manufacturability, material availability, tolerance risk, finishing steps, and inspection requirements before production starts.

Inspection Points for CNC Turning Parts
Inspection should match the part function.
A simple spacer may only need OD, ID, and length checks. A precision shaft may require diameter, runout, straightness, surface finish, and thread gauge inspection. A bushing may need bore size, concentricity, wall thickness, and surface finish review.
| Part Type | Typical Inspection Points |
|---|---|
| Shaft | OD, length, shoulder position, runout, thread, surface finish |
| Sleeve | OD, ID, wall thickness, length, chamfer, burrs |
| Bushing | Bore, OD, concentricity, flange thickness, groove, surface finish |
| Threaded fitting | Thread gauge, sealing surface, chamfer, burr control |
| Ring or collar | ID, OD, width, set screw hole, roundness |
| Flange | Bore, face flatness, bolt holes, perpendicularity |
| Nozzle | Thread, internal passage, burrs, taper, sealing surface |
For tight-tolerance turned parts, inspection should be planned before production rather than added after machining.
CMM inspection may be useful for datum relationships, true position, perpendicularity, and complex features, while micrometers, bore gauges, plug gauges, thread gauges, dial indicators, and surface roughness testers may be more suitable for other features.
For report review, see CMM inspection for CNC machined parts.
When CNC Turning Parts Become More Expensive
Cost usually increases when the part requires more than standard turning.
Common cost drivers include:
- tight tolerance on multiple diameters
- long slender shafts
- thin-wall sleeves
- deep internal bores
- difficult materials
- poor chip evacuation
- thread relief near shoulders
- internal grooves
- multiple setups
- secondary milling or drilling
- interrupted cuts near finished surfaces
- cosmetic finish requirements
- coating allowance control
- 100% inspection requirement
- special packaging for finished surfaces
The cheapest design is not always the design with the fewest dimensions. It is the design where the functional dimensions are clear, non-critical areas are not over-toleranced, and inspection matches the assembly function.
Better RFQ Notes for CNC Turned Parts
A good RFQ helps the supplier review the real manufacturing risk.
Instead of sending only a 3D model, include:
- 2D drawing with critical dimensions
- material grade and condition
- quantity and expected repeat order needs
- tolerance requirements
- thread standards
- surface finish requirements
- post-processing requirements
- inspection report needs
- cosmetic or packaging expectations
- assembly function if available
Useful RFQ notes include:
The OD marked A is a bearing fit and should be inspected as the primary critical diameter.
The internal bore is the functional sliding surface. Please review achievable surface finish and burr control.
External thread must pass GO/NO-GO gauge after surface treatment.
Black anodizing is required after machining. Please review coating allowance on the mating diameter.
Parts are cosmetic on the visible outer surface. Please protect during packaging.
These notes make the quote more accurate and reduce the chance of machining, finishing, or inspection disputes.
For more demanding shaft, sleeve, and bushing projects, precision machining services can help review datum control, tolerance priority, inspection planning, and finishing requirements before production.
Buyer Questions Before Ordering CNC Turned Parts
Can one supplier machine both turned and milled features?
Many turned parts need secondary milling, drilling, slotting, or cross holes. Confirm whether the part can be completed in one machining route or needs multiple setups.
Should all diameters have tight tolerance?
Usually no. Tight tolerances should be reserved for functional fits, sealing surfaces, bearing seats, sliding surfaces, or datum features.
Are CNC turned parts always cheaper than milled parts?
Not always. Simple cylindrical parts are often efficient to turn. But complex secondary features, thin walls, tight bores, interrupted cuts, and difficult materials can increase cost.
What files should be sent for quotation?
Send both 3D and 2D drawings when possible. The 3D model helps geometry review, while the 2D drawing defines tolerances, threads, surface finish, materials, and inspection requirements.
Can CNC turning support prototype and repeat production?
Yes, depending on geometry, material, quantity, and inspection requirements. For suitable projects, CNC turning can support prototypes, low-volume runs, and repeat production after the part and inspection plan are reviewed.
Final Manufacturing Notes
CNC turning parts are not judged only by round shape. The important details are the functional diameter, bore condition, thread requirement, datum relationship, wall thickness, surface finish, and inspection method.
A simple shaft may be easy to quote. A thin-wall sleeve with tight concentricity, internal grooves, and post-machining surface treatment needs more careful review. A threaded fitting may look simple, but the thread standard, relief, sealing face, and coating condition can change the final result.
Before production, define the features that matter most.
Rapid Efficient supports custom CNC turning for shafts, sleeves, bushings, flanges, threaded parts, spacers, rings, and precision cylindrical components. Material certificates, inspection reports, and CMM reports are available depending on project requirements. For suitable projects, delivery may be as fast as 3–7 working days after drawing review and production confirmation.
Send your drawing, material requirement, quantity, tolerance needs, and surface finish notes for CNC turning part review before production.